ным контактным нагревателем в виде колпачка из гофрированного материала с высоким удельным сопротивлением, на котором укреплены контактные планки, и закрепленным на одной стойке упором, а основной контактный нагреватель выполнен в виде кольца с гнездом в виде усеченного конуса для завариваемых деталей.
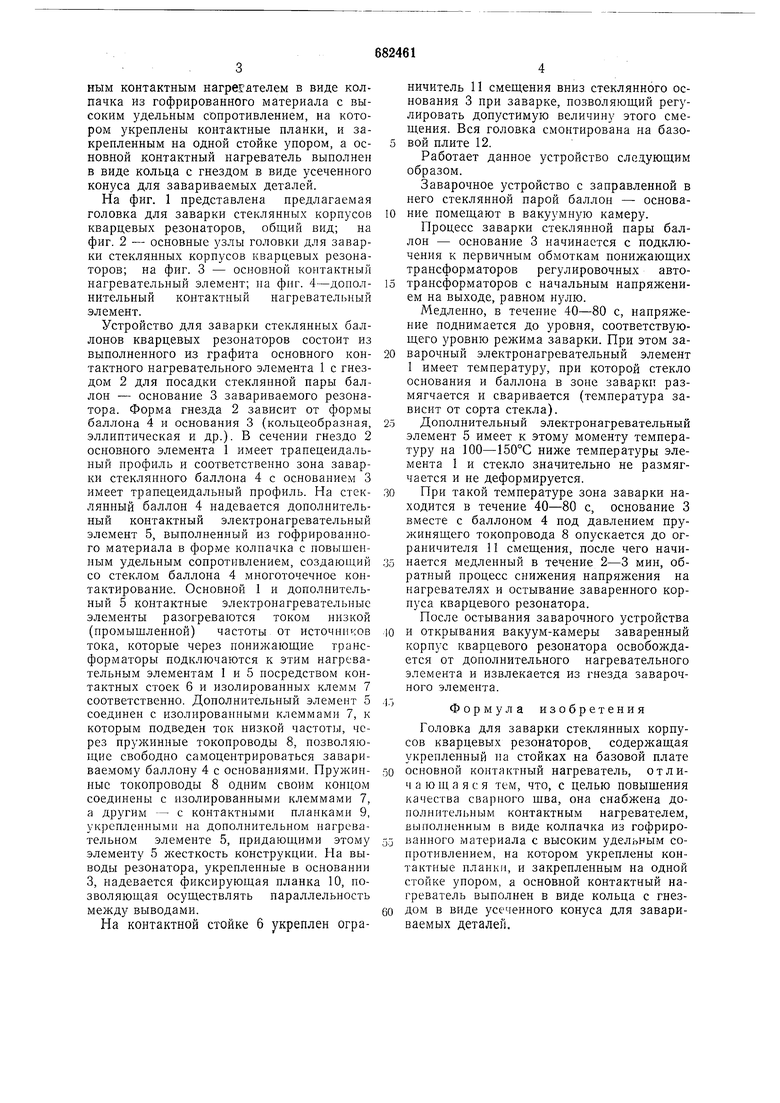
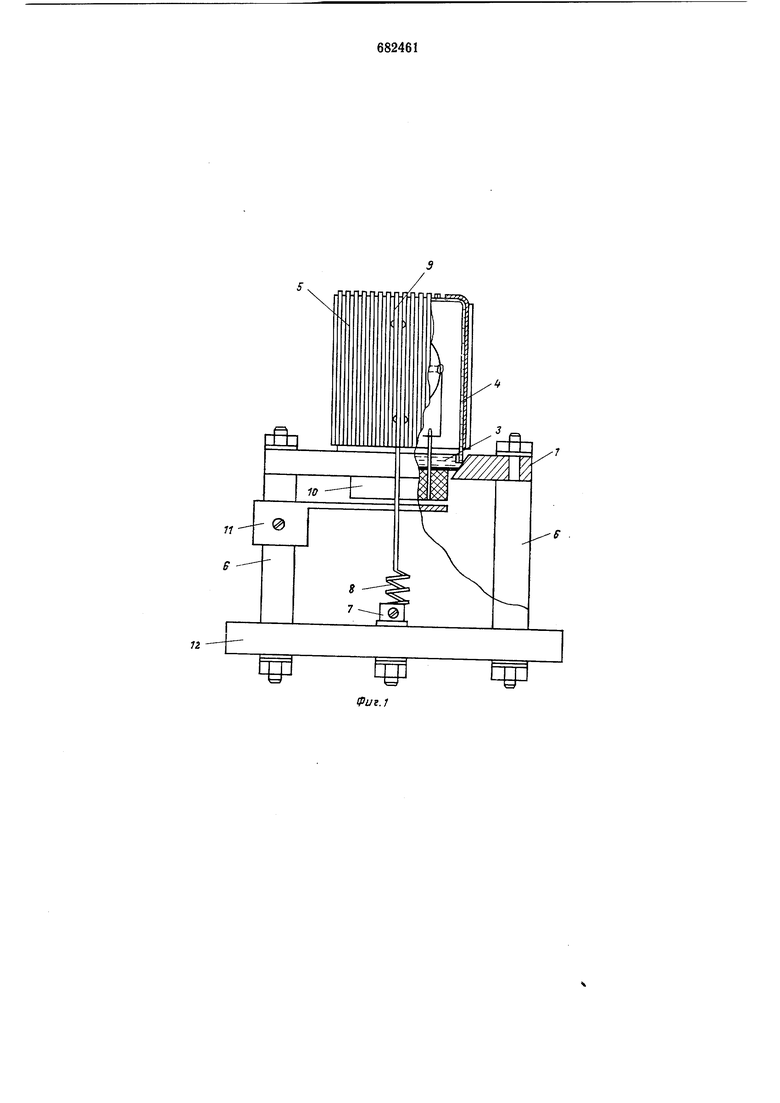
