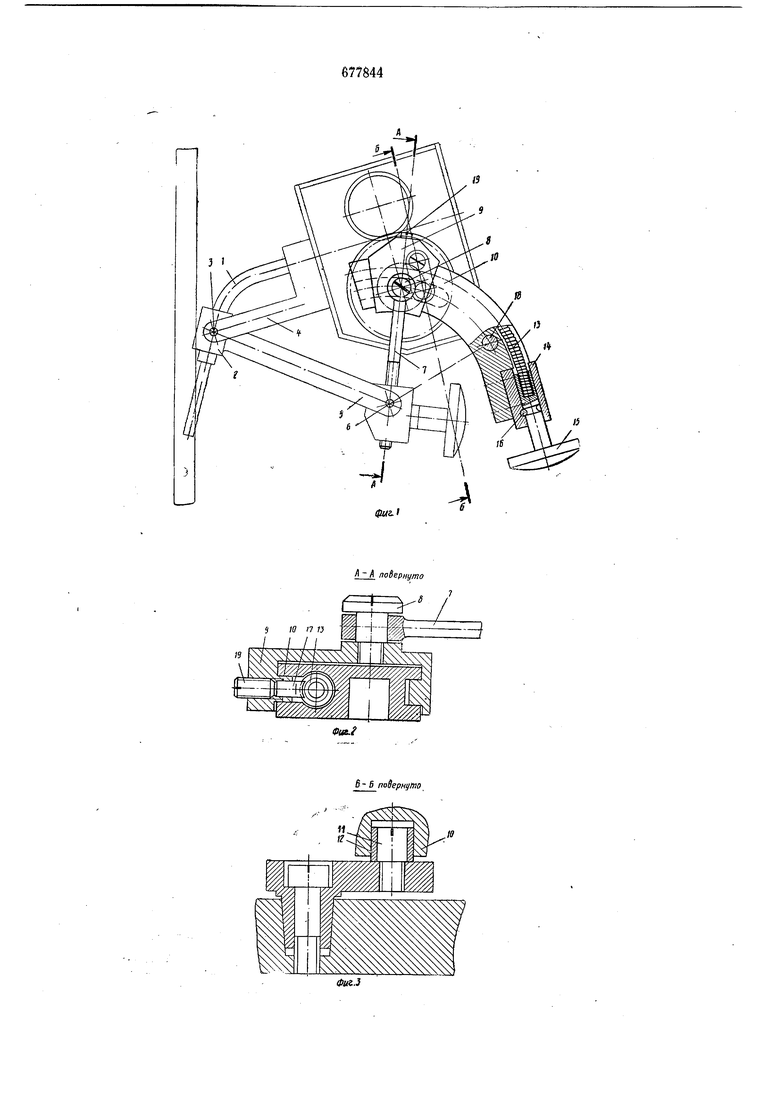
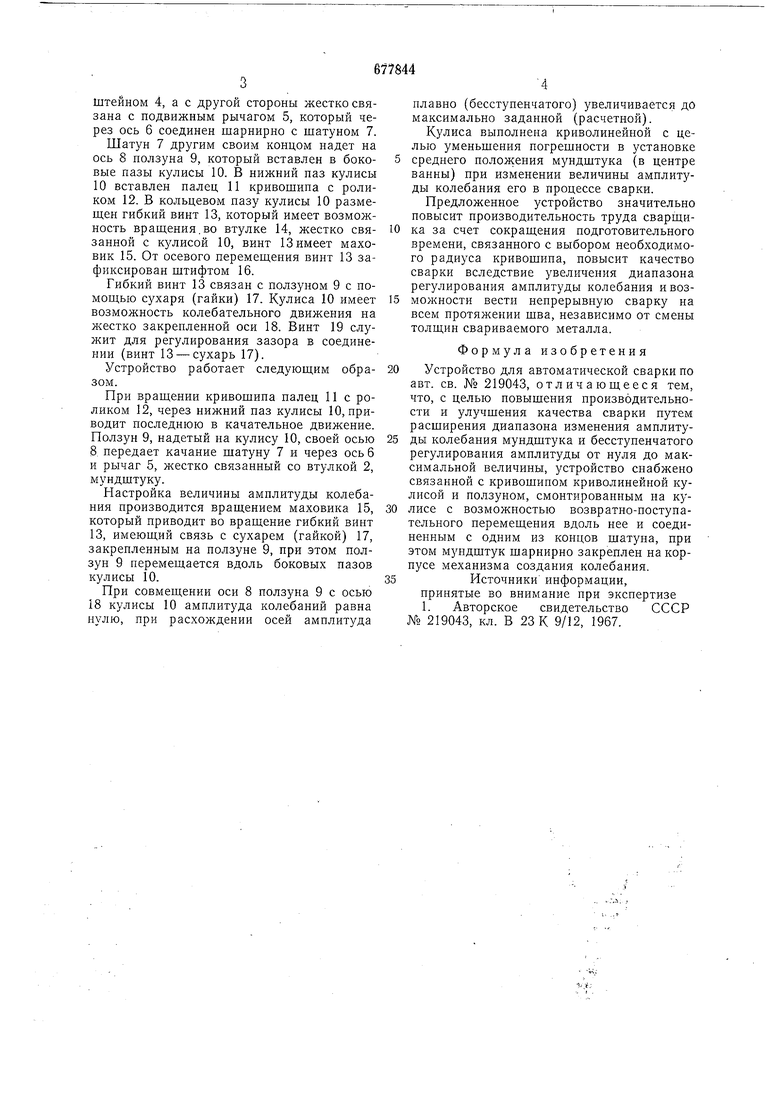
Штейном 4, а с другой стороны жестко связана с подвижным рычагом 5, который через ось 6 соединен шарнирно с шатуном 7. Шатун 7 другим своим концом надет на ось 8 иолзуна 9, который вставлен в боковые пазы кулисы 10. В нижний паз кулисы 10 вставлен палец 11 кривошипа с роликом 12. В кольцевом пазу кулисы 10 размешен гибкий винт 13, который имеет возможность вращения,во втулке 14, жестко связанной с кулисой 10, винт 13 имеет маховик 15. От осевого перемещения винт 13 зафиксирован штифтом 16. Гибкий винт 13 связан с ползуном 9 с помошыо сухаря (гайки) 17. Кулиса 10 имеет возможность колебательного движения на жестко закрепленной оси 18. Винт 19 служит для регулирования зазора в соединении (винт 13 - сухарь 17). Устройство работает следуюшим образом. При врашенни кривошипа палец И с роликом 12, через нижний паз кулисы 10, приводит последнюю в качательное движение. Ползун 9, надетый на кулису 10, своей осью 8. передает качание шатуну 7 и через ось 6 и рычаг 5, жестко связанный со втулкой 2, мундштуку. Настройка величины амплитуды колебания производится вращением маховика 15, который приводит во врашение гибкий винт 13, имеющий связь с сухарем (гайкой) 17, закрепленным на ползуне 9, при этом ползун 9 перемещается вдоль боковых пазов кулисы 10. При совмещении оси 8 ползуна 9 с осью 18 кулисы 10 амплитуда колебаний равна нулю, при расхождении осей амплитуда плавно (бесступенчатого) увеличивается до максимально заданной (расчетной). Кулиса выполнена криволинейной с целью уменьщения погрешности в установке среднего положения мундштука (в центре ванны) при изменении величины амплитуды колебания его в процессе сварки. Предложенное устройство значительно повысит производительность труда сварщика за счет сокращения подготовительного времени, связанного с выбором необходимого радиуса кривошипа, повысит качество сварки вследствие увеличения диапазона регулирования амплитуды колебания и возможности вести непрерывную сварку на всем протяжении шва, независимо от смены толщин свариваемого металла. Формула изобретения Устройство для автоматической сварки по авт. св. № 219043, отличаюшееся тем, что, с целью повышения производительности и улучшения качества сварки путем расширения диапазона изменения амплитуды колебания мундштука и бесступенчатого регулирования амплитуды от нуля до максимальной величины, устройство снабжено связанной с кривошипом криволинейной кулисой и ползуном, смонтированным на к)лисе с возможностью возвратно-поступательного перемещения вдоль нее и соединенным с одним из концов шатуна, при этом мундштук шарнирно закреплен на корпусе механизма создания колебания. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 219043, кл. В 23 К 9/12, 1967.
