1,
Изобрете,ние относится К области механической обработки твердых и Х1рупких матеРиалов, а именно -к инструментам для изготовления отверстий.
В основном изобретении по авт. св. № 246284 описан инструмент для изготовления отверстий в твердых и хрупких материалах, включающий корпус с алмазоносной частью, в Которой выполнен продольный 1паз, глубина которого со стороны рабочего торца больше половины диаметра инструмента, а поверхность дна паза выполнена криволинейной.
Недостаток этого инструмента заключается в том, что Пр-и оверлении глубоких отверстий затруднено поступление смазывающе-охлаждающей жидкости в зону обработки, что снижает нроизводительность труда.
Изобретение является усовершенствованием известного инструмента для изготовления отверстий в твердых и хрупких материалах.
Целью изобретения является повышение производительности обработки глубоких отверстий.
Поставленная цель достигается тем, что в инструменте для -изготовления отверстий в твердых и х:рупких материалах, включающем продольный паз, глубина Которого со стороны рабочего торца больше половины
диаметра инструмента, а поверхность дна паза выполнена криволннеййой, в ал-мазоносной части инструмента выполнено соединенное с продольным пазом отверстие, ось которого параллельна оси инструмента и смещена относительно нее на величину, равную половине диаметра отверстия.
На фиг. 1 изображен предлагаемый инструмент, продольный разрез; на фиг. 2- то же, вид со стороны рабочего торца; на фиг. 3 - схема работы инструмента.
Инструмент включает трубчатый «орпус 1 с алмазоносной частью 2, в которой выполнен продольный паз 3.
Глубина паза 3 со стороны торцовой поверхности 4 больше половины диаметра инструмента.
Дно 5 паза 3 имеет криволинейную поверхность.
В ал мазоносной части 2 инструмента выполнено отверстие 6, ось 7 которого параллельна оси 8 инструмента и смещена относительно нее на величину, равную половине диаметра отверстия 6.
Контур, образованный в результате пересечения отверстия 6 с дном 5 паза 3, расположен внутри контура, образованного пересечением паза 3 с торцовой поверхностью 4 инструмента.
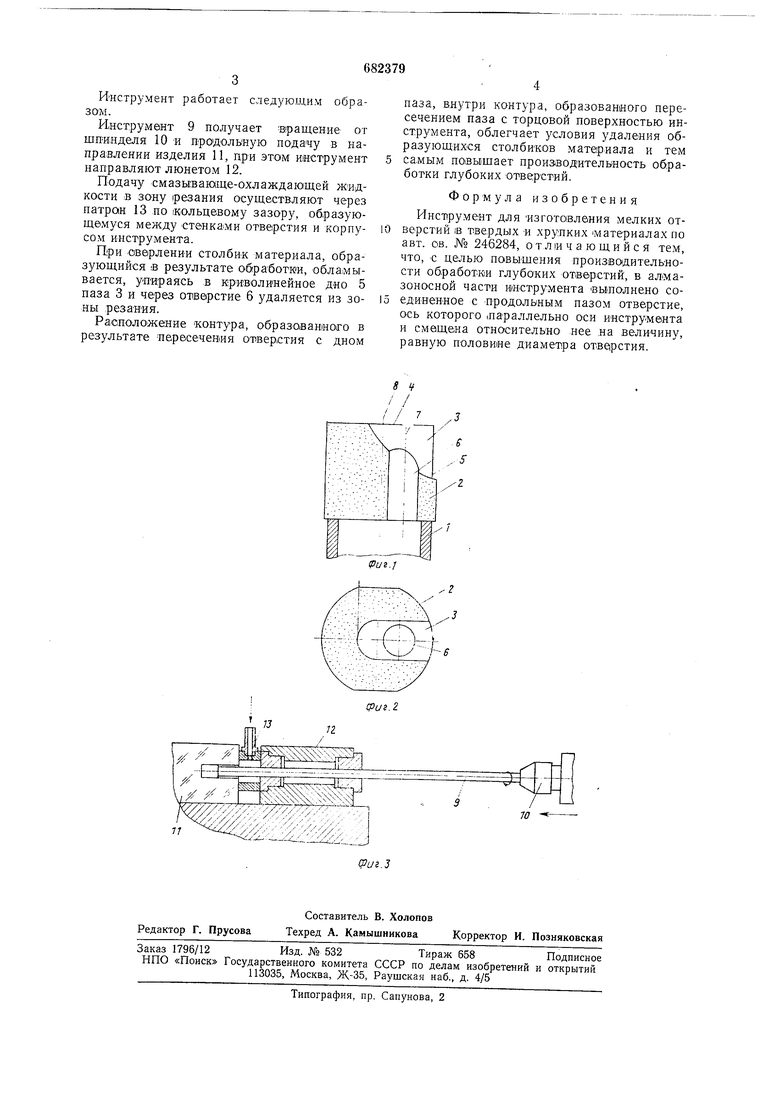
Инструмент работает следуюидим образом.
Инструмент 9 получает таращение от шпИнделя 10 и продольную подачу в направлении изделия 11, при этом ииструмент направляют люнетом 12.