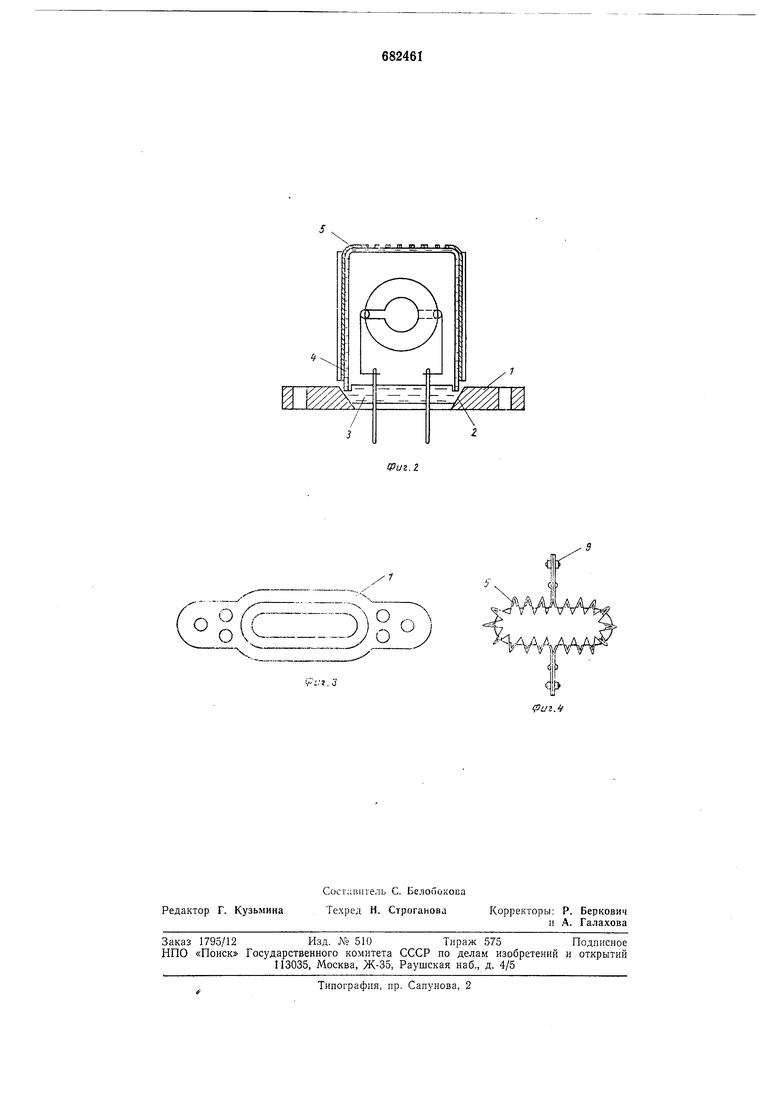
На фиг. 1 представлена предлагаемая головка для заварки стеклянных корпусов кварцевых резонаторов, общий вид; на фиг. 2 - основные узлы головки для заварки стеклянных корпусов кварцевых резонаторов; на фиг. 3 - основной контактный нагревательный элемент; на фиг. 4-дополнительный контактный нагревательный элемент.
