(54) УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ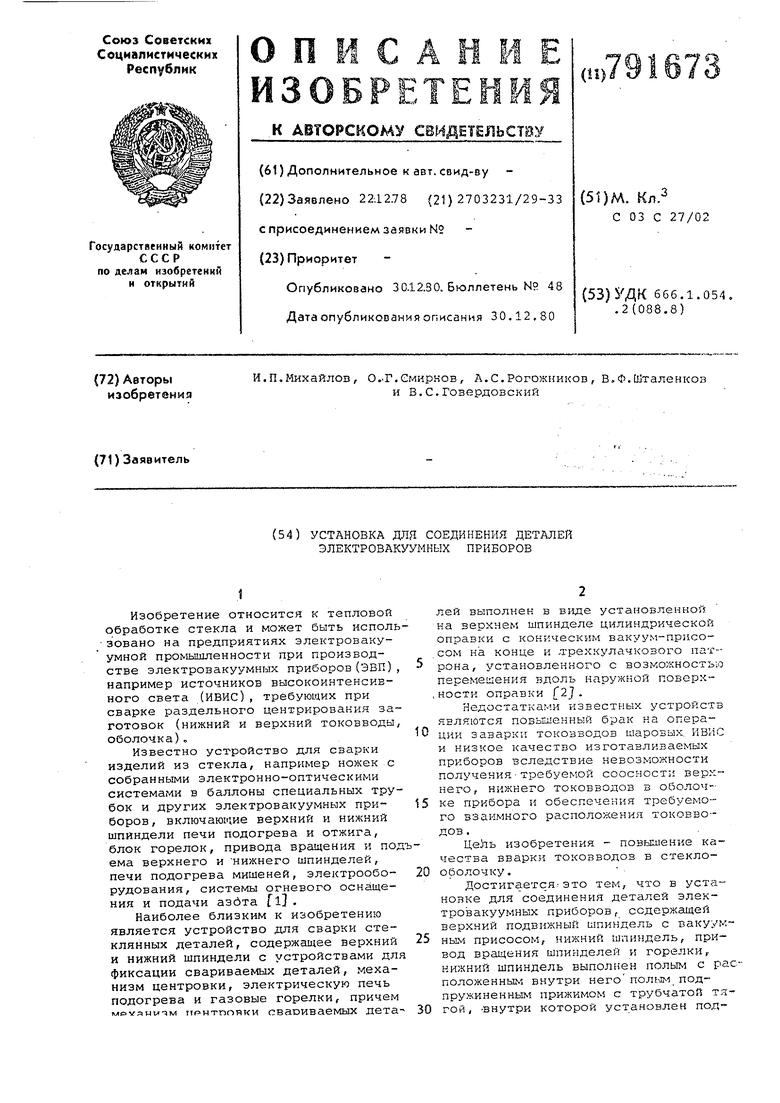

| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАВАРОЧНО-ОТКАЧНОЙ ПОЛУАВТОМАТ ДЛЯ СВЕРХМИНИ.ЛТЮРНЫХ ЛАМП НАКАЛИВАНИЯ | 1967 |
|
SU200021A1 |
| Машина для сварки изделий из стекла | 1979 |
|
SU876559A1 |
| Оправка для герметизации электровакуумных приборов | 1976 |
|
SU710993A1 |
| Станок для изготовления электровакуумных приборов | 1983 |
|
SU1157031A1 |
| Станок для заварки стеклозаготовок | 1979 |
|
SU870362A1 |
| Станок для заварки изделий | 1976 |
|
SU643445A1 |
| Устройство для зажима стеклозаготовок приСВАРКЕ | 1979 |
|
SU850621A1 |
| Установка для сварки конуса электронно-лучевой трубки с тубусом | 1987 |
|
SU1516467A1 |
| Машина для сварки изделий из стекла | 1976 |
|
SU643444A1 |
| Способ сварки экрана с конусом | 1981 |
|
SU975606A1 |
Изобретение относится к тепловой обработке стекла и может быть исполь зовано на предприятиях электровакуумной промышленности при производстве электровакуумных приборов(ЭВП) например источников высокоинтенсивного света (ИБИС), требующих при сварке раздельного центрирования заготовок (нижний и верхний токовводы оболочка)« Известно устройство для сварки изделий из стекла, например ножек с собранными электронно-оптическими системами в баллоны специальных тру бок и других электровакуумных приборов, включающие верхний и нихший шпиндели печи подогрева и отжига, блок горелок, привода вращения и по ема верхнего и нижнего шпинделей, печи подогрева мишеней, электрооборудования, системы огневого осна.