Л,
f i
(Л
05
о со
4:
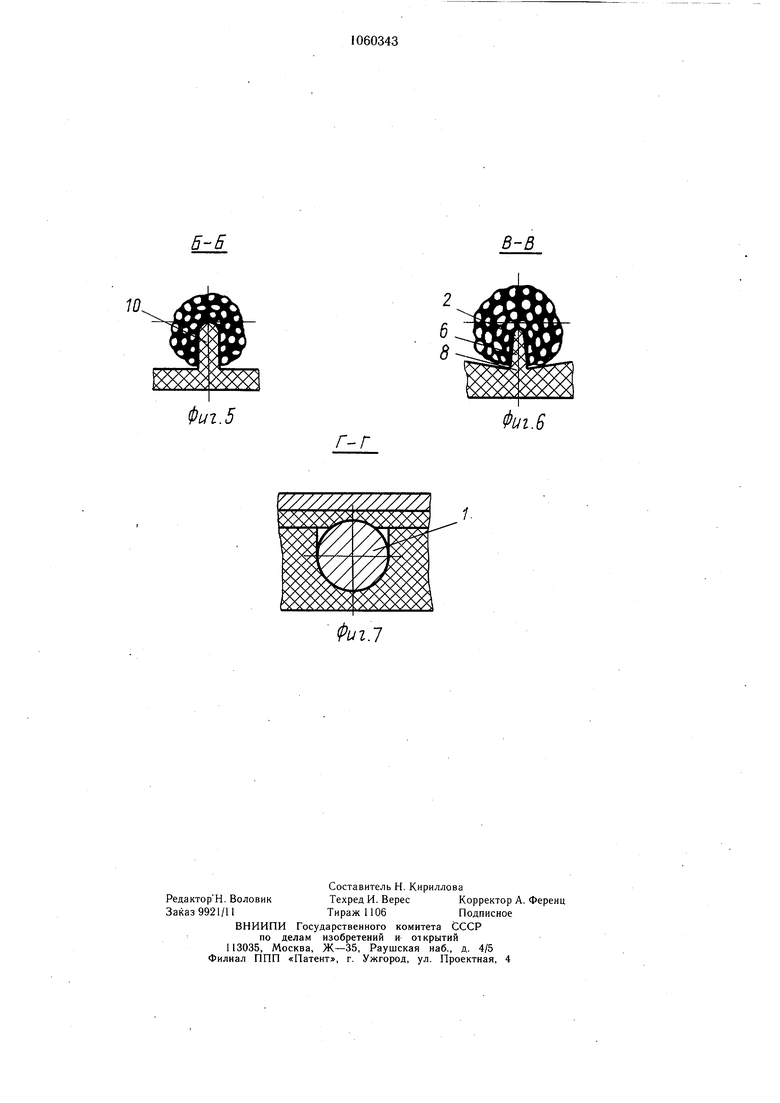
СО Изобретение относится к инструментальной нромышленности и касается способа изготовления алмазных сверл, преимущественно малых размеров сбоковым профильным пазом в рабочей части. Известен способ изготовления алмазного сверла малого диаметра, заключающийся в нанесении алмазных слоев методом гальваностегии на профильную подложку, смещенной по отношению к оси корпуса, по всему ее периметру до формирования требуемого диаметра с дальнейшей прорезкой бокового паза со снятием части подложки по всей толщине со стороны ее основания. Прорезка паза осуществляется тонким абразивным отрезным кругом или проволочным электродом на электроискровом станке 1. Недостатками известного способа изготовления сверл,особенно малого диаметра, являются то,что после нанесения алмазоносных слоев подложка также покрывается этим слое.м. Трудно определить место расположения основания подложки. При прорезке же паза необходимо, чтобы режуший инструмент был установлен точно со стороны основания подложки с тем, чтобы в про.чессе прорезки паза удалялась часть подложки и со стороны торца оставался только алмазоносный слой. Эта операция является трудоемкой и усугубляется еще и тем, что то.-||цииа подложки имеет незначительную величину. Так для сверл диаметром 0,6 мм толщина подложки составляет 0,1 мм. Прорезка паза не в месте нахождения подложки ведет к браку, так как в алмазоносной части остается материал подложки, который препятствует процессу сверления. Кроме того, при прорезке паза сни.мается часть алмазоносного слоя с торцовой части и слой, примыкающий к подложке, что ведет к нарущению целостности алмазоносного слоя, снижает его прочность, стойкость сверл уменьшается. Цель изобретения - повышение производительности и качества сверл при их изготовлении. Поставленная цель достигается тем, что согласно способу изготовления алмазного сверла малого диаметра с боковым пазом вдоль образующей в рабочей части, включающему нанесение алмазоносных слоев на профильную подложку сверла методом гальваностегии, перед нанесением алмазоносных слоев основание подложки устанавливают на возвышающуюся площадку приспособления, выполненного из материала, не поддающегося алмазоносному покрытию, а торец подложки упирают в торец выступа приспособления, форма которого соответствует профилю паза сверла, и после нанесения алмазоносных слоев приспособление удаляют. 