Устройство для заварки стеклянных баллонов кварцевых резонаторов состоит из выполненного из графита основного контактного нагревательного элемента 1 с гнездом 2 для посадки стеклянной пары баллон - основание 3 завариваемого резонатора. Форма гнезда 2 зависит от формы баллона 4 и основания 3 (ко.тьцеобразная, эллиптическая и др.). В сечении гнездо 2 основного элемента 1 имеет трапецеидальный профиль и соответственно зона заварки стеклянного баллона 4 с основанием 3 имеет трапецеидальный профиль. На стеклянный баллон 4 надевается дополнительный контактный электронагревательный элемент 5, выполненный из гофрированного материала в форме колпачка с повышенным удельным сопротивлением, создающий со стеклом баллона 4 многоточечное контактирование. Основной 1 и дополнительный 5 контактные электронагревательные элементы разогреваются током низкой (промышленной) частоты от источников тока, которые через понижающие трансформаторы подключаются к этим нагревательным элементам I и 5 посредством контактных стоек 6 и изолированных клемм 7 соответственно. Дополнительный элемент 5 соединен с изолированными клеммами 7, к которым подведен ток низкой частоты, через пружинные токопроводы 8, позволяющие свободно самоцентрироваться завариваемому баллону 4 с основаниями. Пружинные токопроводы 8 одним своим концом соединеиы с изолированными клеммами 7, а другим - с контактными планками 9, укрепленными на дополнительном нагревательном элементе 5, придающими этому элементу 5 лсесткость конструкции. На выводы резонатора, укрепленные в основании 3, надевается фиксирующая планка 10, позволяющая осуществлять параллельность между выводами.
На контактной стойке 6 укреплен ограничитель 11 смещения вниз стеклянного основания 3 при заварке, позволяющий регулировать допустимую величину этого смещения. Вся головка смонтирована на базовой плите 12.
Работает данное устройство слацующям образом.
Заварочное устройство с заправленной в него стеклянной парой баллон - основание помещают в вакуумную камеру.
Процесс заварки стеклянной пары баллон - основание 3 начинается с подключения к первичным обмоткам понижающих трансформаторов регулировочных автотрансформаторов с начальным напряжением на выходе, равном нулю.
Медленно, в течение 40-80 с, напряжение поднимается до уровня, соответствующего уровню режима заварки. При этом заварочный электронагревательный элемент 1 имеет температуру, при которой стекло основания и баллона в зоне заварки размягчается и сваривается (температура зависит от сорта стекла).
Дополнительный электронагревательный элемент 5 имеет к этому моменту температуру на 100-150°С ниже температуры элемента 1 и стекло значительно не размягчается и не деформируется. При такой температуре зона заварки находится в течение 40-80 с, основание 3 вместе с баллоном 4 под давлением пружинящего токопровода 8 опускается до ограничителя 11 смещения, после чего начпнается медленный в течение 2-3 мин, обратный процесс снижения напряжения на нагревателях и остывание заваренного корпуса кварцевого резонатора.
После остывания заварочного устройства и открывания вакуум-камеры заваренный корпус кварцевого резонатора освобождается от дополнительного нагревательного элемента и извлекается из гнезда заварочного элемента.
Формула изобретения
Головка для заварки стеклянных корпусов кварцевых резонаторов, содержащая укрепленный па стойках на базовой плате
основной контактный нагреватель, отличающаяся тем, что, с целью повышения качества сварного щва, она снабжена дополнительным контактным нагревателем, выполненным в виде колпачка из гофрированного материала с высоким удельным сопротивлением, на котором укреплены контактные планки, и закрепленным на одной стойке упором, а основной контактный нагреватель выполнен в виде кольца с гнездом в виде усеченного конуса для завариваемых детален.
п
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки токами высокой частоты микроминиатюрных резонаторов | 1989 |
|
SU1696221A1 |
| УСТРОЙСТВО для ЗАВАРКИ СТЕКЛЯННЫХ КВАРЦЕВЫХ | 1971 |
|
SU306547A1 |
| Головка для заварки токами высокой частоты микроминиатюрных резонаторов | 1974 |
|
SU538856A1 |
| Машина для сварки изделий из стекла | 1979 |
|
SU876559A1 |
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ЗАВАРЕННЫХ НАПИТКОВ | 2006 |
|
RU2423063C2 |
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ЗАВАРЕННЫХ НАПИТКОВ | 2011 |
|
RU2575814C2 |
| САМОВАР КОМБИНИРОВАННЫЙ | 2011 |
|
RU2552223C2 |
| Устройство для сборки герконов | 1988 |
|
SU1605285A1 |
| Установка для соединения деталей электровакуумных приборов | 1978 |
|
SU791673A1 |
| Термостат для кварцевых резонаторов | 1975 |
|
SU555386A1 |
Уиг.З
