2. Способ по гг. 1, о т л и ч аю щ и и с я тем, что на B-i-opoM эта пе величину усилия определяют по выражению
Р (0,03-0,06) предел прочности на разрыв материала разделяемого сортового проката;
диаметр сортового проката;
расстояние от плоскости приложения усилия до плоскости разделения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разделения круглых заготовок | 1989 |
|
SU1773590A1 |
| Способ ломки проката | 1989 |
|
SU1687389A1 |
| Установка для разделения проката | 1989 |
|
SU1733203A1 |
| СПОСОБ ПРАВКИ КОНЦЕВЫХ УЧАСТКОВ ПРОКАТА | 1997 |
|
RU2139767C1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Способ резки сдвигом коротких заготовок на мерные части | 1975 |
|
SU747629A1 |
| СПОСОБ НЕМОНОТОННОГО ДЕФОРМИРОВАНИЯ АНИЗОТРОПНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2021 |
|
RU2781869C1 |
| Устройство для ломки проката | 1985 |
|
SU1303293A1 |
| СПОСОБ ПРОБИВКИ ОТВЕРСТИЙ В ТОЛСТОЛИСТОВОМ МАТЕРИАЛЕ | 2010 |
|
RU2446903C2 |
| Способ разделения прутка на длинномерные заготовки | 2018 |
|
RU2679128C1 |
1. СПОСОБ РАЗДЕЛЕНИЯ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ, включающий приложение к отделяемой части знакопеременного усилия сдвига с поворотом последнего вокруг оси разделяемого проката, отличающийся тем, что, с целью повьвпения качества получаемых заготовок, процесс разделения производят в два зтапа, на первом из которых усилие сдвига прикладаюают в (шоскости разделения, осу1чествляя при каждом единичном приложении усилия сдвиг отделяемой части заготовки относительно проката в радиальном направлении на величину О,04-0,1 диаметра проката с раэмецемием отделяемой заготовки сорсио прокату в коице этапа, а на втором этапе осуществляют изгиб отделяемы) заготовки усилием , прикладываем на расстоянии не менее 1,5 диаметра проката от плоскости разделения.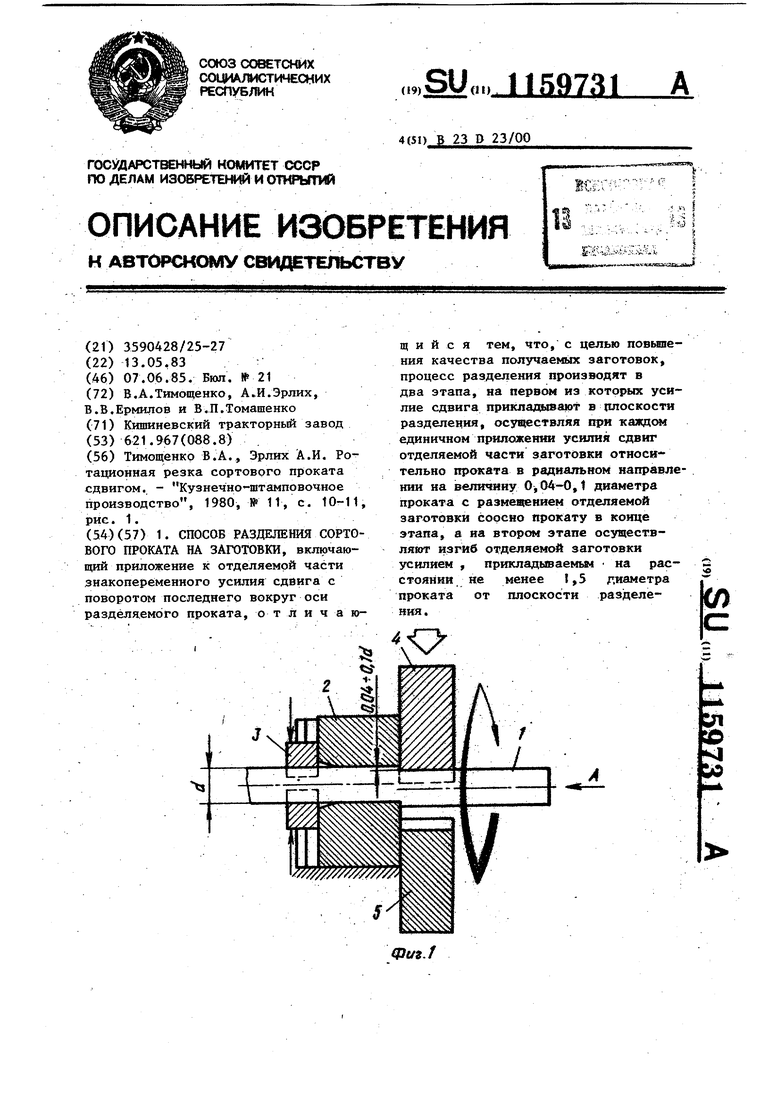
. .
