В осаоБном авторской свидетельстве iN 55463 описан гальванический элемент Еюздушной деиолярнзацш с угольным электродом в сетчатого металлического кармана, ла который снаружи ианрессована тонким слуем угольно-каучуков-ая масса; через эту масту воздух диффундирует в электролит из полости кармана, находящейся в сообщении с атмосферой, и тем осуществляет деноляризацию.
Основной недостаток такого элемента заключается в том, что в сравнительно короткий срок воздуигная камера электрода наполняется: электролитом, который лросачивается по стыкал угольно массы « битумной обмазкой. Кроме того, железная сетка, обладая низкой механи|ческой ирочнсютыо, при легком наж.атии прогибается и вместе с. ией ирогибаотся напрессов анная угольная масса, в результате чего появляются ми1;1 отрещпн1Ы, через которые также лроса,чивается электролит.
Предлагаемый гадьваничеокий элемент свободен от этих недостатков. Согласно изоб ретеии10, с иелыо предотвращения просачивания электролит внутрь , выполняемого известным Способом из жести с перфорациямн, снабженными заусенцами для удержания массы, последняя нанесена на карман со -всех сторон снлошнымг без стгжов, слоем.
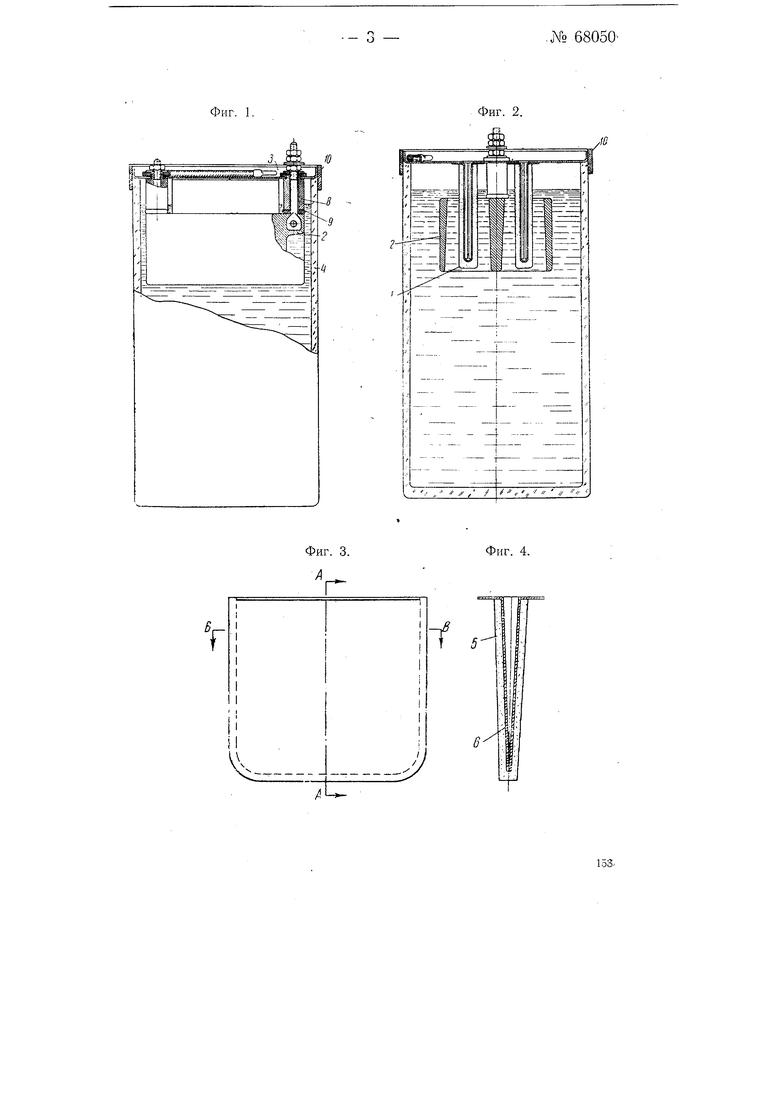
На чертеже фтгг. 1 и 2 изображают предаагаемый элемент в двух проекциях с
ра13резам1г, фЕг. 3. in 5 - положительный (угольный) электрод в трех проекциях с разрезами (фиг. 4 - разрез по ЛА. фиг. 5 - по ВВ), фиг. 6 - часть стенки электрода в разрезе.
Основными частями элемента являются: положительные элект роды 1. литой цинковый электрод 2, крышка 3, стеклянная банка 4.
Б качестве электролита используется раствор едкого калия плотностью от 1,35 до 1.50. Техно.тогия и рбцепт ры нриготовления угольной массы 5, наносимой на каркас 6 положительном ялектрода, а также силав цинкового иолюса 2 аналогичны принятым в элементах типа, ВДС, разработанных П. М. Ониридоновьш.
