Изобретение относится к устройствам для армирования объемных железобетонны изделий.
Известно устройство для навивки арматуры на изделия типа сердечников железобетонных труб по основному авт. св. № 253340, содержащее поворотную платформу, каретку с выдающим роликом и механизм подачи, которое вьшолнено со смонтированным на каретке сшювым цилиндром, имеющим шток, соединенный с рычагом, один из ко1щов которого шарнирно закреплен на каретке, а другой снабжен отклоняющим роликом l,
Недостатком этого устройства является сложность его коонтрукции, обусловленная сложностью кинематической схемы передачи движения от привода на каретку.
Цель изобрегения - упростить .конст рукцию устройства.
Для этого в устройстве для навивки арматуры на изделия типа сердечников железобетонных труб силовой Ш1линдр
снабжен плавающим поршнем, кониевая часть рабочей камеры цилиндра со сторо ны штока вьшолнена с уширением, а шток выполнен с выступом,, при этом плавающий поршень установлен в уц1И|эе- НИИ рабочей камеры на части штока, ограниченной выступом, и полость рабочей камеры под плавающим поршнем соед5ш&на с источником давления.
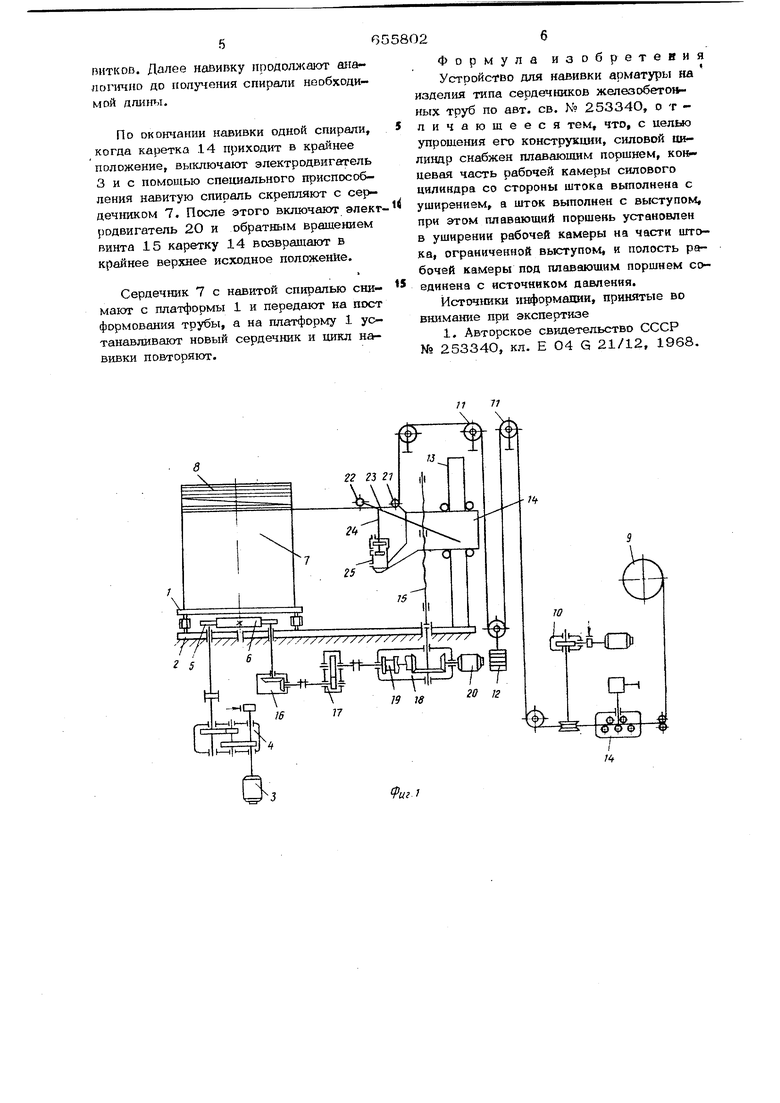
На фиг. 1 показана кинематическая схема устройства; на фиг, 2 - положеш1е механизмов при навивке первых витков арматуры; на фиг. 3 - то же, при навивке последующих витков арматуры; на фиг. 4 - то же, при укладке витка с увеличенным шахом.
Устройство содержит платформу 1, установленную на раме 2 с возможностью поворота от элeктpoдвигaтev я 3 через редуктор 4 и систему шестерен 5 и 6. На платформе 1 вертикально установлен сердечник 7, на который навивают спираль 8 с переменным шагом. Проволоку для навивки подают с бухты 9 с
помощью подающего мехашкзма 10 через систему роликов 11 натяжного механизма 12. На раме 2 установлена расположенная вдоль сердечника 7 вертикальная направляющая 13, по которой перемешается каретка 14. Рабочее движение ка ретки 14 осуществляется винтом 15 с одной скоростью от шестерни 6 череа конический редуктор 16, гитару настрой ки 17, коробку передач 18 с муфтой сцеплешш 19 н двигателем 20 возврата каретки в исходное положение. На каретке 14 установлены подающий 21 и от клоняюший 22 ролики для навиваемой арматуры. Ролик 21 установлен на каретке стационарно, а ролик 22 закреплен на конце поворотного рычага 23, соединенного со штоком 24 силового Ш1евмошшиндра 25, осушествляюшего поворот рычага 23.
