1
Изобретение относится к резинотехнической промышленности, и в частности может быть применено в шинной промышленности для контроля качества обреэинивания корда на производственных кордных каландрах.
Известны способы 1 онтроля качества обрезиненного корда по усилию выдергивания одиночной нити из обрезиненного корда, вырезанного образца, который разрезают на три участка размером 300 300 мм. Из каждого участка вырезают .10 полосок шириной по 10 мм, С любого конца полоски освобождают от резины одну среднюю нить на длину 120-150 мм. Обрезиненную часть полоски, из которой вынута нить, отрезают ножницами. Другой конец этой нити, оставшийся и обрезиненной части полоски, надрезают лезвием режущего инструмента шириной 4 мм на расстоянии 50 мм от входа нити в Обрезиненную часть, после чего образцы в количестве 30 шт подвергают выдергиванию.
Выдергивание нити производят на разрывных машинах типа РМ-30,, ДМ-30 или им подобных.По полученным данным определяют среднее значение усилия выдергивания.
Известны способы контроля качества обрезиненного невулканизованного корда по резиносодержанию 2. Эти способы заключаются в том, что каждый раз из кордного полотна, идущего на обреэинивание, вырезают два образца: первый - до обрезинивания (на раскатке) по всей ширине полотна и длиной 1,5 м, второй - после обOрезинивания (на закатке) , также по всей ширине и длине 1,5 м.
После 2-х дневной вылежки образцам придают прямоугольную форму площадью 1 м, взваливают, подсчитыва5ют плотность нитей корда в необрезиненном корде, определяют диаметр нитей пропитанного корда, толщину обрезиненного корда, и по этим данным
0 расчитывают толщину обрезиненного невулканизованного корда, резиносодержание и коэффициент прессовки.
Известные методы не позволяют ис5пользовать результаты многодневного лабораторного анализа качества обрезиненного корда для управления качествсм в ходе технологического процесса обрезинивания кордана каланд0ре.
Цель изобретения - непрерывный контроль качества обрезинивания корда
на каландре.
Это достигается тем, что реэиносодержание определяют по результатам непрерывного измерения потребляемой каландром мощности и сравнивания ее с номинальной потребной мощностью каландра, определяемой по уравнению
, где Y - величина потребляемой
мощности каландра, кВт} X - величина удельного резинопотребления каландра, к.
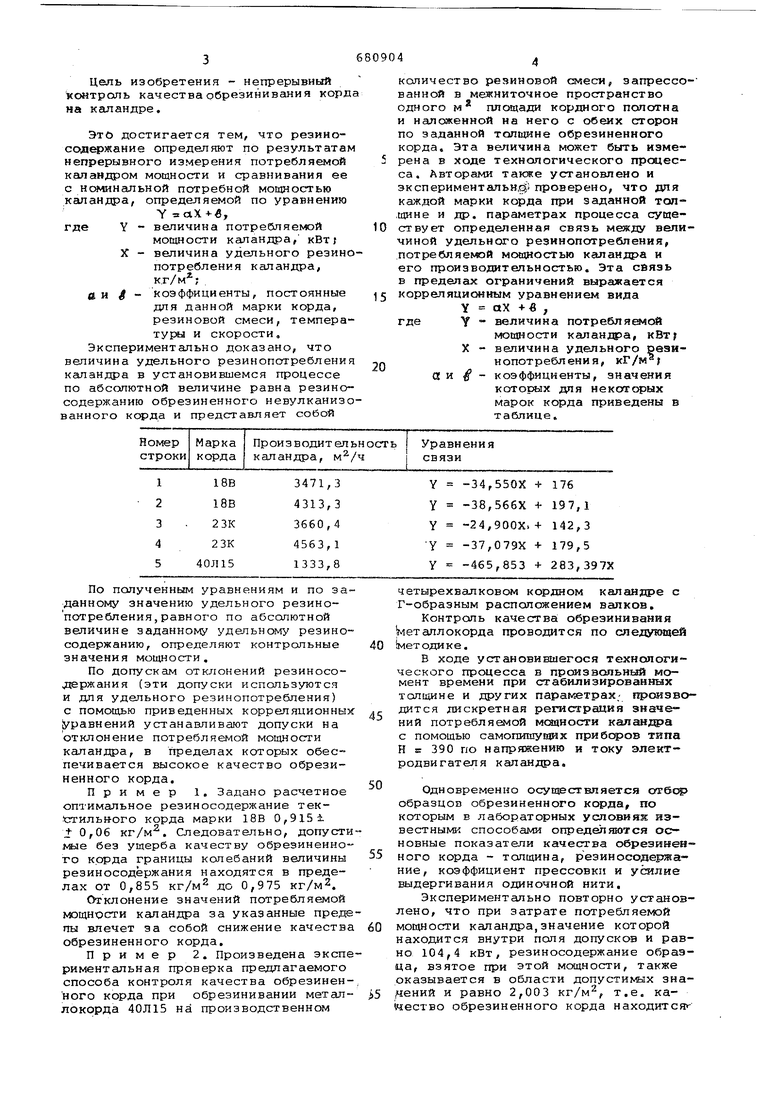
ей - коэффициенты, постоянные для данной марки корда, резиновой смеси, температуры и скорости. Экспериментально доказано, что величина удельного резинопотребленид каландра в установившемся процессе по абсолютной величине равна резиносодержанию обрезиненного невулканизованного ксфда и представляет собой
количество резиновой смеси, запрессованной в межниточное пространство одного м площади кордного полотна и наложенной на него с обеих сторон по заданной толщине обрезиненного корда. Эта величина может быть измерена в ходе технологического процесса. Авторами также установлено и экспериментальн,Е$5 проверено, что для каждой марки корда при заданной топ,щине и др. параметрах процесса существует определенная связь между величиной удельного резинопотребления, потребляемой мощностью каландра и его производительностью. Эта связь в пределах ограничений выражается корреляционным уравнением вида
Y аХ «€ , гдеY величина потребляемой
мощности каландра, кВт; X - величина удельного резинопотребления, а и - коэффициенты, значения
которых для некоторых
марок корда приведены в
таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества обрезиненного невулканизованного корда | 1981 |
|
SU981010A2 |
| Способ регулирования процесса обрезинивания корда и устройство для его осуществления | 1990 |
|
SU1757904A1 |
| Способ настройки каландра | 1987 |
|
SU1701563A1 |
| Способ определения качества каландрованного обрезиненного корда | 1988 |
|
SU1537548A1 |
| Устройство для разрыва утка обрезиненного корда | 1976 |
|
SU658001A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРЕКЕРА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2041823C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОЙ СМЕСИ | 1994 |
|
RU2099362C1 |
| РАДИАЛЬНАЯ ПНЕВМАТИЧЕСКАЯ ШИНА | 1991 |