43 На фиг. 1 изображено сверло, продольный разрез; на фиг. 2 - вид сверла с торца; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - положение заготовки сверла в приспособлении после нанесения алмазоносных слоев; на фиг. 5 - сечение Б-Б на фиг. 4; на фиг. 6 - сечение В-В на фиг. 4; на фиг. 7 - сечение Г-Г на фиг. 4. Сверло (фиг. 1-3) состоит из корпуса 1, фигурной подложки 2, алмазоносного слоя 3. Вдоль образующей в рабочей части имеется профильный расклиненный паз 4. Размер ширины паза не менее толщины подложки, а глубина паза со стороны торца выполнена с размером более половины диаметра сверла. В сверле имеется также продольный паз 5, со стороны основания 6 подложки. Алмазное сверло изготовляют следующим образом. Корпус 1 (фиг. 4-7) устанавливают на приспособление 7, которое выполнено из материала, не поддающегося алмазоносному покрытию. Основание 6 подложки 2, располагают на возвышающуюся площадку 8 приспособления. Габариты поверхности площадки равны габаритам основания подложки. Торец 9 подложки упирают в торец выступа 10 приспособления 7. Хвостовик корпуса сверла закрепляют на приспособлении планкой 11 через резиновую подложку 12. Площадь торца выступа равна площади торца подложки, а габариты выступа соответствуют форме паза сверла. В этом положении производят нанесение алмазоносных слоев методом гальваностегии. На фиг. 4- 6 показано расположение четырех алмазоносных слоев. При нанесении первого алмазоносного слоя а, алмазные зерна 13 прикрепляются к открытой поверхности подложки 2 и затем заращиваются металлом - связкой 14. При нанесении второго алмазоносного слоя б, алмазные зерна прикрепляются по всему периметру на связке первого слоя, при этом зерна прикрепляются и на связке, расположенной по периферии основания и торца подложки. При дальнейшем заращивании этих алмазных зерен металлом-связкой происходит покрытие зерен по всей поверхности, в том числе и расположенных на периферийной части. Нанесение слоев в, г а если требуется и следующих, производится по указанной схеме. Затем производят открепление корпуса сверла и удаляют приспособление. Часть подложки со стороны торца под конус снимают ручной запиловкой надфилем или алмазной щтрипсой. Предлагаемый способ позволяет наращивать алмазоносный слой с торца подложки по профилю выступа в приспособлении, который имеет форму, cooтвeтctвyющyю форме требуемого паза в сверле, а также наращивать алмазоносный слой и с боковых
сторон основания подложки по профилю возвышающейся площадки приспособления. Данный способ изготовления сверл обеспечивает в процессе алмазоносного покрытия получение инструмента с готовым профильным пазом требуемой формы и продольной выемкой в основании подложки по всей ее длине. Исключается операция по прорезке паза. Это повышает производительность изго1овления сверл, и резко сокращает брак, так как именно при прорезке паза получается максимальный брак в процессе изготовления сверл, особенно малых диаметров. При изготовлении сверл предлагаемым способом , алмазоносный слой после
его формирования получается цельным, требуемой формы. Это повыщает надежность инструмента и его стойкость. Инструмент позволяет работать с повыщенными осевыми усилиями, т.е.с большей производительностью.
