Изобретение относится к резинотехнической и шинной промышленности и может быть использовано для определения качества обрезиненного невулканизованного корда на каландровых агрегатах.
Целью изобретения является упрощение способа определения коэффициента прессовки.
Способ осуществляют следующим образом.
В калибрующих зазорах четырехвал- кового каландра между нарой верхних валков и парой нижних валков формируются соответственйо верхняя и нижняя резиновые накладки, толщину которых измеряют с помощью датчиков толщины отдельно для верхней и нижней накладок. Накладки наносятся на кордное полотно при прохождении прессующего зазора. В результате получается обрезиненный корд, толщина которого измеряется также с помощью датчика толщины. Сигналы от датчиков поступают в вычислительное устройство, где
коэффициент прессовки рассчитывается по формуле
V л
п 63А-Я &-
где б| и 62
6з А d
толщины верхней и нижней резиновых накладок соответственно;
-толщина обрезиненного корда;
-шаг нитей корда;
лл -диаметр пропитанной нити корда.
Величина удельного резинопотребления каландра, которая равна количеству резиновой смеси в верхней и нижней накладках, поступающих на обрезинивание, в установившемся процессе по абсолютной величине равна резиносодержанию обрезиненного невулканизованного корда и представляет собой количество резиновой смеси запрессованной в межниточное пространство
сд
оэ
vj
ел
00
кордного полотна и наложенной на него с обеих сторон.
Резинопотребление прямопорционально суммарной площади поперечного сечения верхней и нижней накладок.
Точность определения качества зависит от точности измерения датчиков (толщины ±0,02 мм), что является достаточным для оперативного контроля.
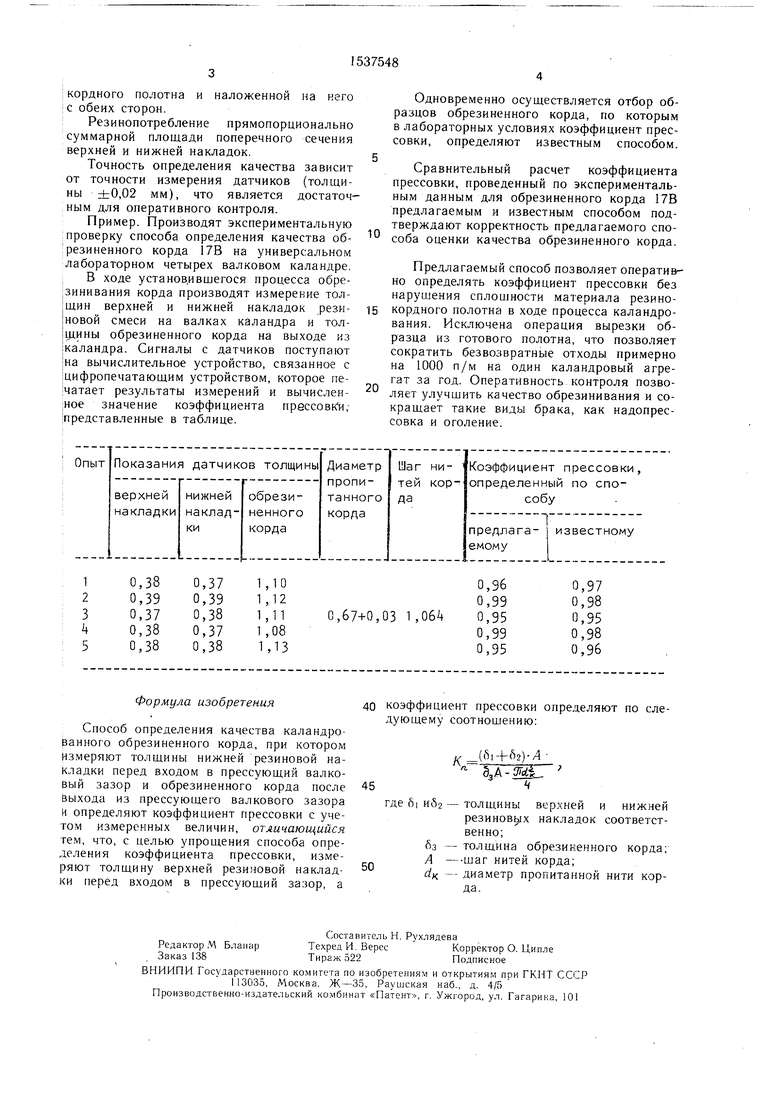
Пример. Производят экспериментальную проверку способа определения качества обрезиненного корда 17В на универсальном лабораторном четырех валковом каландре.