Изобретение относится к обработке металлов давлением и может быть использовано в металлобрабатывающем производстве для разделения круглого проката на заготовки с отношением длины к диаметру более 1,5,
Цель изобретения - повьявение качества получаемйых заготовок.
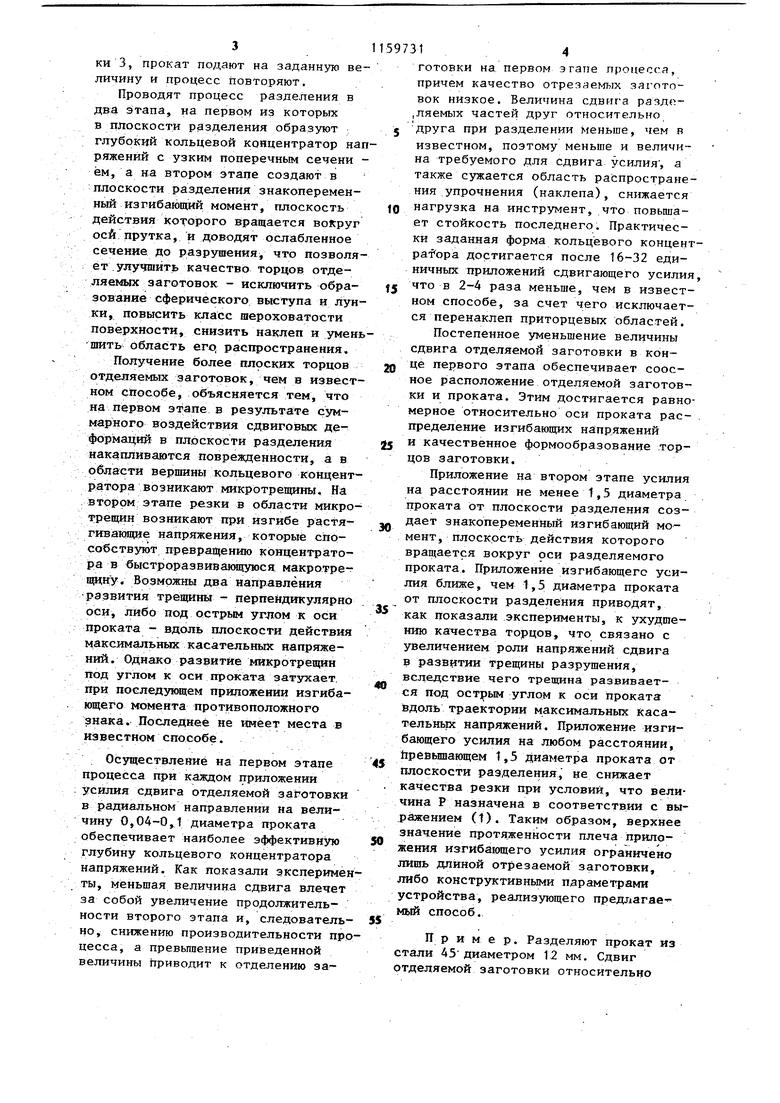
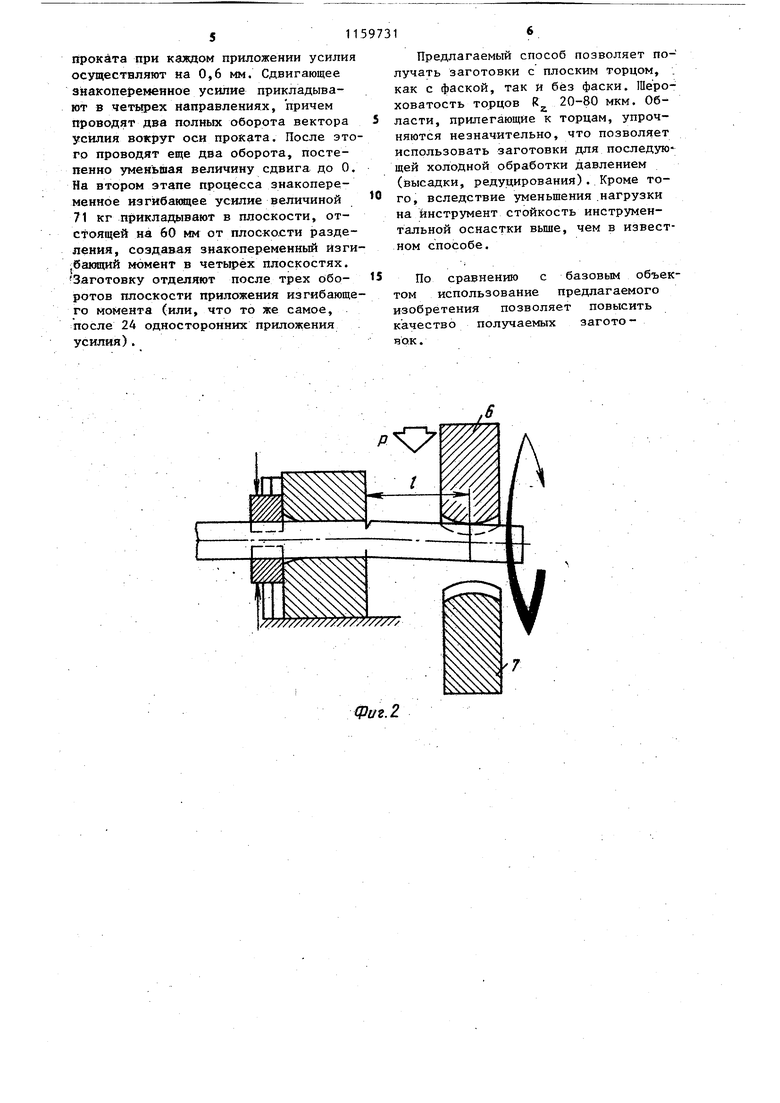
На фиг. 1 изображена схема осуществления способа разделения сорте;вого проката, первый этап; на фиг.2то же, второй этап; на фиг, 3 вид А на фиг. 1.
РазделяеМйй прокат 1 диаметром размещают в неподвижном втулочном ноже 2 и фиксируют от поворота и осевого смещения, например зажимая кулачками 3, К отделяемой части проката прикладывают знакопеременное усилие, вектор которого вращают вокруг оси разделяемого проката. На первом этапе резки усилие прикладьгеаiOT в плоскости разделения пуансонами 4 и 5, осуществляя при каждом единичном приложении усилия сдвиг отделяемой заготовки относительно проката в радиальном направлении на величину 0,04-0,1 диаметра проката. В результате знакопеременного характера прилагаемого усилия два следующих друг за другом сдвига осуществляют в диаметрально-противоположных направлениях. Так, если первый импульс усилия приложен в плоскости чертежа сверху вниз при помощи пуансона 4, т.