Изобретение относится к технике проведения электромонтажных работ, а именно к устройствам шаблонов для изготовления жгутов проводов.
Известно устройство для укладки проводов в жгут, содержащее раскладывающую головку и шаблон с эажима-г ми и трассировочными шпильками
Недостатками указанного устройства являются затруднение с увеличением количества проводов в стволе жгута прохождения над ним раскладывающей головки в местах изменения направления трассы жгута и отсутствие фиксации проводов жгута относительно плоскости шаблона.
Наиболее близким к изобретению является шаблон для изготовления жгутов проводов, содержащий панель с закрепленными на ней концевыми шпильками и узлы формирования изгиба укладываемых в жгут проводов в местах изменения направления трассы жгута, каждый из которых имеет ограничитель смещения проводов .относительно плоскости панели 2 J.
Однако при использовании указанного шаблона в условиях автоматизированной раскладки проводов в жгут в местах изменения направления трассы жгута необходимо.останавливать раскладывающую головку, что снижает надежность проведения процесса раск ладки.
Цель изобретения - повышение надежности процесса раскладки. ;
Указанная цель достигается тем, то в шаблоне для изготовления жгутов проводов, содержащем панель с д |акрепленными на ней шпильками и формирования изгиба укладываемых в жгут проводов в местах изменения направления трассы жгута, каждый узел формирования изгиба