Уменьшается брак от поломки сверл в процессе обработки отверстий, что повышает выход годных изделий. Алмазные сверла могут быть использованы в электронной, радиотехнической, приборостроительной, ювелирной промышленности при сверлении отверстий в твердых и хрупких неметаллических материалах: в ситалле, керамике, кварце, полупроводниках, поликоре, рубине.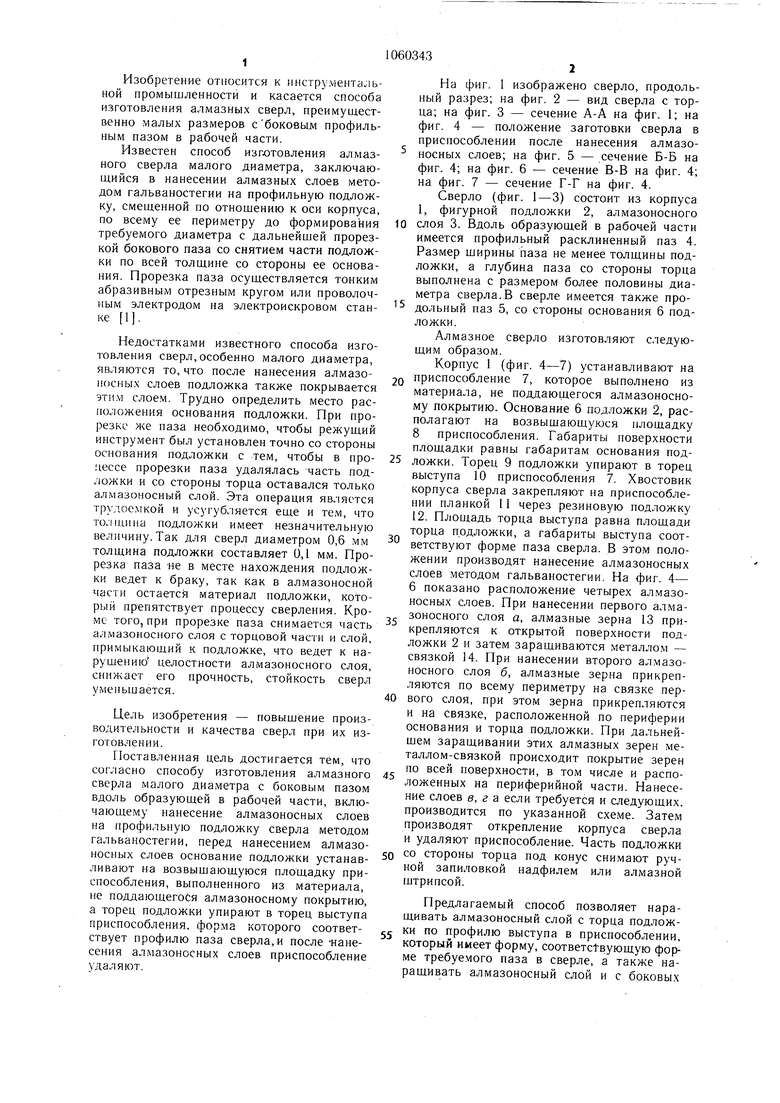

| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазное сверло | 1980 |
|
SU1009783A1 |
| Способ изготовления режущего сегмента для алмазного сверла | 1979 |
|
SU865551A1 |
| Способ изготовления алмазного трубчатого сверла | 1982 |
|
SU1044456A1 |
| Способ изготовления алмазного инструмента | 1985 |
|
SU1316804A1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2072297C1 |
| Алмазное стержневое сверло | 1981 |
|
SU952468A1 |
| Способ изготовления отрезных кругов | 1990 |
|
SU1803315A1 |
| Алмазное сверло | 1978 |
|
SU806432A1 |
