(54) СПОСОБ РАЗДЕЛЕНИЯ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разделения тонкостенных труб | 1988 |
|
SU1747246A1 |
| Способ ломки проката | 1988 |
|
SU1574384A1 |
| СПОСОБ ЛОМКИ МАТЕРИАЛА НА ЗАГОТОВКИ | 1995 |
|
RU2074793C1 |
| Способ разделения сортового проката на заготовки | 1983 |
|
SU1159731A1 |
| Способ разделения круглых заготовок | 1989 |
|
SU1773590A1 |
| СПОСОБ ЛОМКИ МАТЕРИАЛОВ НА ЗАГОТОВКИ В УСТАНОВКЕ ДЛЯ РАЗРУШЕНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2096141C1 |
| Способ ломки проката | 1989 |
|
SU1687389A1 |
| Способ ломки трубчатых заготовок | 1974 |
|
SU556001A1 |
| Установка для разделения проката | 1989 |
|
SU1733203A1 |
| СПОСОБ РАЗДЕЛКИ НА ЛОМ СЛОЖНЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1992 |
|
RU2041773C1 |
1
Изобретение относится к обработке металлов давлением, а именно к технологии разделения крупногабаритных заготовок.
Известен способ отделения, осуществляемый путем приложения знакопеременной изгибающей нагрузки к торцу отламываемого конца заготовки 1.
Однако для осуществления процесса отделения крупногабаритных заготовок требуются большие усилия, ведущие к увеличению энергозатрат и применению дорогостоящего специального оборудования.
Известен способ разделения заготовок, включающий образование концентратора напряжений и приложение знакопеременной нагрузки к заготовке 2.
Больщая трудоемкость способа обусловлена значительным временем для появления усталостных трещин, при которых отделяемая часть ломается, в результате чего они малопроизводительны. Кроме того, этот способ имеет ограниченное применение, так как пpeднaзнa Jeн, в основном, для разделения пустотелых деталей.
С целью увеличения производительности к заготовке прикладывают знакопеременную нагрузку с частотой, равной частоте собственных колебаний заготовки.
С целью разделения крупногабаритных заготовок, концентратор напряжений выполняют путем образования щейки на заготовке и последующего нанесения на ней риски.
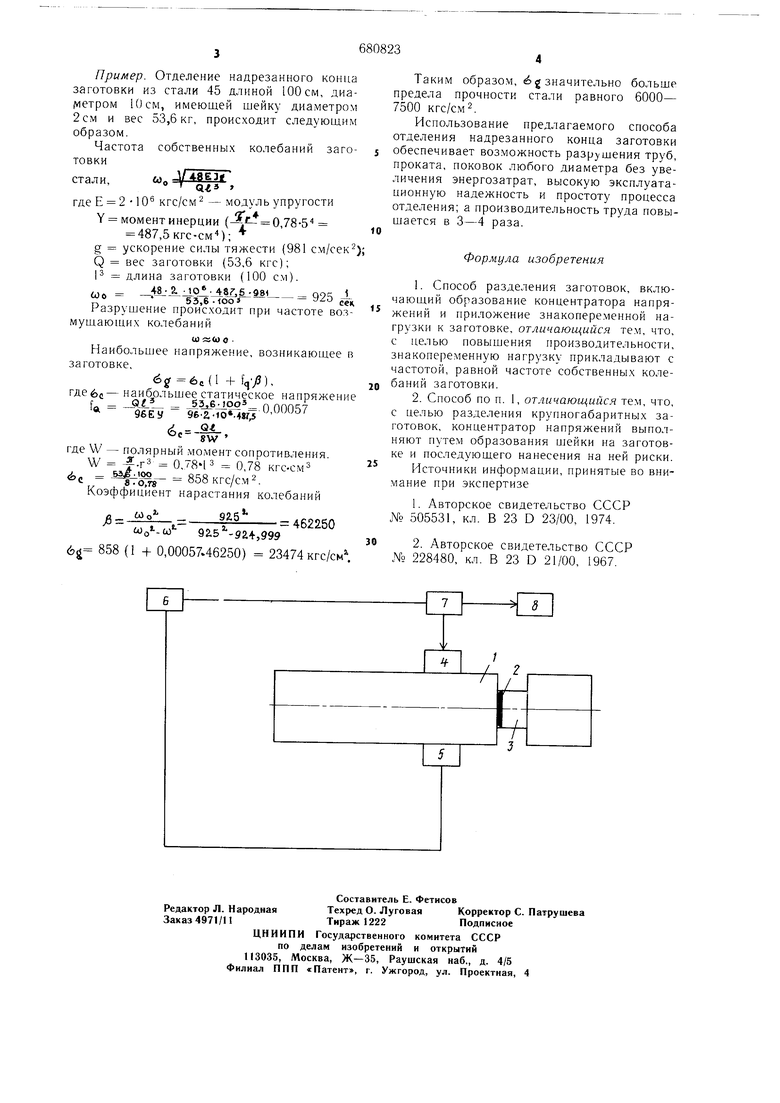
На чертеже дана структурная схема устройства для отделения отрезанного конца заготовки.
Способ отделения надрезанного конца заготовок осуществляется в следующей последовательности.