е. в направлении АБ (г. 3) то следующий импульс прикладьшают при помощи пуансона 5 (фиг, 1) снизу вверх (направление БА, фиг, 3). После этого лини приложения очередной пары импульсов усилия поворачивают на некоторый угол, отличающийся от 180°, например 45 (направление ВГ-ГВ, фиг.З), и т.д. Наилучшие результаты достигаются при приложении зна1копеременного усилия не менее, чем в четырех направлениях при совершении вектором сдвигающего усилия,1-4 оборотов вокруг оси. проката. После этого сдвиг отделяемой заготовки при каждом воздействии усилия постепенно уменьшают таким образом, чтобы за 2-3 оборота вектора установить отрезаемзда заготовку соосно прокату, зафиксированному в неподвижной матридё. После завершения первого зтапа пуансоны 4 и отводят,.
На втором этапе резки усилие прикладывают пуансонами 6 и 7 в той же последовательности, как и на первом этапе. -Однако плоскость, в которой прйкладьтают усилие, удалена от плоскости разделения на расстояние не менее 1,5 диаметров проката. При этом величину усилия Р на втором этапе определяют по выражению
.Р (0,03-0,06) .- (1
Выбор конкретного значения величины усилия Р в пределах, заданных выражением (1), зависит от числа оборотов вектора усилия на первом этагпе процесса. При оДном обороте вектора . принимают наибольшее значение Р, а при четырех оборотах - наименьшее, однако величина этого усилия подлежит экспериментальному уто|чнению для каждого разделяемого материала.
