(54) ЛЕНТОЧНО-ВШИФОВАЛЬНЫЙ СТАНОК
К,

| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальное устройство | 1977 |
|
SU701774A1 |
| Ленточно-шлифовальное устройство | 1979 |
|
SU865626A2 |
| Способ ленточного шлифованияи уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU812533A2 |
| Устройство для ленточного шлифования | 1979 |
|
SU889397A1 |
| Устройство для ленточного шлифования | 1979 |
|
SU876385A2 |
| Устройство для натяжения шлифовальной ленты | 1979 |
|
SU927485A1 |
| Устройство для ленточного шлифования | 1978 |
|
SU882728A2 |
| Ленточно-шлифовальный станок | 1979 |
|
SU865627A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU942957A1 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU795900A2 |
1
Изобретение относится к станкостроению и касается .ленточно-гщлифовальных станков.
Известно ленточно-шлифовальное устройство, содержащее механизм подачи на врезание и кинематически связанный с ним узел регулирования усилия подачи, причем узел для регули- рования усилия подачи выполнен в виде мембраны, несутпей шток с опорой, огибаемой лентой fl.
Известное устройство обеспечивает высокую производительность обработки путем обеспечения подачи на врезание с максимальным усилием, допускаемым прочностью шлифовальной ленты, однако, оно не учитывает изменения прочности шлифовальной ленты в процессе обработки, что снижает стойкость ленты и.производительность обработки.
В процессе обработки шлифовальная лента вытягивается, причем в зависимости от типа ткани-основы удли- нение ленты составляет 8-10%. При этом уменьшается прочность ленты на разрыв, что не позволяет в начале процесса вести обработку при максимальном усилии шлифования р Снатяжении), определяемом ее более высокой
начальной прочностью. Поэтому в начале процесса режим обработки уста- навливают заниженным, что снижает производительность обработки. Цель изобретения - повышение производительности обработки.
Она достигается тем, что станок снабжен кулачковым механизмом, кинематически связанным с устройством
O для компенсещии вытяжки ленты и с узлом регулятора,- задаюгдам тангенциальную силу шлифования.
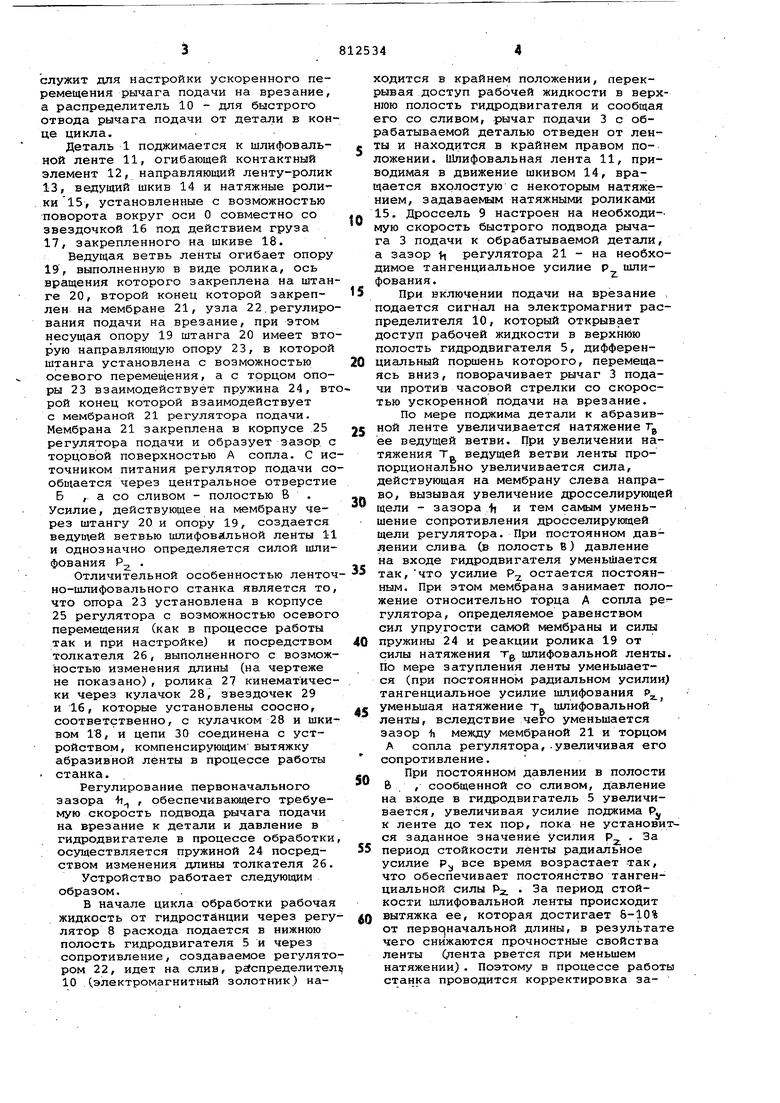
На чертеже ленточно-шлифовальный станок изображен в плоскости вргцце5ния ленты.