щения и подачи азбта f1. Наиболее близким к изобретению является устройство для сварки стеклянных деталей, содержащее верхний и нижний шпиндели с устройствами дл фиксации свариваемых деталей, механизм центровки, электрическую печь подогрева и газовые горелки, причем моуяычтм црнтпопки свариваемых дета лей выполнен в виде установленной на верхнем шпинделе цилиндрической оправки с коническим вакуум-присосом на конце и я-рехкулачкового патрона, установленного с возможностью перемещения вдоль наружной поверхности оправки Г2 . Недостатками известных устройств являются повышенный брак на операЦИК заварки токовводов шаровых. ИВИС и низкое качество изготавливаемых приборов вследствие невозможности получениятребуемой соосности верхнего, нижнего токовводов в оболочке прибора и обеспечения требуемого взаи.много расположения токовводов , ЦеУгь изобретения - повыи1ение качества вварки токовводов в стеклооболочку. Достигается-это тем, что в установке для соединения деталей электровакуумных приборов, содержащей верхний подвижный шпиндель с вакуумным присосом, нижний шпиндель, привод вращения шпинделей и горелки, нижний шпиндель выполнен полым с расположенным внутри негопольм подпружиненным прижимом с трубчатой тягой, -внутри которой установлен подпружиненный водородный трубопровод с фторопластовым наконечником на его верхнем конце, и с расположенной в его, верхней части оправкой с прорезью и размещенной на ней цангой, Соединенной посредством рычажной системы с пневмоцилиндром.
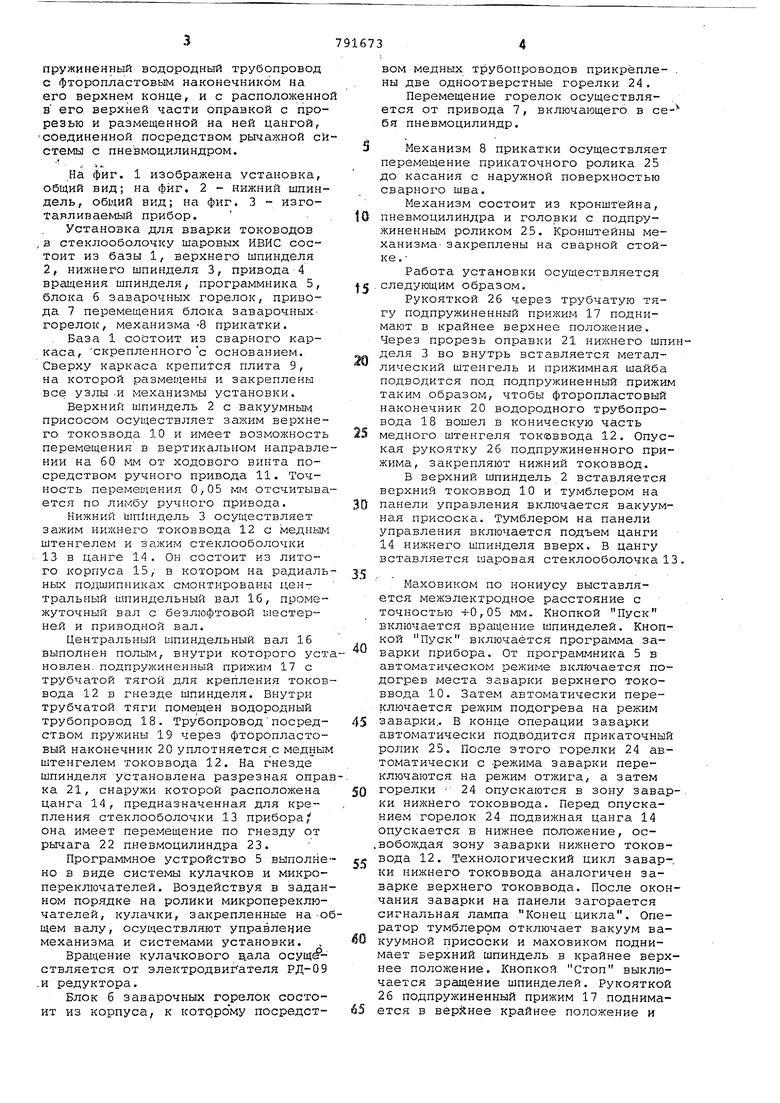
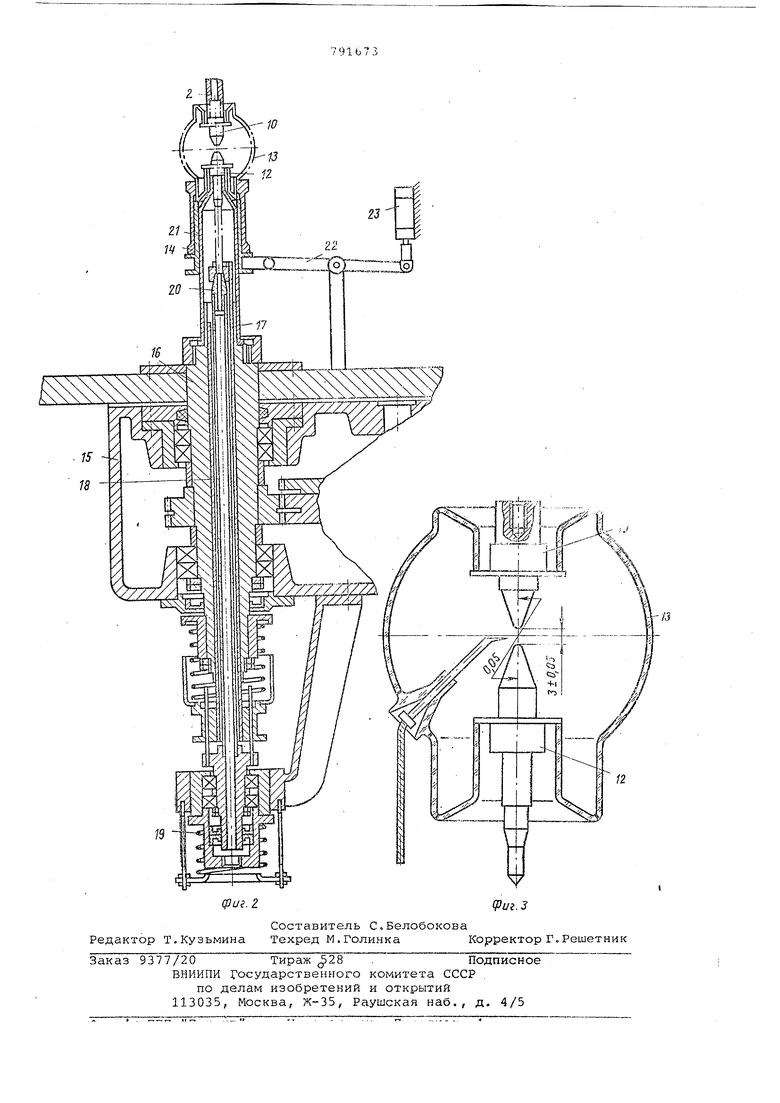
На фиг, 1 изображена установка, общий вид; на фиг. 2 - нижний шпиндель, общий вид; на фиг. 3 - изготавливаемый прибор.
Установка для вварки тоководов ,3 стеклооболочку шаровых ИВИС состоит из базы 1, верхнего шпинделя 2, нижнего шпинделя 3, привода 4 вращения шпинделя, программника 5, блока 6 заварочных горелок, привода 7 перемещения блока заварочных горелок, механизма -8 прикатки.
. База 1 состоит из сварного каркаса, скрепленногос основанием. Сверху каркаса крепится плита 9, на которой размещены и закреплены все узлы .и механизмы установки.
Верхний шпиндель 2 с вакуумным присосом осуществляет зажим верхнего токоввода 10 и имеет возможность перемещения в вертикальном направлении на 60 мм от ходового винта посредством ручного привода 11. Точность перемещения 0,05 мм отсчитывается по лимбу ручного привода.
Нижний Шп11ндель 3 осуществляет зажим нижнего токоввода 12 с медным штенгелем и зажим стедклооболочки 13 в цанге 14. Он состоит из литого корпуса 15, в котором на радиальных подшипниках смонтированы центральный шпиндельный вал 16, промежуточный вал с безлюфтовой ыестерней и приводной вал.