укладываемых в жгут проводов выполнен в виде съемно закрепленного на панели основания со стойками, расположенными по углам квадрата, на каждой из которых параллельно плоскости панели консольно закреплены плоские накладки со срезами, образующие между собой параллельно осям квадрата щелевиднне проходы с внешней заходной частью, при, этом каждый щелевидный проход перек зыт со стороны панели консольно закрепленной на одной из смежных накладок гибкой перемычкой.
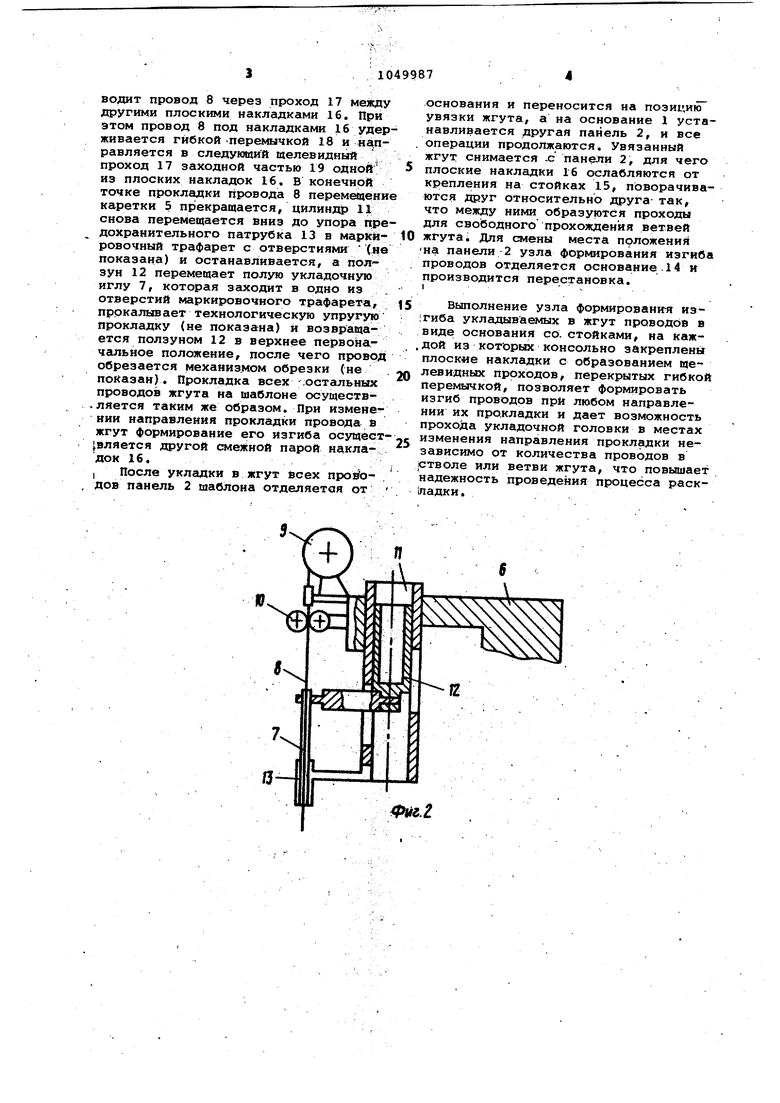
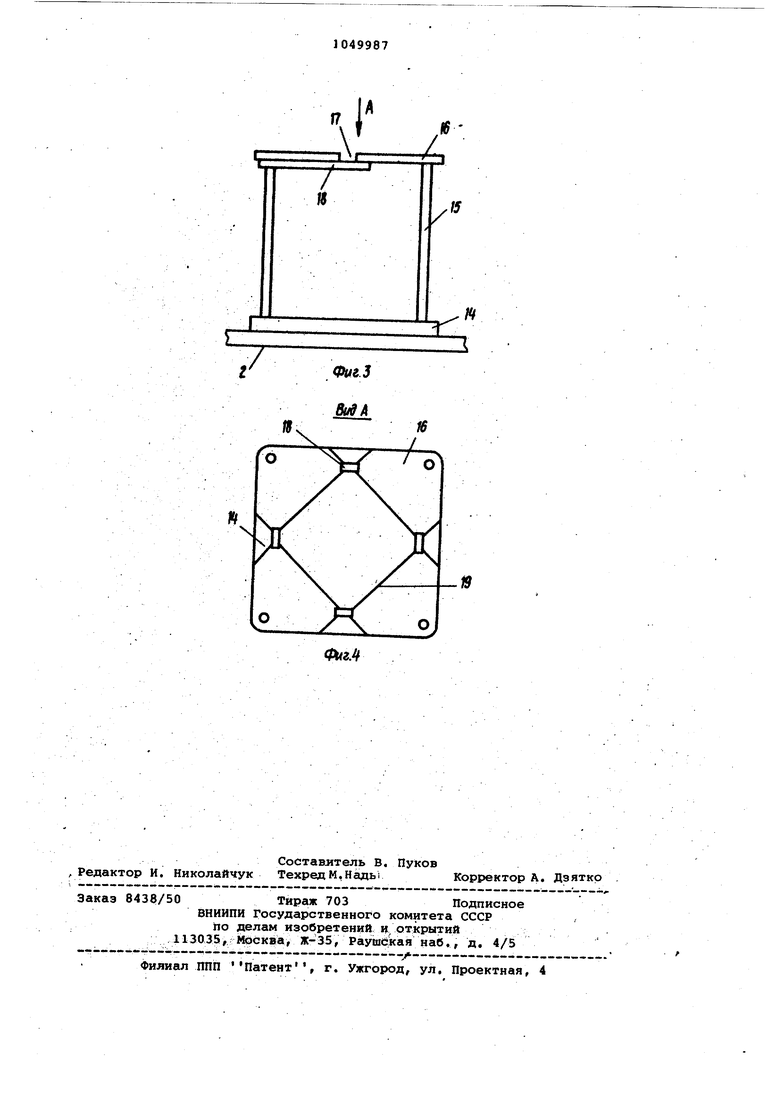
На фиг.1 иаображен шаблон с раскладывающей головкой, общий вид; на фиг,2 - устройство раскладывающей головки; на фиг.З - узел формирования изгиба укладывае1ллх в жгут проводов; на фиг.4 - вид А на фиг..3.
Шаблон содержит основание 1, на котором установлена панель 2 с закрепленными на ней шпильками З..Над панелью 2 размещена траверса 4, которая может перемещаться в продольном направлении. На траверсе 4 подвижно относительно нее на каретке 5 закреплен кронштейн 6, на котором размещены механизм вертикального перемещения полой укладочной иглы 7, внутри которой проходит про клады-, ваемый провод ,8, сматываемый с отдающей катушки 9 механизмом 10 подачи. . .
Механизм вертикального перемещения полой укладочной иглы 7 содержит подвижный цилиндр 11 и размещенный внутри ползун 12, к которому прикреплена полая укладочная игла 7, а к .цилиндру 11 прикреплен предохранительный патрубок 13.
