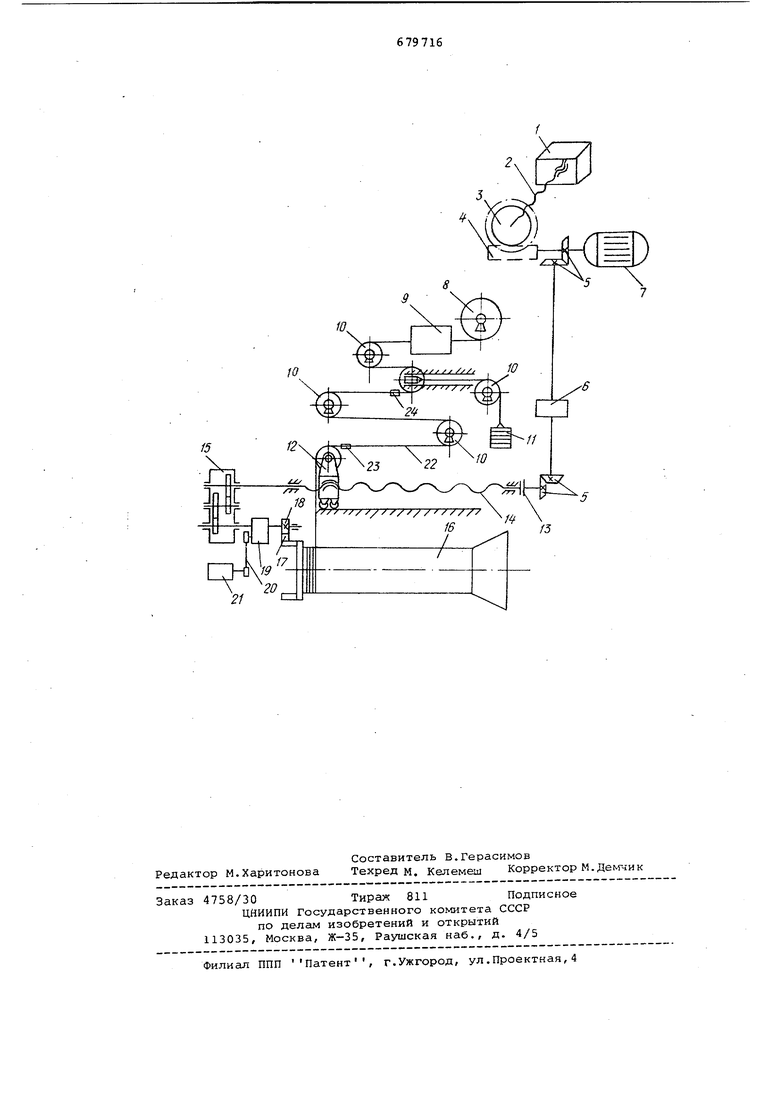
со 3, кинематически связанное с помощью червяка 4 и двух пар конических зубчатых колес 5, между которыми установлен вариатор б, с ходовым винтом механизма укладки арматуры и, кроме того, с приводом 7 аппарат дистанционного управления трансформатором. Механизм подачи и натяжени арматуры содержит бухту 8, подающий механизм 9, блоки 10 и груз 11. Кареткой 12 осуществляется укладка арматуры на изделие, муфта 13 предназначена для разрыва кинематическо цепи при дистанционной установке первоначальной величины тока нагрева. Ходовой винт 14 соединен с гитарой 15. Сердечник 16 приводится во вргидение через зубчатые колеса 17 и 18, редуктор 19 и ременную передачу 20 от привода 21. Нагревае1 «5 й участок 22 арматуры через электрические скользящие контакты 23 и 24 подключен к источнику питания, например, ко вторичной обмотке трансформатора ТСД-1000-3. Контакт 23 жестко соединен с кареткой 12 и в процессе «авивки арматуры перемещается вместе с ней. Устройство работает следующим об разом. Арматура поступает с бухты 8 через подающий механизм 9 и блоки 1 на каретку 12, с помощью которой осуществляется укладка арматуры на изделие 16. Через скользящие электрические контакты 23 и 24 осуществляется электронагрев участка 22 навиваемой арматуры, а с помощью гру за 11 осуществляется механическое натяжение арматуры. При вращении изделия вращается и ходовой винт 1 который перемещает каретку 12 и жестко соединенный с ней электриче кий контакт 23. Одновременно вращение ходового вцнта 14 через муфту 13, конические колеса 5, вариатор б и червячный редуктор 3 и 4 передается на ходов винт 2, который, вращаясь, перемешает подвижный пакет 1 магнитопровода трансформатора, в результате чего изменяется воздушный зазор в магнитопроводе. Изменением величины зазора в магнитопроводе регулируют величину тока нагрева в соответстВИИ с изменением длины нагреваемого участка арматуры. Таким образом, осуществляется равномерный нагрев арматуры по всей ее длине и, следовательно, обеспечиваются равномерные напряжения в навиваемой арматуре по всей длине изделия. Формула изобретения 1.Устройство для навивки арматуры на изделие типа сердечников железобетонных труб, содержащее привод, механизмы подачи, укладки, электронагрева и натяжения арматуры и аппарат дистанционного управления величиной тока нагреваарматуры, отличающееся тем, что, с целью обеспечения равномерного напряжения арматуры по всей длине изделия, аппарат дистанционного управления величиной тока нагрева арматуры кинематически связан с механизмом укладки арматуры. 2.Устройство по п.1, отличающееся тем, что, с целью обеспечения возможности регулирования режима работы аппарата дистанционного управления величиной тока нагрева арматуры, в его кинематической цепи установлены вариатор и разъемная муфта. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство №308174, кл. Е 04 G 21/12, 1969. 2.Авторское свидетельство №319723, кл. Е 04 G 21/12, 1970. 3.Авторское свидетельство №253340, кл. Е 04 G 21/12, 1968.
Ю,
10
5

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки арматуры на изделия типа сердечников железобетонных труб | 1980 |
|
SU885501A1 |
| Установка для навивки арматурного каната на цилиндрический каркас | 1979 |
|
SU783447A1 |
| Устройство для навивки арматуры на изделия типа сердечников железобетонных труб | 1975 |
|
SU655802A2 |
| Установка для навивки арматуры на каркас | 1981 |
|
SU966203A1 |
| Устройство для навивки напряженной арматуры | 1978 |
|
SU739205A1 |
| Арматурно-навивочная машина | 1978 |
|
SU709788A1 |
| Устройство для навивки арматуры на изделия типа сердечников железобетонных труб | 1984 |
|
SU1158726A1 |
| Машина для навивки предварительно-напряженной арматуры | 1981 |
|
SU977652A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1990 |
|
SU1791597A1 |
| Станок для полуавтоматической намотки проволочных сопротивлений | 1957 |
|
SU120565A1 |