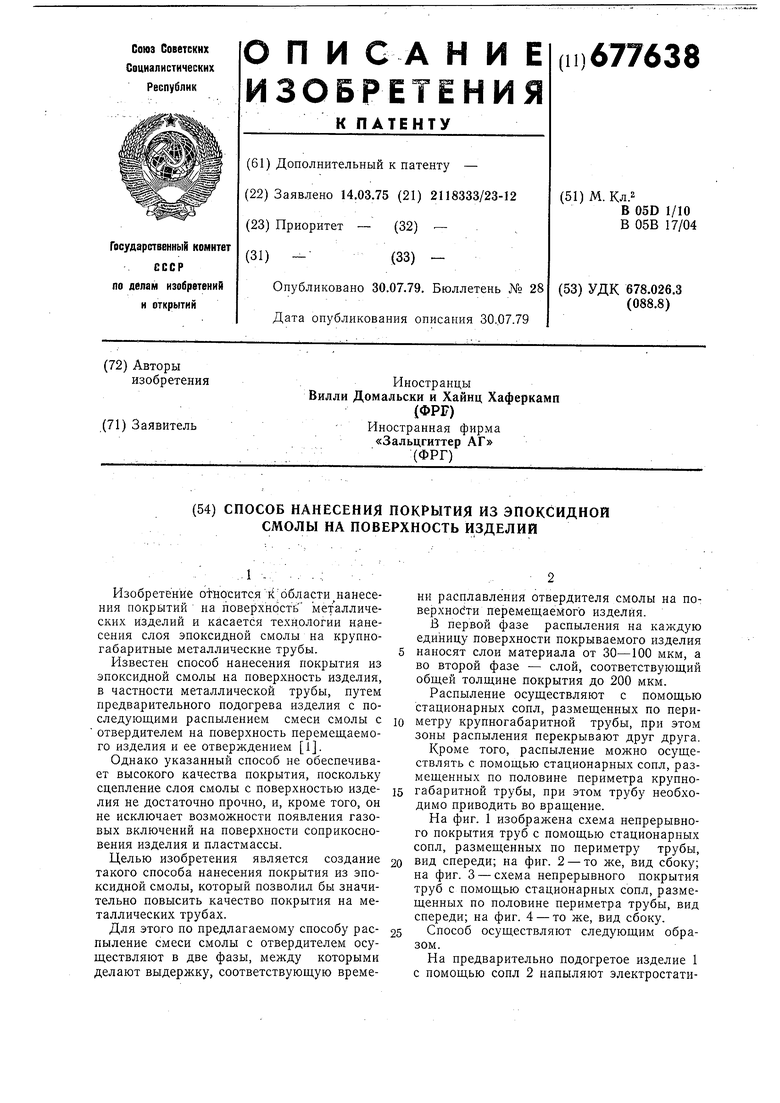
чески заряженную смесь эпоксидной смолы с отвердителем, при STOirf йзДеЛие перемещают в направлении стрелки А (см. фиг. 1,3).
Имеющаяся температура приводит к плавлению смолы, содержащейся в смеси, при этом повыщение вязкости, вызванное плавлением содержащегося в смеси отвердйтёля, происходит Лишь после того, как жидкая смола полностью смочит область распыления. Сопла для распыления порошка размешают между собой на определенном расстоянии а, которое выбирают таким образом, что расплав, вышедший на единицу поверхности из пределов конуса 3 распыления, становится вязким прежде, чем он войдет в конус 4 распыления.
При первом нанесении материала толщина слоя покрытия составляет, преимущественно, от 30 до 100 мкм, а при втором нанесении материала общая толщина доводится до 200 мкм.