В Mectax изменения направления трассы жгута съемно закреплены-на панели 2 узлы формирования изгиба (фиг.З и 4), каждый, из которых смонтирован на основании 14 из отдельных стоек и закрепленных консольно на стойках 15 плоских накладок 16 со срезами. В местах стыка между плоскими накладками 16 образовацы щедевидные проходы 17., которые перекрыты со стороны панели 2 гибкими перемычками 18, консольно закрепленными на одной из смежных накладок 16. Каждая плоская,накладка 16 выполнена с внешней эаходной частью 19,. контак-.
,тирующей с укладываемыми в жгут про.Водами.
Работа на шаблоне осуществляется следующим, образом.
Вначале траверса 4 и полая укла.дочная игла 7 устанавливаются в положение, соответствующее началу процесса укладки провода 8-. Затем вк.лючается привод механизма 10 подачи
. провода с катушки 9, привод траверсы 4 или каретки 5, в -зависимости от направления укладки. При этом привод В подается из полой укладочной иглы 7 и предохранительного патрубка 13 и прокладываетсяг над панелью до первой точки поворота. После этого перемещение траверсы 4 и ка|эетки 5 прекращается, причем предохранительный патрубок 13 находится против выреза между плоскими наклаДками 16.Включается привод перемещения цилиндра 11 и вместе с ним перемещаются ползун 12, полая укладочна я игла 7 и патрубок 13, которым провод 8 заводится через щелевидный проход 17 между плоскими накладками 16 в прост ранство между стойками 15. При этом провод 8 отгибает перемычку „ 18 и свободно сходит с нее под нижнюю плоскость накладки 16. Затем цилиндр 11 перемещается в вepXHeef первоначалное положение, включается привод каретки 5 или траверсы 4, в зависимости -от направления прокладки, и гтредохранительный патрубок 13, изменив напрайление перемещения на 90, проводит провод 8 через проход 17 между другими плоскими накладками 16. При этом провод 8 под накладками 16 удер живается гибкой -перемычкой 18 и направляется в следуклций щелевидный проход 17 заходной частью 19 одной из плоских накладок 16, В конечной точке прокладки провода 8 перемещени каретки 5 прекращается, цилинда 11 снова перемещается вниз до упора пре дохранительного патрубка 13 в Mapfciaровочный трафарет с отверстиями (на показана) и останавливается, а ползун 12 перемещает полую укладочную иглу 7, которая заходит в одно из отверстий маркировочного трафарета, прокалывает технологическую упругую прокладку (не показана) и возвращается ползуном 12 в верхнее первоначгшьное положение, после чего провод обрезается механизмом обрезки (не показан). Прокладка всех :остальных проводов жгута на шаблоне осуществ.