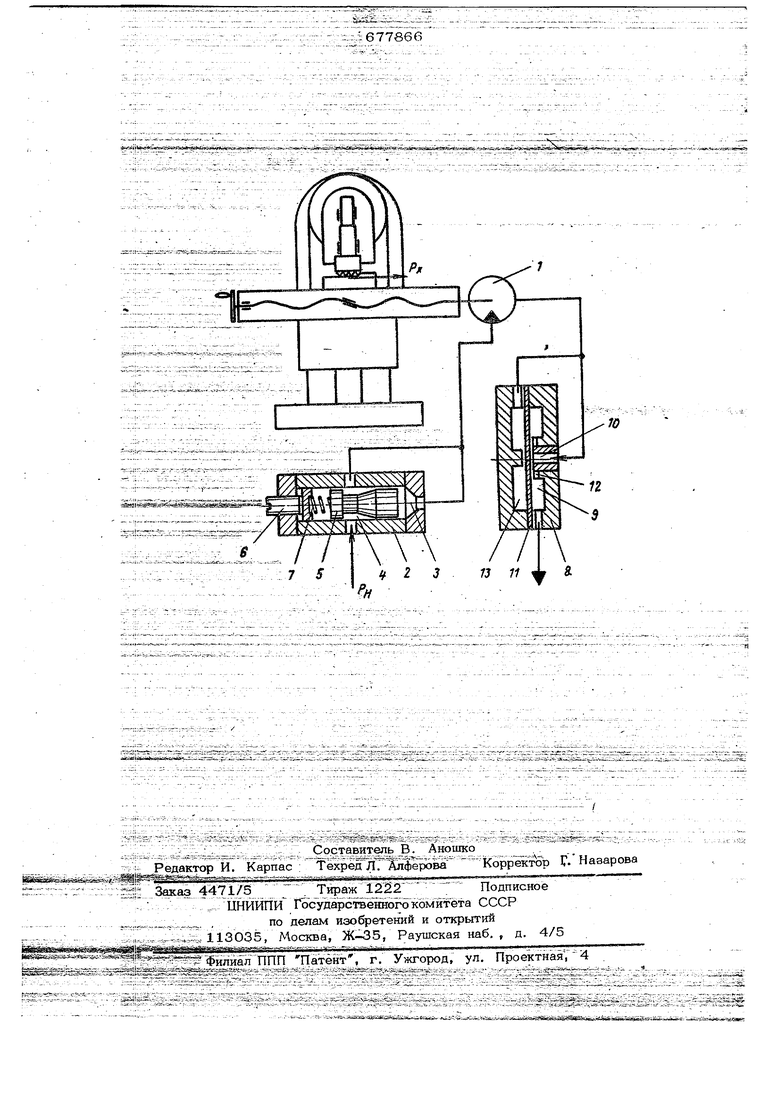
через дросселирующий зазор между соплом 1О и мембраной (заслонкой сопла). 11 - с проточной полостью 9. При врезании инструмента в деталь составляющая Рхсилы резания возрастает, cfieiaosSteJibHu, увеличивается крутящий момент на валу гщфодвшгатедя 1. Повь1 « Тйается давление в н нетающей магистрали двигателя, которое передается в уНравляющую полость 3. плунжерного регу- лятора расхода 2. При этом плунжер 5 перемещается влево (по схеме), сжимай пружину 7 и перекрывая поток рабочей жидкости в полости 4 плун Керного {эегуля-. тора расхода .2. Это приводит к уменьшению расхода рабочей жидкости и к соответствуиидему уменьшению подачи рабочего хода, т.е. к уменьшению Составляющей Р силы резания до величины, опрё-. деляемой настройкой perynatulia расхода 2. Настройка регулятора расхода осущест Твляётся путем сжатия пружины 7 винтом 6. -Сила Вс с1Гф едб 1Яется на основе нан большей производительности станка и стойкости инструмента. При выходе ннструмента из делали или Тйахолостом ходу усилие подачи резко па дает и,следовательно, падает давле те; в управляющей полости 3 пл у гжерйого psгупйтора расхода 2. Плунжер 5 под дей ствием пружины 7 перемешается вйргйо . (по схеме), открьюая проточну1О полость 4 плунжерного регулятора расхода .2.. Уве личивается расход рабочей жшосости . проточную полость 4 плунжерного регулятора расхода 2, исполнительней г хадфйдвигатель 1 и проточную полостьэ мемёренН(31го ретулятора расхода 8. Одновременно с увеличением расхода рабочей жидкости через гидродвигатель 1 и проточную по лость мембранного регулятора расхода 8 увеличивается давление на срезе сопла 10 И соответственно в управляющей полости 13. Мембрана-заслонка 11 деформирует. .г„-..- .-. ся, уменьшая дросселирующий зазор между соплом 10 и мембраной (заслонкой соп ла) 11, потому что пдаШадь мембраны, на которую действует давлёние сО сторонй управляняцей полости 13 вОШо$б1)аз бойьше соответствующей площади в проточной полости 9 мга бранного регулятора расхода 8. Уменьшение дросселирующего за.