Лоложительный электрод элемента нред€тавляет собой железный нерфорнроваяный каркас (перфорацшо) с заусенцами 7, обращенньпги наружу, на который со всех его сторон (кроме верха) наносится .равномерный слой угольно-каучуков-ой массы 5. После этого производится предварительная подпрессовка панесеннОГО с.мя массы с целые его уплотнения с тем, чтобы угольная масса зашла во.все свободные места, оставшиеся носле первой операции, а также с целью .ния утолщения но педиметру угольного электрода (с трех сторон) для Д ости;кения в этих местах необходимого уплотнения цосле окончательной прессовиг. Эти утолщения должиы доститапля
151
формой пуансонов, которым ироизводят подпрессовку. После этой он-ерацни электрйд необходимо нросушить в течение 1 сутокпри коянатной телшературе, посяе ч«го niwirsBOiinTCfl вторичная прессовка. под давлеиием 500-530 кг на 1 см в той же п})ессформё, но с применением плоских пуансонов; предварительно , перед укладкой эдект|рода в-прессфО|рму, его на 2-3 секундыопускают в бензол п затем сразу же приступают к нрессовке. На полученные таким образом электроды наносится слой битума или два слоЯ ревинового клея в |В€рхней части элект)ода « виде горизонтальной полосы шнриной 30 мм, середина которой должна приходиться на уровне электролита.
На;несением слоя .резинового клея илн битума на поверхнооть электрода преследуется цель предохранить угольную мембра 1у от разрушения. После этой операции электрод супгат до полного удаления беИзола из угольного слоя.
ПригОТов.тенный указанными методами ноложительный угольный электрод пе будет иметь открытых стыков угольиого слоя с йерфорированпым каркасом (что имеет место в существующих элементах) и Мик)отрещин в угольвой массе, а тем самым будет разрещена задача ликвидации иротекання электролита в воздуигаую камеру Г1е.мепта. Конструкция угольного электро){а может быть ностроена на конусообразной форме, как ноказано на фит. 3-5.
Число ноложнтельных электродов в элементе может быть различиым - один, два и более.
Готовые ноложительные электроды привариваются при помощи элеквросварки к же.чезной крышке элемента, в KOTOpoii иредусматрнваются отверстия для нровикнове)пга воздуха внутрь угольных электродов и для кренления цинкового элек.трода.
, Цинковый электрод иредставляст собой отливку, в которую вилавлены железные стержни, слуасащие как для крепления цинка, к крышке, так it для токоотвода. Для крепления цинка к крыщке примеНены изолирующие втулки 8 и уплотняющие кольца 9. предохраняющие железцый стерлсень от соирикосповения с электролитом, что предотвращает в этом месте разъедание цинка.
С целью 1гродОХранения электролнта от карбонизации в элементе иредусмот1)ея резииоБЫЙ баида.ж 10, который охватывает 11ерхннй край банки и борт крыщки, чем иредотвращаетс1Я пронптшовение к электролиту углекислоты воздуха. Выделяющийся, в э.темснте водород выходит napyaiy через бандаж. С целью гермегдзяцши Крьшгк.и она после сборки элекгродоВ покрывается Со всех сторон черным асфальтовым лаком до полного исчезновенш отверстий, имеющихся между каркасом угольного электрода и крыпгкой (в itWTflx приваркп).
П р € д м о т It 3 о б р е т е н н я
Гальванический элемент воздушной .leцсляризацип по авторс1;ому свидетельству ,Y 55463, т. е.. С угольиым электродом в |()орме перфорированйого -металлического )сармана, иа который снаружи напрессована тонким слоем угольио-каучукювая lacса, через которую воздух диффундирует н э.тектрЛпт из полости кармана, находящейся R сообщени1 с атмосферой, отличающийся тем, что, с целью иредотвращения просачивания электролита лиутрь кармана, выполненного из жести с перфорациями, снабженными зауоенцами для удержания массы, иоследняя нанесена иа карман со jicex сторон силошным - без стыков - слоем.

| название | год | авторы | номер документа |
|---|---|---|---|
| Угольно-цинковый наливной элемент воздушной деполяризации | 1937 |
|
SU55463A1 |
| Угольный электрод гальванического элемента | 1948 |
|
SU87314A1 |
| Гальванический элемент воздушной деполяризации | 1951 |
|
SU95127A2 |
| Способ изготовления щелочных стаканчиковых элементов | 1959 |
|
SU133082A1 |
| Угольно-цинковый наливной элемент с воздушной деполяризацией | 1948 |
|
SU130080A1 |
| Угольно-щитковый элемент воздушной деполяризации | 1938 |
|
SU56762A1 |
| Сухая гальваническая батарея | 1935 |
|
SU45655A1 |
| Способ регенерации железоугольных первичных элементов воздушной деполяризации | 1946 |
|
SU69059A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЛЬВАНИЧЕСКОГО ЭЛЕМЕНТА МАРГАНЦЕВО'ЦИНКОВОЙ СИСТЕМЫ | 1973 |
|
SU405146A1 |
| Влагомер | 1962 |
|
SU152104A1 |

Фиг. 3. А
Фиг. 4.
J--J
tz
Фиг. 6.
.fl