Обрабатываемая деталь 1 с помощью крепежного приспособления 2 устанавливается ка. базовой площадке рычага 3 подачи, имеющего возможность пово0рота вокруг оси 4. поворот в направлении подачи рычага 3 осуществляется под действием силы гидродвигателя 5, создаваемой плунжерным дифференциальным поршнем 6, кинематически связан5ным с рычагом подачи 3 штоком 7. При рабочей подаче масло от гидросистемы станка поступает в гидродвигатель через регулятор 8 постоянного расхода, дроссель 9, установленный в подводящий ветви к поршню большего диаметра.
лужит для настройки ускоренного пеемещения рычага подачи на врезание, распределитель 10 для быстрого твода рычага подачи от детали в коне цикла.
Деталь 1 поджимается к шлифовальой ленте 11, огибающей контактный лемент 12, направляющий ленту-ролик 3, ведущий шкив 14 и натяжные ролии 15, установленные с возможностью оворота вокруг оси О совместно со вездочкой 16 под действием груза 17, закрепленного на шкиве 18.
Ведущая ветвь ленты огибает опору 19, выполненную в виде ролика, ось вращения которого закреплена на штанге 20, второй конец которой закреплен на мембране 21, узла 22,регулирования подачи на врезание, при этом несущая опору 19 штанга 20 имеет вторую направляющую опору 23, в которой штанга установлена с возможностью осевого перемещения, а с торцом опоры 23 взаимодействует пружина 24, второй конец которой взаимодействует с мембраной 21 регулятора подачи. Мембрана 21 закреплена в корпусе 25 регулятора подачи и образует зазор с торцовой поверхностью А сопла. С источником питания регулятор подачи сообщается через центральное отверстие
Б , а со сливом - полостью В . Усилие, действующее на мембрану через штангу 20 и опору 19, создается ведущей ветвью шлифовальной ленты 11 и однозначно определяется силой шлифования РЗ .
Отличительной особенностью ленточно-шлифовального станка является то, что опора 23 установлена в корпусе 25 регулятора с возможностью осевого перемещения (как в процессе работы так и при настройке) и посредством толкателя 26, выполненного с возможностью изменения длины (на чертеже не показано), ролика 27 кинематически через кулачок 28, звездочек 29 и 16, которые установлены соосно, соответственно, с кулачком 28 и шкивом IB, и цепи 30 соединена с устройством, компенсирующим вытяжку абразивной ленты в процессе работы станка.
Регулирование первоначального зазора -h , обеспечивающего требуемую скорость подвода рычага подачи на врезание к детали и давление в гидродвигателе в процессе обработки, осуществляется пружиной 24 посредством изменения длины толкателя 26.
Устройство работает следующим образом.
В начале цикла обработки рабочая жидкость от гидростанции через регулятор 8 расхода подается в нижнюю полость гидродвигателя 5 и через сопротивление, создаваемое регулятором 22, идет на слив, pcfcпpeдeлитeл 10 (электромагнитный золотник.) находится в крайнем положении, перекрывая доступ рабочей жидкости в верхнюю полость гидродвигателя и сообщая его со сливом, рычаг подачи 3 с обрабатываемой деталью отведен от ленты и находится в крайнем правом положении. Шлифовальная лента 11, приводимая в движение шкивом 14, вращается вхолостую с некоторым натяжением, задаваемым натяжными роликами 15. Дроссель 9 настроен на необходи-мую скорость быстрого подвода рычага 3 подачи к обрабатываемой детали, а зазор ti регулятора 21 - на необходимое тангенциальное усилие р шлифования.
При включении подачи на врезание . подается сигнал на электромагнит распределителя 10, который открывает доступ рабочей жидкости в верхнюю полость гидродвигателя 5, дифференциальный поршень которого, перемещаясь вниз, поворачивает рычаг 3 подачи против часовой стрелки со скоростью ускоренной подачи на врезание.
По мере поджима детали к абразивной ленте увеличивается натяжение Tg ее ведущей ветви. При увеличении натяжения Т ведущей ветви ленты пропорционально увеличивается сила, действующая на мембрану слева направо, вызывая увеличение дросселирующей щели - зазора ft и тем самым уменьшение сопротивления дросселирующей щеЛи регулятора. При постоянном давлении слива (в полость В) давление на входе ридродвигателя умены1 ается так, что усилие Р остается постоянным. При этом мембрана занимает положение относительно торца А сопла регулятора, определяемое равенством сил упругости самой мембраны и силы пружины 24 и реакции ролика 19 от силы натяжения Tg шлифовальной ленты. По мере затупления ленты уменьшается (при постоянном радиальном усилии) тангенциальное усилие шлифования Р.
Z-) уменьшая натяжение Та шлифовальной ленты, вследствие чего уменьшается зазор fi меходу мембраной 21 и торцом А сопла регулятора,-увеличивая его сопротивление.
При постоянном давлении в полости В , сообщенной со сливом, давление на входе в гидродвигатель 5 увеличивается, увеличивая усилие поджима Р к ленте до тех пор, пока не установится заданное значение Усилия р. . За 5 период стойкости ленты радиальное усилие Ру все время возрастает так, что обеспечивает постоянство тангенциальной силы Р . За период стойкости шлифовальной ленты происходит Q вытяжка ее, которая достигает 8-10% от первс|начальной длины, в результате чего снижаются прочностные свойства ленты (лента рвется при меньшем натяжении). Поэтому в процессе работы станка проводится корректировка за