П
3 I
ttt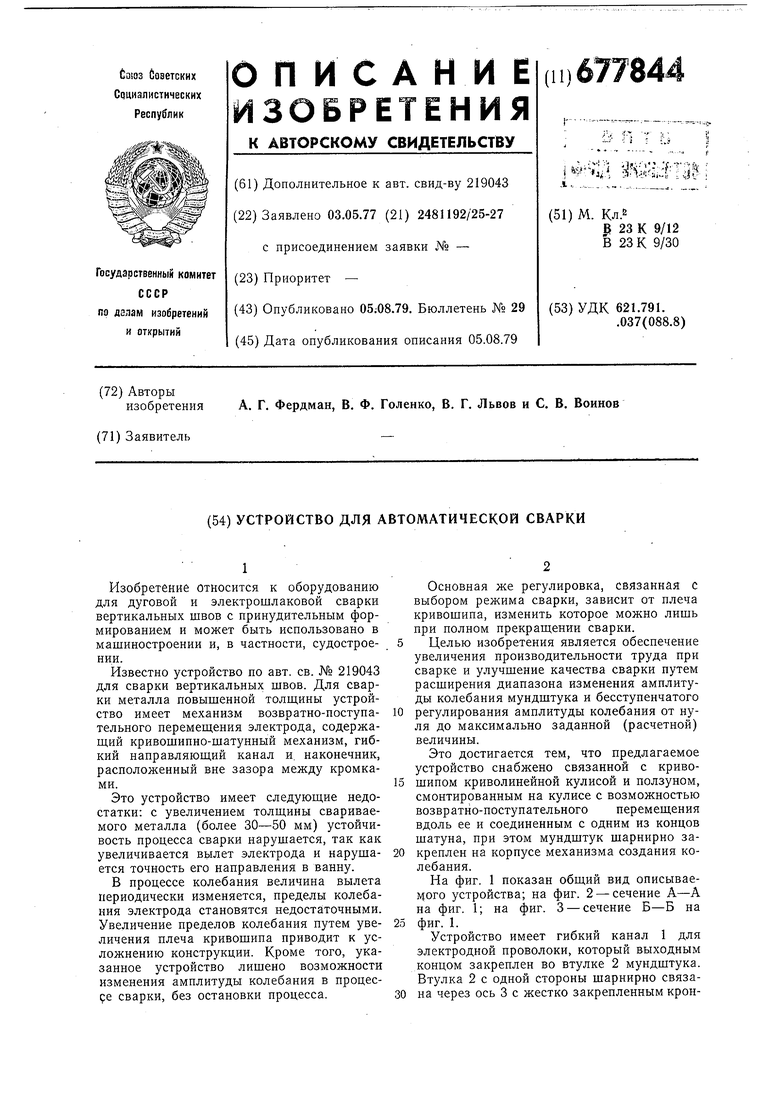
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ | 1972 |
|
SU323217A1 |
| МЕХАНИЗМ КОЛЕБАНИЯ СВАРОЧНОЙ ГОЛОВКИ | 1971 |
|
SU315535A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| МОДЕЛИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ РАСЧЕТА ШАТУННО-КУЛАЧКОВЫХ МЕХАНИЗМОВ | 1970 |
|
SU274360A1 |
| БЫТОВАЯ ШВЕЙНАЯ МАШИНА | 1996 |
|
RU2091526C1 |
| Машина для испытания каната на долговечность | 1984 |
|
SU1167242A1 |
| Устройство для колебаний сварочной горелки | 1980 |
|
SU912437A1 |
| Стенд для усталостных испытаний | 1986 |
|
SU1310685A1 |
| ТРУБОРЕЗ | 2003 |
|
RU2259904C1 |
| Устройство для ультразвуковой сварки термопластичных материалов | 1979 |
|
SU876474A1 |