Пневмо1щлиндр 25 выполнен так, что его рабочая камера на конце со стороны штока 24 имеет уширение 26. На штоке 24 кроме основного поршня 27 установлен дополнительный плавающий поршень 28, перемешение которого на штоке 24 ограничено выступом 29, находящимся на штоке между основным поршнем 27 и; дополнительным поршнем 28. При этом полость рабочей камеры пневмоднлиндра под поршнем 28 соединена с источником давления через распределитель 30.
Устройство работает следующим образом. В исходном положении каретка занимает крайнее положение, при котором ролики 21 и 22 находятся на уровне верхнего торца сердечника 7, конец навиваемой с бухты 9 проволоки закреплен на сердечнике 7, поршни 27 к 28 силового пневмоцилиндра 25 занимают соответствующие крайние верхние положения, муфта сцепления 19 находится в выключенном положении.
Включают в работу электродвигатель 3, который начинает врашать платфо зму 1 и вместе с ней сердечник 7, при этом происходит наматывание проволоки на сердечник 7. Так как муфта сцеплехшя 19 в это время выключена и винт 15 не вращается, то у1шадка проволоки происходит в одной плоскости и витки ложася на сердечник 7 вплотную друг к другу , Оцнако, как показывает практика, так можно уложить только 3 витка, в дальнейшем при неподвижных роликах 21 к 22 витки ложатся не рядом, а начинают накладываться друг на друга, что недопустимо, исходя из условий работы
изделия. Для того, чтобы можно было навить большое колггчество витков в , (а по условиям работы изделия требует ся 5-6 витков), после навивки трех витков подают давле1ше в силовой пневмоциливдр 25 в полость над плавающим поршнем 28. Остальные полости силового пневмоцилиндра 25 соединены с атмосферой. При этом поршень 28 перемещается вниз до конца уширешш 26 и поворачивает рычаг 23 вниз, в результате чего направляющий ролик 22, перемешаясь вниз, несюлько смешает плоскость навивки проволоки от первоначального положения и четвертый и последующие дватри витка ложатся рядом с ранее навитыми тремя витками.
После укладки требуемого количества витков в пучке (от 4 до б) включают муфту сцепления 19 и винт 15 передвигает каретку вниз. За время перемещения каретки 14 вниз осуществляется укладка витка с увеличенным шагом. Скорость и длительность перемещения каретки вниз выбирают так, чтобы, виток с увеличенным шагом приходился на часть периметра сердечника. Поэтому этот виток практически представляет собой косой сход навиваемой проволоки к следующему плотно навиваемому пучку витков. Перемещение каретки 14 вниз соответствует величине требуемого зазора между плотно навиваемыми пучками витков.
Так как ролики 21 и 22, выдающие проволоку, находятся на некотором расстоянии от сердечника 7, то при косом сходе проволока должна быть опущена ниже плоскости навивки и удерживаться в этом положении пока косой виток не будет уложен на сердечник, после чего проволоку следует поднять в плоскость навивки. Это достигается тем, что одновременно с включением муфты сцепления 19 подают давление в пневмоцилиндр 25 в полость над порщнем 27. Остальные полости силового цилиндра .25 соединяют с атмосферой. При этом шток 24 перемещается В1ШЗ, поворачивает рычаг 23 И;перемещает вниз ролик 22. После укладки косого витка включают муфту сцепления 19, подают давление в силовой пнемоцилиндр 25 в полость под поршень 27 остальные полости соединяются с атмос- ферой. Шток 24 и поршни . 27 и 28 за1шмают соответствуюшие верхние положения, поворотный рычаг 23 и ролик 22 занимают верхнее исходное положегше, и начинается навивка плотного пучка RHTKOB. Далее навивку продолл ают аналогично до получения спирали необходимой длит.1. По окончании навивки одной спирали, когда каретка 14 приходит в крайнее положение, выключают электродвигатель 3 и с помощью специального приспособления навитую спираль скрепляют с сердечником 7. После этого включают элекг родвигатель 20 и обратным вращением винта 15 каретку 14 возвращают в крайнее верхнее исходное положение. Сердечник 7 с навитой спиралью снимакзт с платформы 1 и передают на пост формования трубы, а на платформу 1 устанавливают новый сердечник и цикл навивки повторяют. Формула изобретения Устройство для навивки арматуры на изделия типа сердечников железобето ных труб по авт. св. № 25334О, отличающееся тем, что, с целыо упрощения его конструкции, силовой цилиндр снабжен плавающим поршнем, концевая часть рабочей камеры силового цилиндра со стороны штока выполнена с уширением, а шток выполнен с выступом, при этом плавающий поршень установлен в уширении рабочей камеры на части штока, ограниченной выступом, и полость рабочей камеры под плавающим поршнем соединена с источником давления. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 25334О, кл. Е 04 G 21/12, 1968.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| Установка для формования предварительно напряженных трубчатых изделий из бетонных смесей | 1981 |
|
SU1188008A1 |
| Автомат для навивки пружин | 1975 |
|
SU599896A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Стенд для изготовления арматурного каркаса для бетонных труб | 1980 |
|
SU981546A1 |
| АВТОМАТ ДЛЯ ГОРЯЧЕЙ НАВИВКИ ПРУЖИН | 1967 |
|
SU202062A1 |
| Стенд для изготовления арматурного каркаса для бетонных труб | 1984 |
|
SU1236085A2 |
| Устройство для навивки пружин | 1980 |
|
SU917888A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ КОЛЕЦ | 1971 |
|
SU316510A1 |
| Устройство для навивки пружин | 1982 |
|
SU1147495A1 |

21
ь