зора между соплом 10 и мембраной (заслонкой сопда) 11 приводит к уменьшению расхода рабочей жидкости через мем677866бранный регулятор 8 и гидродвигатель 1 и К ограничению подачи холостого хопа стола станка. Изменяя податливость мембраны (заслонки сопла) 11 и дросселирующий зазор между соплом 10 и мембраной 11, можно по лучить различшрю подачи xoлocтoгqJ ;t 4 да стола станка, не уменьшая усилий подачи рабочего хода стола станка. Упоры 12 препятствуют захлопьгоаниго сопла 10 деформирующейся мембраном 11 при резком изменении давления в проточ ной 9 и в управляющей 13 полостях мембранного регулятора расхода 8. КоничёШбёисполнение поверхности плунжера 5, перекрывающей проточную управляемую полость 4 плунжерного регулятора расхода 2, позволяет регулировать Харжтеристики устройства адаптивного упрйвления подачей стола станка путем из- мененга угла конуса. Применение предлагаемого устройства адаптивного управления подачей стола етанка повышает производительность механической обработки при упрощении конструкции самого устройства. - . ,- -.. . V . Формула изобретения УстрОйсйгво адаптйбНогО упраЗвлейия подачей исШйнйт ьнОГЧ органа станка, в котором ра бочая жидкость От источника гипродвигатепю со сливной и нат;нетающей м агистралями через плутшерный регуэтйтор расхода, включающий равЩЬшую и тгроточную полости, о т л и ч а ю щ е е с я тем, что, с ц&.лью утгрощеШй кОнструкйии, введен м&лбранный регулятор расхода типа соплозаслонка с управляющей и проточной попостями, при Ги зродайг тёШГсбеДйнёНа С соплом и управляющей полостью мембранного регуляfopa расхода, а нагнетающая магистраль Гидродвй ателя - с управляющей и проточной потюстями плунжерного регулятора расхода. Источники информации, принятые во внимание при экспертизе -,.1, Авторское свидетельство СССР NO 521115, кл. В 23 Q 15/00, 1975.
.:е В|аВ: 3
/ш
«..; gfcT 8 5bi«KjHg-fc- « : gbO
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство адаптивного управления | 1978 |
|
SU677878A1 |
| Устройство адаптивного управления работой шлифовального станка | 1977 |
|
SU707787A1 |
| Ленточно-шлифовальное устройство | 1979 |
|
SU865626A2 |
| Устройство адаптивного управления статической настройкой шпинделя станка | 1974 |
|
SU480525A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU812534A1 |
| РЕГУЛЯТОР ДЛЯ ГИДРОСТАТИЧЕСКИХ ОПОР | 2011 |
|
RU2487280C1 |
| Пневмогидравлический усилитель | 1985 |
|
SU1276858A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ СЛЕДЯЩИЙ ПРИВОД | 2004 |
|
RU2268400C1 |
| Пневмогидравлический усилитель | 1985 |
|
SU1265405A1 |
| Устройство для адаптивнойпОдНАСТРОйКи СиСТЕМы Спид | 1979 |
|
SU831508A1 |