.Изгибающее усилие Р на втором этапе процесса прикладывают до момента отделения заготовки от проката. После завершения процесса резки отводят пуансоны 6 и 7, а также кулач3ки 3, прокат подают на заданную ве личину и процесс повторяют. Проводят процесс разделения в два этапа, на первом из которых в плоскости разделения образуют ; глубокий кольцевой концентратор на ряжений с узким поперечным сечени ем, а на втором этапе создают в плоскости разделения знакопеременный изгибающий момент, плоскость действия которого вращается вокруг оси прутка, и доводят ослабленное сечение до разрущения, что позволя ет .улучшить качество торцов отделяемых заготовок - исключить образование сферического выступа и лун ки, повысить класс шероховатости поверхности, снизить наклеп и умен шить область его, распространения. Получение более плоских торцов отделяемых заготовок, чем в извест ном способе, объясняется тем, что на первом этапе в результате суммарного воздействия сдвиговых деформаций в плоскости разделения накапливаются поврежденностн, а в области вершины кольцевого концент ратора возникают микротрещины. На втором этапе резки в области микро трещин возникают при изгибе растягивашдае напряжения, которые способствуют превращению концентратора в быстроразвиваимцэ ся макротрешину. Возможны два направления развития трещины - перпендикулярно оси, либо под острым углом к оси проката - вдоль плоскости действия максимальных касательных напряжений. Однако развитие микротрещин под углом к оси проката затухает, при последующем приложении изгибающего момента противоположного знака. Последнее не имеет места в известном способе. Осуществление на первом этапе процесса при каждом приложении усилия сдвига отделяемой заготовки в радиальном направлении на величину 0,04-0,1 диаметра проката обеспечивает наиболее эффективную глубину кольцевого концентратора напряжений. Как показали зкспериме ты, меньшая величина сдвига влечет за собой увеличение продолжительности второго этапа и, следователь но, снижению производительности пр цесса, а превьппение приведенной величины приводит к отделению за14готовки на первом этапе процесса, причем качество отрезаемых заготовок низкое. Величина сдвига разде,ляемых частей друг относительно друга при разделении меньше, чем в известном, поэтому меньше и величина требуемого для сдвига усилия , а также сужается область распространения упрочнения (наклепа), снижается нагрузка на инструмент, что повышает стойкость последнего. Практически заданная форма кольцевого концентpa-fopa достигается после 16-32 единичных приложений сдвигающего усилия, что в 2-4 раза меньше, чем в известном способе, за счет чего исключается перенаклеп приторцевых областей. Постепенное уменьшение величины сдвига отделяемой заготовки в конце первого этапа обеспечивает соосное расположение отделяемой заготовки и проката. Этим достигается равномерное относительно оси проката рас- . пределение изгибающих напряжений и качественное формообразование .торцов заготовки. Приложение на втором этапе усилия на расстоянии не менее 1,5 диаметра проката от плоскости разделения создает знакопеременный изгибающий момент, плоск.ость действия которого вращается вокруг оси разделяемого проката. Приложение изгибающего усилия ближе, чем 1,5 диаметра проката от плоскости разделения приводят, как показали эксперименты, к ухудшению качества торцов, что связано с увеличением роли напряжений сдвига в развитии трещины разрушения, вследствие чего трещина развивается под острым углом к оси проката вдоль траектории максимальных Касательньк напряжений. Приложение изгибающего усилия на любом расстоянии, 11ревьщ1ающем 1,5 диаметра проката от плоскости разделения, не снижает качества резки при условий, что величина Р назначена в соответствии с выражением (1). Таким образом, верхнее значение протяженности плеча приложения изгибающего усилия ограничено лишь длиной отрезаемой заготовки, либо конструктивными параметрами устройства, реализующего предлагавмьй способ. П р и м е р. Разделяют прокат из тали 43 диаметром 12 мм. Сдвиг тделяемой заготовки относительно
проката при каждом приложении усилия осуществляют на 0,6 мм. Сдвигающее зйакопе1 еменное усилие прикладывают в четырех направлениях, причем проводят два полных оборота вектора усилия вокруг оси проката. После этого проводят еще два оборота, постепенно уменьшая величину сдвига до 0. На втором этапе процесса знакопеременное нзгйбакйцее усилие величиной 71 кг прикладывают в плоскости, отстоящей на 60 мм от плоскости разделения, создавая знакопеременный Изгибакщий момент в четьфёх плоскостях. Заготовку отделяют после трех оборотов плоскости приложения изгибающего момента (или, что то же самое, после 24 односторонних приложения усилия).
Предлагаемый способ позволяет получать заготовки с плоским торцом, . как с фаской, так и без фаски. Шероховатость торцов R 20-80 мкм. 06ласти, прилегающие к торцам, упрочняются незначительно, что позволяет использовать заготовки для последующей холодной обработки давлением (высадки, редуцирования). Кроме того, вследствие уменьшения .нагрузки на инструмент стойкость инструментальной оснастки вьпие, чем в известном способе.
По сравнению с базовым объектом использование предлагаемого изобретения позволяет повысить качество получаемых загото нок.
| Тимощенко В.А., Эрлих А.И | |||
| Ротационная резка сортового проката II сдвигом | |||
| - Кузнечно-штамповочное производство, 1980, № 11, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
