Изобретение относится к изготов-v. лению обрезиненного металлокордного полотна и может быть использовано в нитераспределительном устройстве к каландру для обрезинивания металло кордного полотна
Известно устройство для обрезинивания металлокордного полотна, содержащее шпулярник, каландр с подвижными шаговым и прижимным роликами о
в известном устройстве при .укладке металлокордных нитей на шаговом ролике для сращивания их концов, сходящих со шпулярника и находящихся в каландреJ отсутствуют средства фиксации их на шаговом ролике, что не исключает смещения нитей вдоль его оси и приводит к снижению качества обрезиненного металлокордного полотнао
Для уменьщения этого недостатка необходимо осуществлять промежуточное обрезиннвание нитей в опрессовочном устройстве с помош;ью прнжима кареточного типао
Прототипом изобретения является устройство для обрезнннвания металлокордного полотна, содержащем шпулярник:, каландр с подвижными шаговым к прижимным роликами и взаимодействую щими с шаговым ролнком магнитами
Из-за установки магнитов, ф1жсирующих металлокордные нити при укладке их в канавках шагового ролика, в полости, образованной цилиндрическим корпусом последнего, увеличивается вес подвиж11ык от шпулярннка к каландру шагового и взаимодействующего с ним прижимного роликов, что затрудняет обслуживание устрбйства, также Как и вьтолнение прижимного ролика гладким, без шаговых канавок,
Цель изобретения - облегчение обслуживания за счет уменьшения веса
подвижного от позиции заправки к каландру шагового ролика.
Это достигается тем, что магйиты установлены на позиции заправки по обе стороны относительно продольной оси прижимного ролика5 выполненного с шаговыми канавкамио
