Изобретение относится к обработке отверстий в полупроводниковых и других твердых хрупких .материалах, например в керамике, ферритах и других, и может быть использовано на предприятиях электронной и радиотехнической промышленности для получения отверстий высокой точности с чистотою поверхности 10-12-го класса.
Известна алмазная головка, содержащая хвостовик и последовательно расположенные конусообразные алмазоносные слои с уменьшающейся к хвостовику зернистостью.
Целью изобретения является создание конструкции алмазной головки, обеспечивающей получение отверстий с высокой частотой поверхности с одной первоначальной установки алмазного инструмента. Достигается это тем, что конусообразные слои выполнены с углами конусности, величина которых уменьшается в соответствии с у.меньшением зернистости слоя.
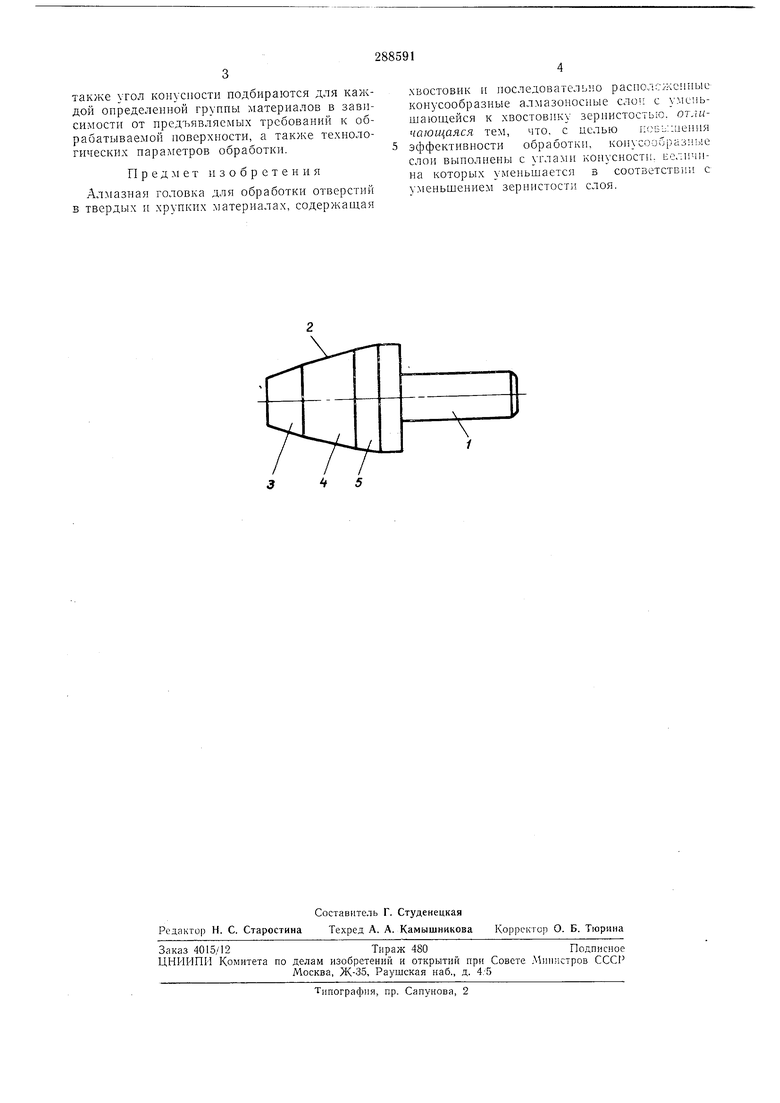
На чертеже изображена предлагаемая алмазная головка.
Она имеет хвостовик 1 и рабочую часть 2. Рабочая часть состоит из трех зон. Зона 3 предназначена для сверления отверстия и чер новой обработки, зона - для получистоврй обработки и зона 5 - для чистовой обработки.
пользованы две или более зоны. Каждая из зон имеет оиределенный для данной зоны угол конусности, что обеспечивает при равных условиях обработки определенную величину снимаемого слоя и соответственно глубину шлифовки для данной зоны.
Обрабатываемою деталь закрепляют в патроне и вращают. Алмазная цилиндрическая головка, установленная в шпинделе для внутреннего щлифования, торцовой частью зоны 3 сверлит отверстие в обрабатываемой детали. Головку устанавливают с эксцентриситетом е, равным 0,,4rf (где d - диаметр торца зоны 3), что обеспечивает хороший подвод смазывающе-охлаждаюидей жидкости и удаление отходов обработки. Кроме того, установка сверла с эксцентриситетом устраняет нулевую скорость, имеющую место при сверлении по центру.
По мере внедрения головки боковая сторона зоны 3 начинает шлифовать отверстие начерно. Так как зернистость зоны 4 меньше, чем у зоны L, то зона 4 обеспечивает получ :стовое шлифование отверстия. П, наконец, зона 5, имеющая еще более мелкую зернистость, будет обеснечивать чистовое шлифование отверстия.
Таким образом, с одной установки алмазного инструмента производится не только сверление отверстия, но и черновое, нолучистовое и чистовое шлифование. Число зон. а
также угол конусности подбираются для каждой определенной группы материалов в зависимости от предъявляемых требований к обрабатываемой поверхности, а также технологических параметров обработки.
Предмет изобретения
Алмазная головка для обработки отверстий в твердых и хрупких материалах, содержащая
хвостовик и иоследовательЮ располсжснныо конусообразные алмазоносные слои с уменьшающейся к хвостовику зернистостью, отличающаяся тем, что. с целью исвь;: 1ения эффективности обработки, коиусоо5раз; Ь е слои вынолнены с углами коиусност к величина которых уменьшается в соотБетствии с уменьшением зернистости слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазное сверло для изготовления кольцевых деталей | 1981 |
|
SU1018853A1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ПОВЫШЕННОЙ КОНЦЕНТРАЦИИ ЗЕРЕН | 2006 |
|
RU2319601C2 |
| Алмазное сверло | 1978 |
|
SU806432A1 |
| Способ изготовления алмазного сверла малого диаметра | 1982 |
|
SU1060343A1 |
| Алмазный инструмент | 1979 |
|
SU804457A1 |
| Инструмент для ультразвуковой обработки | 1979 |
|
SU772611A1 |
| Алмазное сверло | 1983 |
|
SU1212813A1 |
| Способ обработки отверстий и алмазно-абразивное сверло для его осуществления | 1990 |
|
SU1808498A1 |
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ МАКРОТОПОЛОГИИ ВЫСТУПОВ ИНСТРУМЕНТА В ВИДЕ ПРЕРЫВИСТОГО КРУГА | 1997 |
|
RU2136477C1 |
5