Центральный шпиндельный вал 16 выполнен полым, внутри которого установлен, подпружиненный прижим 17 с трубчатой тягой для крепления токоввода 12 в гнезде шпинделя. Внутри трубчатой тяги водородный трубопровод 18. Трубопроводпосредством пружины 19 через фторопластовый наконечник 20 уплотняется с медным штенгелем токоввода 12. На гнезде шпинделя установлена разрезная оправка 21, снаружи которой расположена цанга 14, предназначенная для крепления стеклооболочки 13 прибора/ она имеет перемещение по гнезду от рычага 22 пневмоцилиндра 23.
Программное устройство 5 выполнено в виде системы кулачков и микропереключателей. Воздействуя в задан™ ном порядке на ролики микропереключателей, кулачки, закрепленные на юбщем валу, осуществляют управление механизма и системами установки.
Вращение кулачкового ц,ала осуществляется от электродвигателя РД-09 .и редуктора.
Блок 6 заварочных горелок состоит из корпуса, к которому посредством медных трубопроводов прикрёпле- . ны две одноотверстные горелки 24.
Перемещение горелок осуществляется от привода 7, включающего в се- бя пневмоцилиндр.
Механизм 8 прикатки осуществляет перемещение прикаточного ролика 25 до касания с наружной поверхностью сварного шва.
Механизм состоит из кронштейна, пневмоцилиндра и головки с подпружиненным роликом 25. Кронштейны механизма- закреплены на сварной стойке .
Работа установки осуществляется .следующим образом.
Рукояткой 26 через трубчатую тягу подпружиненный прижим 17 поднимают в крайнее верхнее положение. Через прорезь оправки 21 нижнего шпинделя 3 во внутрь вставляется металлический штенгель и прижимная шайба подводится под подпружиненный прижим таким образом, чтобы фторопластовый наконечник 20 водородного трубопровода 18 вошел в коническую часть медного штенгеля токаввода 12. Опуская рукоятку 26 подпружиненного прижима, закрепляют нижний токоввод.
В верхний шпиндель 2 вставляется верхний токоввод 10 и тумблером на панели управления включается вакуумная присоска. Тумблером на панели управления включается подъем цанги 14 нижнего шпинделя вверх. В цангу вставляется шаровая стеклооболочка 13 .
- - ,,
Маховиком по нониусу выставляется межэлектродное расстояние с точностью +0,05 мм. Кнопкой Пуск включается врагцение шпинделей. Кнопкой Пуск включается программа заварки прибора. От программника 5 в автоматическом режиме включается подогрев места заварки верхнего токоввода 10. Затем автоматически переключается режим подогрева на режим
заварки.. В конце операции заварки автоматически подводится прикаточннй ролик 25. После этого горелки 24 автоматически с -режима заварки переключаются на режим отжига, а затем
горелки - 24 опускаются в зону заварки нилшего токоввода. Перед опусканием горелок 24 подвижная цанга. 14 опускается в нижнее положение, ос.вобождая зону заварки нижнего токоввода 12. Технологический цикл заварки нижнего токоввода аналогичен заварке верхнего токоввода. После окончания заварки на панели загорается сигнальная лампа Конец цикла. Оператор тумблером отключает вакуум вакуумной присоски и маховиком поднимает верхний шпиндель в крайнее верхнее положение. Кнопкой Стоп выключается вращение шпинделей. Рукояткой 26 подпружиненный прижим 17 поднимается в верхнее крайнее положение и
через прорезь оправки 21 вынимается заваренный прибор.
Конструкция предлагаемой установки для вварки токовводов в стеклооболочку шаровых ИВИС позволяет вваривать последовательно два токоввода, обеспечивая при этом их соосность и взаимное расположение их с точностью +0,05 мм.
Формула изобретения
Установка для соединения деталей электровакуумных приборов, содержащая верхний подвижный шпиндель с вакуумным присосом, нижний шпиндель, привод враьдения шпинделей и горелки, отличающаяся тем, чтр, с целью повышения качества вварки токовБОДов в стеклообблочку, нижний шпиндель выполнен полым с расположенным внутри него полым подпру-. жиненным прижимом с трубчатой тягой, внутри которой установлен подпружиненный водородный трубопровод с фторопластовым наконечником на его верхнем конце, и с расположенной в его верхней части оправкой с прорезью и размещенной на ней цангой, соединенной посредством рычажной системы с пнёвмоцилиндром.
Источники информации, принятые во внимание при экспертизе