| Трубчатое сверло | 1974 |
|
SU484941A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО СВЕРЛА МАЛОГО ДИАМЕТРА с боковым пазом вдоль образующей в рабочей части, включающий нанесение алмазоносных слоев на профильную подлож ку сверла методом гальваностегии, отличающийся тем,что, с целью повыщения про.изводктельности и качества сверл при их изготовлении, перед нанесением алмазоносных слоев основание подложки устанавливают на возвыщающуюся площадку приспособления, выполненного из материала, не поддающегося алмазоносному покрытию, а торец подложки упирают в торец выступа приспособления, форма которого соответствует профилю паза сверла,и после нанесения алмазоносных слоев приспособление удаляют.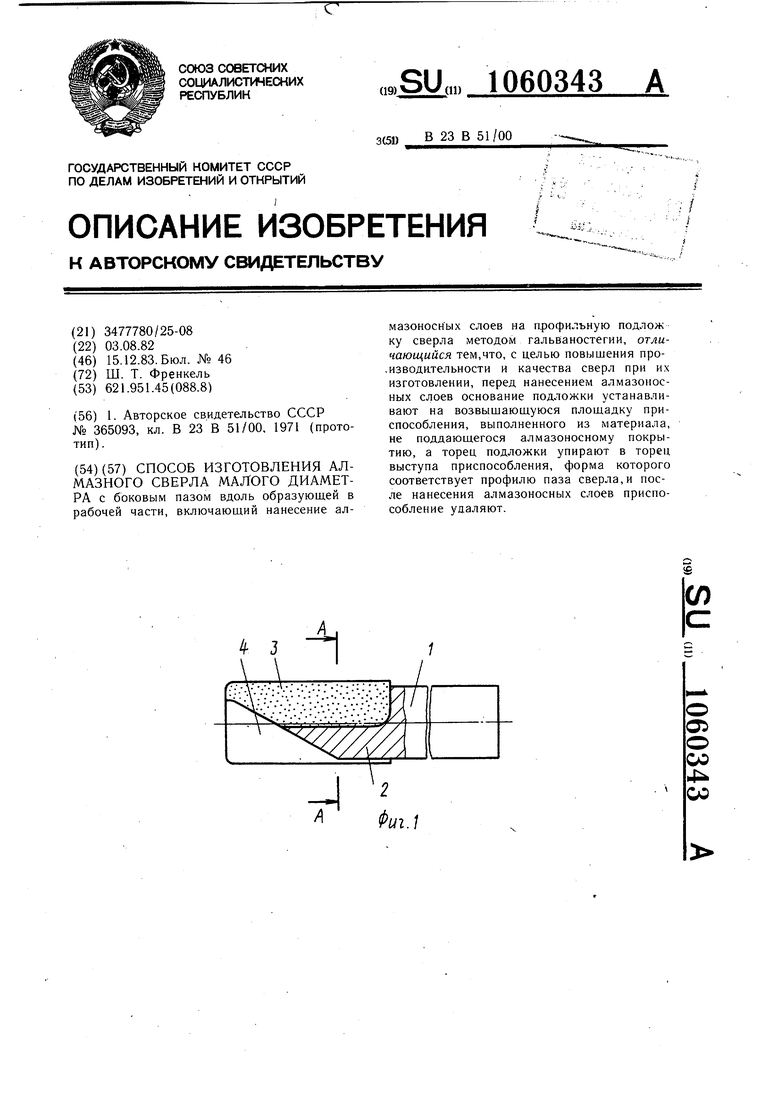
Фиг.г
5-6
6-В
Фиг. 5
Фиг.6
Фиг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Алмазный инструмент для сверления мелких отверстий | 1971 |
|
SU365093A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