Таким образом, фиксирующие металлокордные нити в канавках шагового и прижимного роликов магниты после заправки нитями шагового ролика остаются на позиции заправки, облегчая транспортирование роликой к каландру дпя сращивания концов нитей шпулярника и каландра.
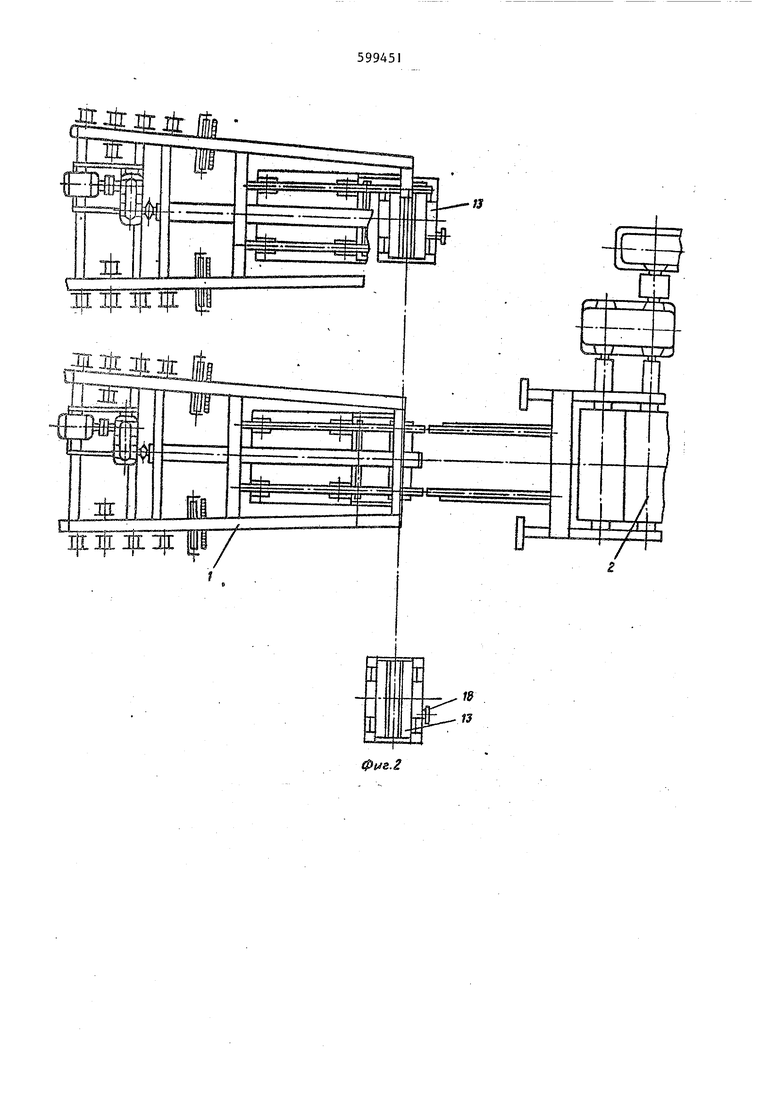
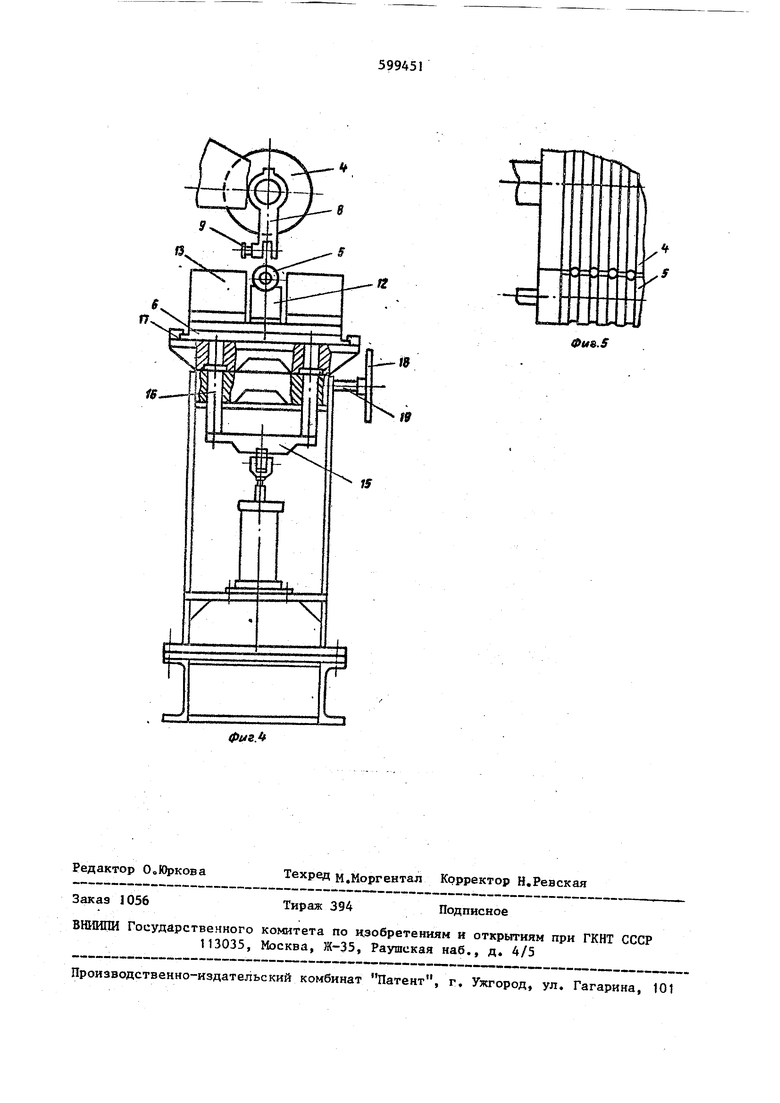
На фиг,1 показано предлагаемое устройство; на - то же, план; , на фиг.З - то же, вид сбоку; на фиг.4 - устройство на позиции заправкн; на фиг о5 - шаговый и прижимной ролики.
Устройство для изготовления обрезиненного металлокордного полотна содержит шпулярник 1 и каландр 2 с подвижными между ними по направляющим 3 шаговым 4 и дрнжимным 5 роликами от стола 6 позиции заправки металлокордньпс нитей к каландру 2.
На оси 7 шагового ролика 4 смойтированы кронштейны 8 с фиксаторами 9 для оси 10 прижимного ролика 5.
На столе 6 установлены плита I со стойками 12 для прижимного ролика 5 и по обе стороны относительно продольной оси последнего магнитами 13о Стол 6 связан с приводом 14 возвратно-поступательного перемещения через траверсу 15 и вертикальные направляющие 16 о Плита 11 связана с ручным при водом ее возвратно-поступательного перемещения по горизонтальным направляюш 1м 17 через маховик 18, закрепленный на валу 19 с шестерней конической зубчатой передачи (не показана), другая шестерня которой смонтирована на ходовом винте 20. Гайка 21 винтовой пары выполнена с упором 22, взаимодействующим с упором 23, имеющимся на плите По,
Магниты J3 могут быть и электрическими и постоянными.