ляется таким же образом. При изменении направления прокладки провода в жгут формирование его изгиба осущест |вляется другой смежной парой накладок 16. , После укладки в жгут всех про оДОН панель 2 шаблона отделяется от основания и переносится на позицию увязки жгута, а на основание 1 устанавливается другая панель 2, и все операции продолжаются. Увязанный жгут снимается -с пане-пи 2, для чего плоские накладки 16 ослабляются от крепления на стойках 15, поворачиваются друг относительно друга- так, что между ними образуются проходы для свободного прохождения ветвей жгутаi Для смены места положения на панели 2 узла формирования изгиба проводов отделяется основание .14 и производится перестановка. I Выполнение узла формировани-я из;гиба укладываемых в жгут проводов в виде основания со. стойками, на каждой из которых консольно закреплены плоские накладки с образованием щелевидных проходов, перекрытых гибкой перемычкой, позволяет формировать изгиб проводов при любом направлении их прокладки и дает возможность npoxojaa укладочной головки в местах изменения направления прокладки независимо от количества проводов в |стволе или ветви жгута, что повышает надежность проведения процесса раск1падки,,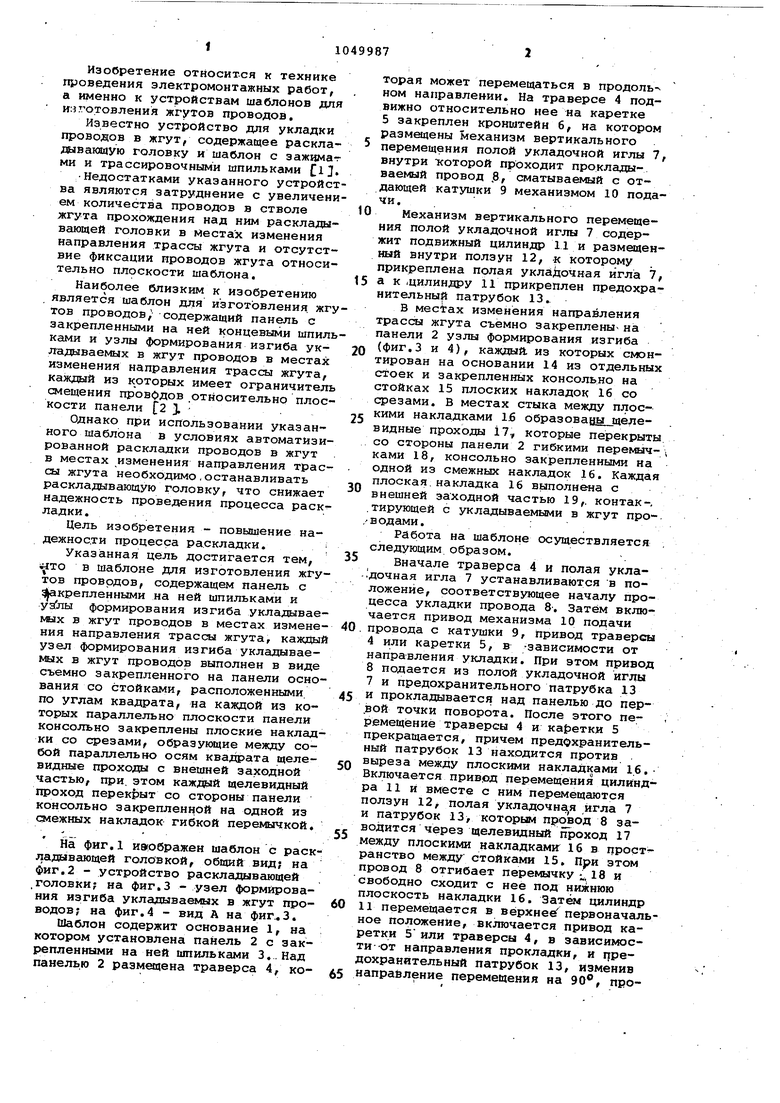
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для изготовления жгутов проводов | 1985 |
|
SU1354252A1 |
| Устройство для раскладки проводов в жгут | 1984 |
|
SU1580608A1 |
| Устройство для раскладки проводов в жгут | 1988 |
|
SU1672598A1 |
| Устройство для раскладки проводов в жгут | 1989 |
|
SU1691996A1 |
| Способ изготовления жгутов из электромонтажных проводов | 1984 |
|
SU1267642A1 |
| Шаблон для раскладки проводов в жгут | 1985 |
|
SU1302451A1 |
| Устройство для изготовления жгутов преимущественно с несущей перфорированной панелью | 1987 |
|
SU1466034A1 |
| Способ крепления концов проводов при их раскладке в жгут на шаблоне | 1988 |
|
SU1699032A1 |
| Устройство для укладки проводов в жгут | 1986 |
|
SU1347201A1 |
| Маркировочный трафарет преимущественно в устройствах для раскладки проводов в жгут | 1988 |
|
SU1598255A1 |
ШАБЛОН ДЛЯ ИЗГОТОВЛЕНИЯ ЖГУТОВ ПРОВОДОВ, содержащий панель с закрепленными на ней шпильками и узлы формирования изгиба укладываемых в жгут проводов в местах изменения направления трассы жгута, о тличающийся тем, что, с целью повышения надежности процесса раскладки, каждый узел формирования изгиба укладываемых в жгут проводов выполнен в виде съемно закрепленного на панели основания со стойками, расположенными по углг1м квадрата, на каждой из которых параллельно плоскости панели консольно закреплены плоские накладки со срезами, образующие между собой параллельно осям квадрата целевидные проходы с внешней заходной. частью, при этом каждый щелевидный проход перекрыт со стороны панели консольно закрепI ленной на одной из смежных накладок ,гибкой перемычкой. (Л с: i со со 00 
1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для укладки проводов в жгут | 1972 |
|
SU439045A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| , 2 | |||
| Шаблон для изготовления жгутов электропроводов | 1977 |
|
SU705530A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