В ходе установившегося процесса обре- зинивания корда производят измерение тол- ,щин верхней и нижней накладок рези- новой смеси на валках каландра и тол- ацины обрезиненного корда на выходе кз каландра. Сигналы с датчиков поступают на вычислительное устройство, связанное с цифропечатающим устройством, которое печатает результаты измерений и вычисленное значение коэффициента прессовк и,- представленные в таблице.
Одновременно осуществляется отбор образцов обрезиненного корда, по которым в лабораторных условиях коэффициент прессовки, определяют известным способом.
Сравнительный расчет коэффициента прессовки, проведенный по экспериментальным данным для обрезиненного корда 17В предлагаемым и известным способом подтверждают корректность предлагаемого спо- ° соба оценки качества обрезиненного корда.
Предлагаемый способ позволяет оперативно определять коэффициент прессовки без нарушения сплошности материала резино- кордного полотна в ходе процесса каландро- вания. Исключена операция вырезки образца из готового полотна, что позволяет сократить безвозвратные отходы примерно на 1000 п/м на один каландровый агрегат за год. Оперативность контроля позволяет улучшить качество обрезинивания и сокращает такие виды брака, как надопрес- совка и оголение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса обрезинивания корда и устройство для его осуществления | 1990 |
|
SU1757904A1 |
| Способ контроля качества обрезиненного невулканизованного корда | 1981 |
|
SU981010A2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОЙ СМЕСИ | 1994 |
|
RU2099362C1 |
| Способ контроля качества обрезиненного невулканизованного корда | 1977 |
|
SU680904A1 |
| Способ изготовления обрезиненного металлокордного полотна | 1977 |
|
SU716858A1 |
| Способ двустороннего обрезинивания корда | 1981 |
|
SU1016199A1 |
| Способ настройки каландра | 1987 |
|
SU1701563A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| ПОКРЫШКА ПНЕВМАТИЧЕСКОЙ ШИНЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2487016C2 |
| БРЕКЕР ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ С ЭКРАНИРУЮЩИМ СЛОЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2535686C1 |
Изобретение относится к резинотехнической и шинной промышленности и может быть использовано для определения качества обрезиненного невулканизованого корда на каландровых агрегатах. Цель изобретения - упрощение способа определения коэффициента-прессовки. Для этого измеряют толщину верхней резиновой накладки перед входом в прессующий зазор, а коэффициент прессовки определяют по следующему соотношению: Kп =(δ1+δ2).A/δ3.A-φD2/4, где δ1 и δ2 - толщина верхней и нижней резиновых накладок соответственно, δ3 - толщина обрезиненного корда, A - шаг нитей корда, Dк - диаметр пропитанной нити корда. 1 табл.
Формула изобретения
Способ определения качества каландро- Ванного обрезиненного корда, при котором Измеряют толщины нижней резиновой накладки перед входом в прессующий валковый зазор и обрезиненного корда после выхода из прессующего валкового зазора И определяют коэффициент прессовки с учетом измеренных величин, отличающийся гем, что, с целью упрощения способа определения коэффициента прессовки, измеряют толщину верхней резиновой накладки перед входом в прессующий зазор, а
40 коэффициент прессовки определяют по следующему соотношению:
45
к (Й|+Й2) Л
л ЗдИЕГГ
ибз - толщины верхней и нижней резиновых накладок соответственно;
6з - толщина обрезиненного корда;
А --шаг нитей корда;
dK -- диаметр пропитанной нити корда.
| Производство шин, РТИ и АТИ, ЦНИИТЭнефтехим, 1979, № 5, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Устройство для регулирования толщины каландруемого слоистого материала | 1980 |
|
SU972480A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