Прижимной ролик 5 может быть выполнен цилиндрическим с кольцевыми или спиральными канавками и в виде призмы с канавками на ее гранях.
Устройство работает следующим образом.
На позицию заправки металлокордных нитей (см. фиг.2) перемещаются шпулярник 1 и шаговый 4 и прижимной 5 ролики, Прижимной ролик 5 устанавливается на стойки 12 между магнитами 13 и центрируется относительно расположенного над столом 6 на направляющих 3 шагового ролика 4 при перемещении плиты 11 поворотом маховика 18 до совмещения шаговых канавок роликов 4, 5о
Металлокордные нити 24 проводятся через нитераспределительные гребенки укладываются в канавки прижимного ролика 5 и фиксируются в них магнитами 13. По окончании укладки нитей 24 по всей длине прижимного ролика 5 включается привод 14, и стол 6 подни,мается до контакта роликов 4, 5. В этом положении нити 24 располагаются в канавках шагового ролика 4, и ось прижимного ролика 5 закрепляется в кронштейнах 8 фикcaтopa ш 9 Далее стол 6 возвращается в исходное положение.
С позиции заправки шпулярник 1 , шаговый 4 и прижимной 5 ролики с размещенными между ними в канавках металлокордными нитями 24 перемещаются к каландру 2. Одновременно с этим другой, отработанный шпулярник 1 с роликами 4, 5 отводится на позицию заправкио
Концы металлокордных нитей 24 с вьюеденного на рабочую позицию шпулярника 1 через шаговый 4 н прижимной 5 ролики соединяются с концами металлокордных нитей обрезиненного полотна на iкаландре 2 Затем по направляющим 3 ролики 4, 5 перемещаются к среднему валку каландра 2, после чего прижимной ролик 5 отводится в нерабочее положение и включается каландр 2„
Конструктивное выполнение устройства согласно описанному изобретению позволяет облегчить обслуживание устройства, сократить время на укладку нитей в канавки шагового ролика, повысит:ь производительность линии для обрезинивания металлокордных нитей а также сократить отходы металлокордного полотна
+ 4-Ь4-Ч-4 А +
:
-f
2223
Фие.З
Л .5
фи.5

| название | год | авторы | номер документа |
|---|---|---|---|
| Нитераспределительное устройство | 1979 |
|
SU861097A1 |
| Установка для перезарядки каландра безуточным кордом | 1984 |
|
SU1224171A2 |
| Нитераспределительное устройство | 1987 |
|
SU1541067A1 |
| Установка для изготовления обрезиненного металлокордного полотна | 1977 |
|
SU758668A1 |
| Способ изготовления обрезиненного металлокордного полотна | 1977 |
|
SU668181A1 |
| Устройство для перемотки нитевид-НОгО МАТЕРиАлА | 1979 |
|
SU848461A1 |
| Устройство для опрессовки металлокордных материалов | 1981 |
|
SU979166A1 |
| УСТАНОВКА ДЛЯ ОБРЕЗИНИВАНИЯ МЕТАЛЛОКОРДА | 1965 |
|
SU171547A1 |
| Устройство для изготовления обрезиненного металлокордного полотна | 1991 |
|
SU1781081A1 |
| Способ изготовления обрезиненного металлокордного полотна | 1977 |
|
SU716858A1 |


УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБРЕЗИНЕННОГО МЕТАЛЛОКОРДНОГО ПОЛОТНА, содержащее шпулярник,. каландр с подвижными шаговым роликом, взаимодействующими с последними магнитами, и прижимным роликом, о т л и ч 'а ю - щ е е с я тем, что, с целью облегчения обслуживания за счет уменьшения веса подвижного от позицш1 заправки к каландру шагового ролика, магниты установлены па позиции заправки по обе стороны относительно продольной оси прижимного ролика, выполненного с шаговыми канавками.
| 1972 |
|
SU415174A1 | |
| Солесос | 1922 |
|
SU29A1 |
| Солесос | 1922 |
|
SU29A1 |