Заготовку 1 с надрезанным концом и зоной концентратора напряжений 2 шейки 3 свободно устанавливают на электромагнитное устройство 4, которое вызывает резонансное колебание заготовки I, воспринимаемое датчиком 5.
Сигнал, снимаемый с датчика 5, поступает на усилитель 6, затем - на физокорректирующее устройство 7. Выходной сигнал физокорректирующего устройства 7 подается на электромагнитное устройство 4 и одновременно - на частотомер 8, по показаниям которого судят о наступлении момента разрушения. Пример. Отделение надрезанного конц заготовки из стали 45 длиной 100см, диа метром 10см, имеющей шейку диаметро 2см и вес 53,6кг, происходит следующи образом. Частота собственных колебаний заго товки стали.Wo гдеЕ 2 -10 кгс/см2 модуль упругости Y момент инерции (,78-5 487,5 кгс-смМ; g ускорение силы тяжести (981 см/сек Q вес заготовки (53,6 кгс); Р длина заготовки (100 см). о , J 053,6-юо 5 - се Разрущение происходит при частоте воз мущающих колебаний Наибольщее напряжение, возникающее заготовке, 6 6с(1 + ,/)где бс- наибольщее статическое напряжени QJ. 53.бл.оо la -53.бЛ.оо5 о 00057 ftос PI.ОС. .r. JerT 9вЕУ 96210.4Ю o где VV - полярный момент сопротивления. W .гз 0,7813 0,78 кгс-смз с 858кгс/см2. Коэффициент нарастания колебаний д 462250 Шо -со«- 92.5 -924,999 6jj 858 (1 + 0,00057.46250) 23474 кгс/см Таким образом, g значительно больше предела прочности стали равного 6000- 7500 КГС/СМ2. Использование предлагаемого способа отделения надрезанного конца заготовки обеспечивает возможность разрушения труб, проката, поковок любого диаметра без увеличения энергозатрат, высокую эксплуатационную надежность и простоту процесса отделения; а производительность труда повышается в 3-4 раза. Формула изобретения 1.Способ разделения заготовок, включающий образование концентратора напряжений и приложение знакопере.менной нагрузки к заготовке, отличающийся тем, что, с целью повышения производительности, знакопеременную нагрузку прикладывают с частотой, равной частоте собственных колебаний заготовки. 2.Способ по п. 1, отличающийся тем, что, с целью разделения крупногабаритных заготовок, концентратор напряжений выполняют путем образования шейки на заготовке и последующего нанесения на ней риски. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 505531, кл. В 23 D 23/00, 1974. 2.Авторское свидетельство СССР № 228480, кл. В 23 D 21/00, 1967.
2