Подачу смазывающе-охлаждающей жидкости 3 зону резания осуществляют через патрон 13 ло кольцевому зазору, образующемуся между стенками отверстия и корпусом инструмента.
При -оварлении столбик материала, образующийся iB результате обработкой, обла.мывается, упираясь ,в криволинейное дно 5 паза 3 и через от1Вврстие 6 удаляется из зоны резания.
Расположение контура, образованиого в результате пересечения отверстия с дном
паза, внутри контура, образованного пересечением паза с торцовой поверхностью инструмента, облегчает условия удаления образующихся столбиков материала и тем самым по1ВЫ щает произ-водительность обработки глубоких отве:рстий.
Формула изобретения
Инструмент для изготовления мелких отверстий IB твердых я хрупких материалах по авт. ОБ. № 246284, отличающийся тем, что, с целью повышения производительяости обработки глубоких отверстий, в алмазоносной части ииструмента выполнено соединенное с продольным пазом отверстие, ось которого лараллельно оси инструмента и смещена относитель-но нее .на величину, равную половине диаметра отве1рстия.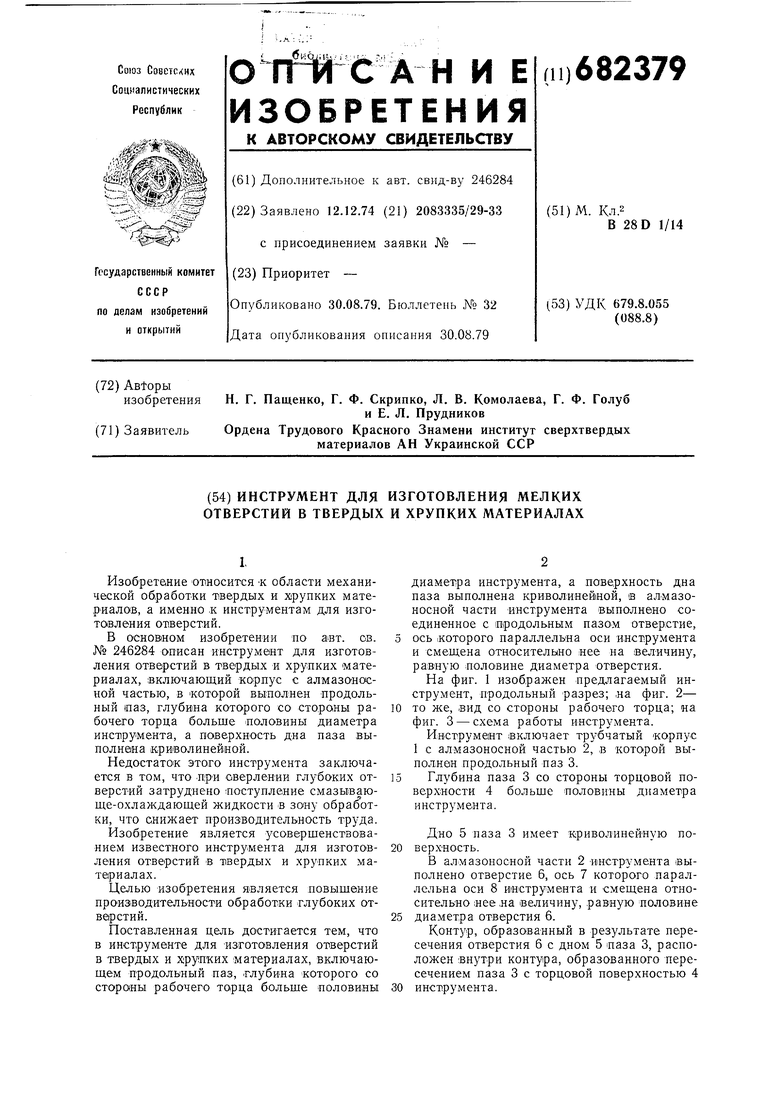
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазный инструмент для сверления отверстий и прорезания пазов | 1975 |
|
SU573351A1 |
| Алмазный инструмент | 1979 |
|
SU804457A1 |
| Алмазный инструмент для сверления мелких отверстий | 1971 |
|
SU365093A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ МЕЛКИХ ОТВЕРСТИЙ | 1972 |
|
SU337205A1 |
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕЛКИХ ОТВЕРСТИЙ В ТВЕРДЫХ И ХРУПКИХ МАТЕРИАЛАХ | 1969 |
|
SU246284A1 |
| Алмазное сверло | 1978 |
|
SU806432A1 |
| Алмазный полосовой инструмент | 1980 |
|
SU895687A1 |
| Способ изготовления алмазного сверла малого диаметра | 1982 |
|
SU1060343A1 |
| АЛМАЗНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ В ТВЕРДЫХ И ХРУПКИХ МАТЕРИАЛАХ | 1970 |
|
SU288591A1 |
| Алмазный инструмент для сверления отверстий | 1975 |
|
SU578193A1 |
5 -2
10