|
RU2011550C1 |
| Крупногабаритная пневматическая радиальная бескамерная шина комбинированной конструкции | 2025 |
|
RU2841240C1 |
| Устройство для изготовления обрезиненного металлокордного полотна | 1976 |
|
SU599451A1 |
По полученным уравнениям и по заданному значению удельного резинопотребления, равного по абсолютной величине заданному удельному резиносодержанию, определяют контрольные значения мощности.
По допускам отклонений резиносо : ржания (эти допуски используются и для удельного резинопотребления) с помощью приведенных корреляционным равнений устанавливают допуски на отклонение потребляемой мощности каландра, в пределах которых обеспечивается высокое качество обрезиненного корда.
Пример 1. Задано расчетное оптимальное резиносодержание текстильного корда марки 18В 0,915±. 1 0,06 кг/м. Следовательно, допустиNwe без ущерба качеству обрезиненного корда границы колебаний величины резиносодержания находятся в пределах от 0,855 кг/м до 0,975 кг/м.
Отклонение значений потребляемой мощности каландра за указанные пределы влечет за собой снижение качества обрезиненного корда.
Пример 2. Произведена экспериментальная проверка предлагаемого способа контроля качества обрезиненного корда при обрезинивании металлокорда 40Л15 на производственнс л
четырехвалковом кордном каландре с Г-образным расположением валков.
Контроль качества обрезинивання Цеталлокорда проводится по следующей методике.
В ходе уcTSiHовившегося технологического процесса в прсшзвальный момент времени при стабилизированных
толщине и других пара гетрах; производится дискретная регисградия значений потребляемой мсвдности каланцра с помощью самопишу еда X прибс эсв типа Н Е 390 по напряжению и току элентродвигателя каландра.
Одновременно осуществляется отбо) образцов обрезиненного корда, по которым в лабораторных у ел они яж известны1 & способами определяются основные показатели качества обрезинен- ного корда - толщина, резиносодержание, коэффициент прессовки и усилие выдергивания одиночной нити.
Экспериментально повторно установлено, что при затрате потребляемой мощности каландра,значение которой находится внутри поля допусков и равно 104,4 кВт, резиносодержание образца, взятое при этой мощности, также оказывается в области допусти№лх зна5 учений и равно 2,003 кг/м, т.е. каiqecTBO обрезиненного корда находится «а задакном уровне и считается высоким. При потребляемой мощности каландра, равной 110,4 кВт, значение которой находится выше зоны допуска, реэиносодержание, определенное по образцу, оказывается также выше допустимого и равно 2,040 кг/м, что свидетельствует о снижении качества обрезиненного корда. При потребляемой мощности каландра, равной Э14кВт г значение котот рой ниже минимально допустимого резиносодержание становится ниже до- пустимззх g значений и равно 1,968 кг/м . Остальные покогзатбли качества об- резиненного корда изменяются соответственно. Предложенный способ контроля качества обрезиненного невулканизован ного корда позволяет непрерывно в ходе технологического процесса конт ролировать его качество по показанию приборов потребляемой мощности, а е величину использовать для контроля и управления качеством обрезинивани корда в АСУ ТП обрезинивания корда на кордном каландре, что повысит эф фективность процесса в целом. Формула изобретения Способ контроля качества обрезиненного невулканизованного корда по резиносодержанию, отлич ающи и с я тем, что, с целью непрерывного контроля качества обрезинивания корда на каландре, реэиносодержание определяют по результат м непрерывного измерения потребляемой Ксшандром мощности и сравнивания ее с номинальной потребляемой мощностью каландра, определяемой по уравнению Y аХ + « , гдеу - величина нок«нальной потребной мощности каланда, кВт, X - величина удельного резинопотребления каландра, КГ/М схи-б - коэффициенты, постоянные для данной марки корда, резиновой смеси, температуры и скорости, Источники информации, принятые во внимание при экспертизе 1.Волнухин Б,И, Баденков П,Ф. Каучук и резина, 1970, № 11, с, 48. 2.Волнухин Б.И, Исследование процесса обрезинивания шинного корда на производственных каланддэах,-Автореф, на ссмск, канд. лисе. НИИШП, 1971,