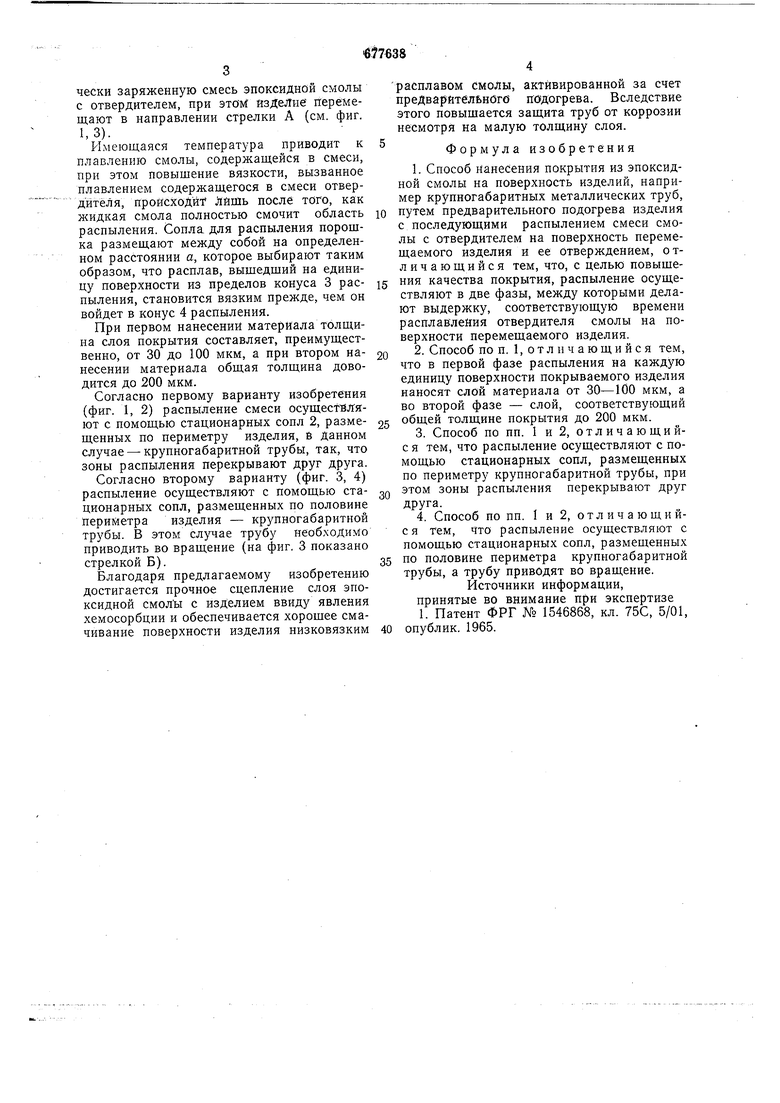
Согласно первому варианту изобретения (фиг. 1, 2) распыление смеси осуществляют с помощью стационарных сопл 2, размещенных по периметру изделия, в данном случае - крупногабаритной трубы, так, что зоны распыления перекрывают друг друга.
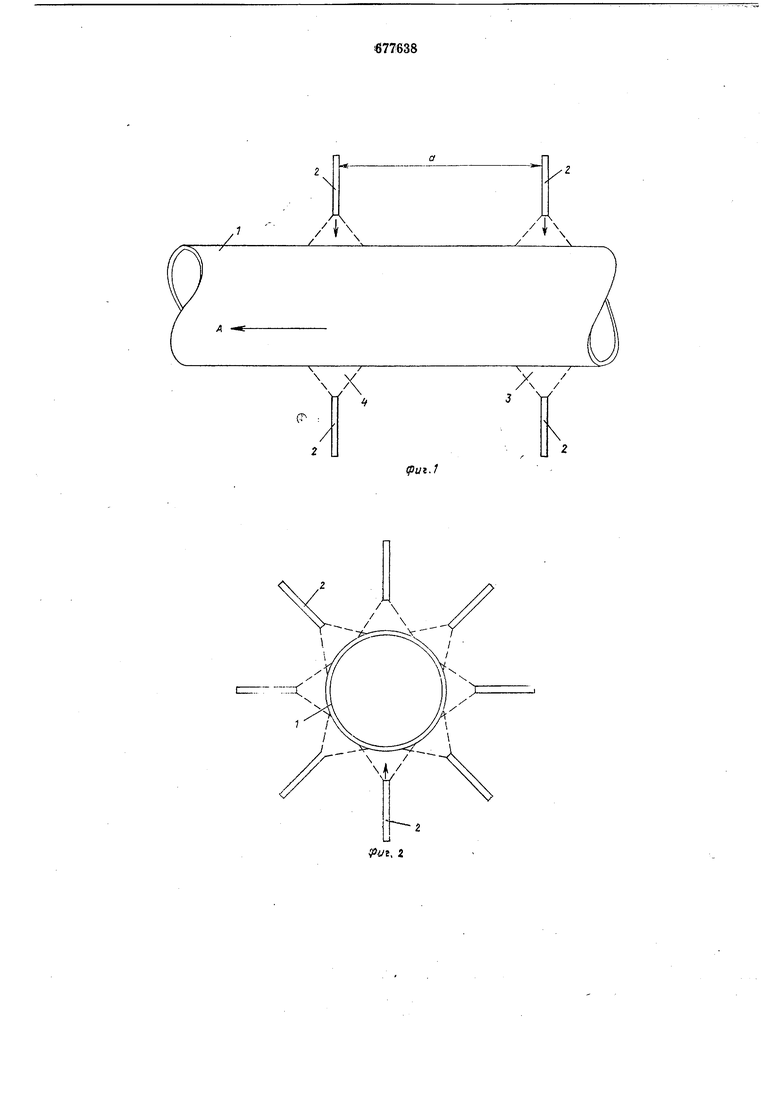
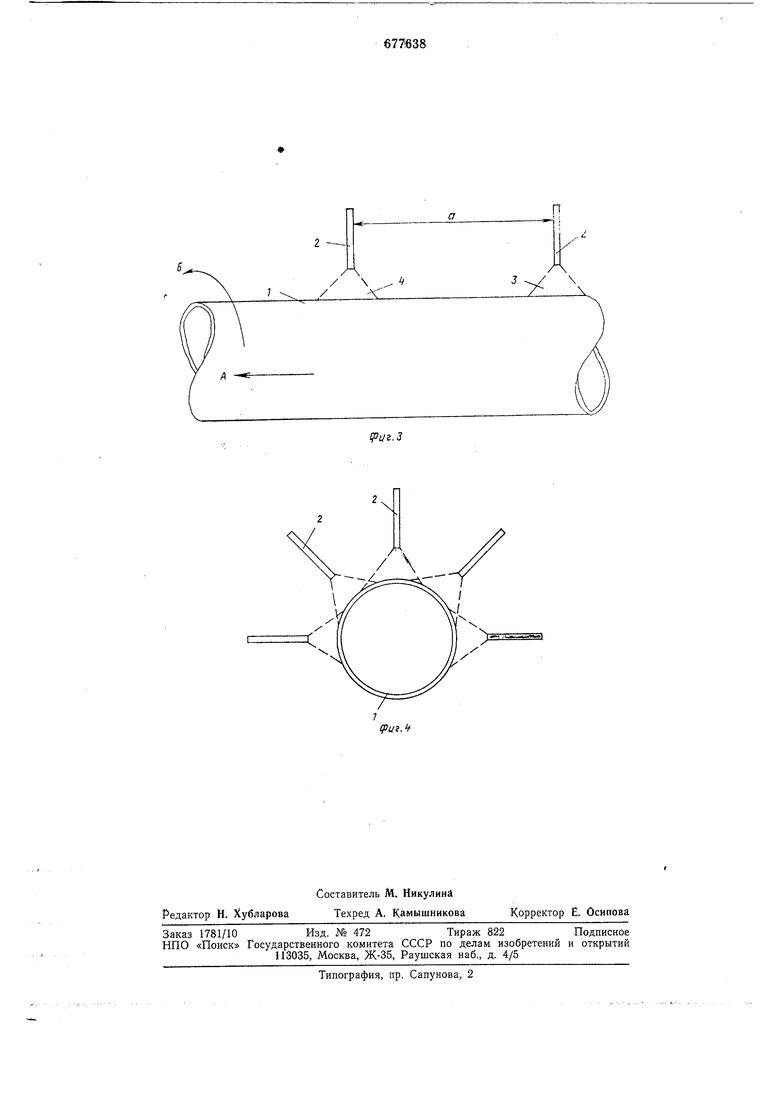
Согласно второму варианту (фиг. 3, 4) распыление осуществляют с помощью стационарных сопл, размешенных по половине периметра изделия - крупногабаритной трубы. В этом случае трубу необходимо приводить во врашение (на фиг. 3 показано стрелкой Б).
Благодаря предлагаемому изобретению достигается прочное сцепление слоя эпоксидной смолы с изделием ввиду явления хемосорбции и обеспечивается хорошее смачивание поверхности изделия низковязким
расплавом смолы, активированной за счет предварительного подогрева. Вследствие этого повышается защита труб от коррозии несмотря на малую толщину слоя.
л
Формула изобретения
1. Способ нанесения покрытия из эпоксидной смолы на поверхность изделий, например крупногабаритных металлических труб,
путем предварительного подогрева изделия с последующими распылением смеси смолы с отвердителем на поверхность перемещаемого изделия и ее отверждением, отличаю щи и с я тем, что, с целью повыщения качества покрытия, распыление осуществляют в две фазы, между которыми делают выдержку, соответствуюшую времени расплавления отвердителя смолы на поверхности перемешаемого изделия.
2. Способ по п. 1,отличаюшийся тем, что в первой фазе распыления на каждую единицу поверхности покрываемого изделия наносят слой материала от 30-100 мкм, а во второй фазе - слой, соответствуюший
общей толщине покрытия до 200 мкм.
3.Способ по пп. 1 и 2, отличающийс я тем, что распыление осуществляют с помощью стационарных сопл, размещенных по периметру крупногабаритной трубы, при
этом зоны распыления перекрывают друг друга.
4.Способ по пп. I и 2, отличающийся тем, что распыление осуществляют с помощью стационарных сопл, размещенных
по половине периметра крупногабаритной трубы, а трубу приводят во вращение.
Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ N° 1546868, кл. 75С, 5/01, опублик. 1965.
А