Изобретение относится к области электроники. Головка предназначена, в частности, для герметизации токами высокой частоты пьезоэлектрических вакуумных резонаторов и других вакуумных нриборов электронной техники.
Известны различные устройства для герметизации токами высокой частоты кварцевых резонаторов.
Известна головка для заварки токами высокой частоты микроминиатюрных резонаторов, содержащая базовую плату, кондуктор и концентратор, выполненный в виде перевернутого цилиндрического стакана с гнездом для завариваемой детали, выполненным в дне стакана, и радиальной прорезью, соединенной с этим гнездом и переходящей на боковую поверхность стакана 1.
Известное устройство является одноместным и потому малопроизводительным.
Для устранения этого недостатка, с целью повыщения производительности путем одновременной заварки нескольких деталей при одновременном повыщении качества сварки соединения, в дне цилиндрического стакана выполнены дополнительные гнезда по числу завариваемых деталей, соединенные между собой прорезями, образующими разомкнутое кольцо, и дополнительная радиальная прорезь, размещенная в месте размыкания кольца и переходящая в центральное сквозное отверстие.
выполнено в дне стакана, при этом первая радиальная прорезь расположена на одном диаметре с донолнительной.
Благодаря такому конструктивному исполнению, концентратор выполняет роль пространственного омегообразного витка вторичной обмотки воздушного высокочастотного трансформатора, обеспечивая одинаковую мощность высокочастотного разогрева коварового кольца
0 свариваемого со стеклянной цокальной ножкой. Идентичные условия заварки и последующего отжига стеклометаллических деталей исключает нагрев прижимов и центрирующей их оси от действия высокочастотного ноля. Мно5гопозиционная головка выполнена съемной, что позволяет производить ее загрузку и разгрузку вне рабочей зоны установки.
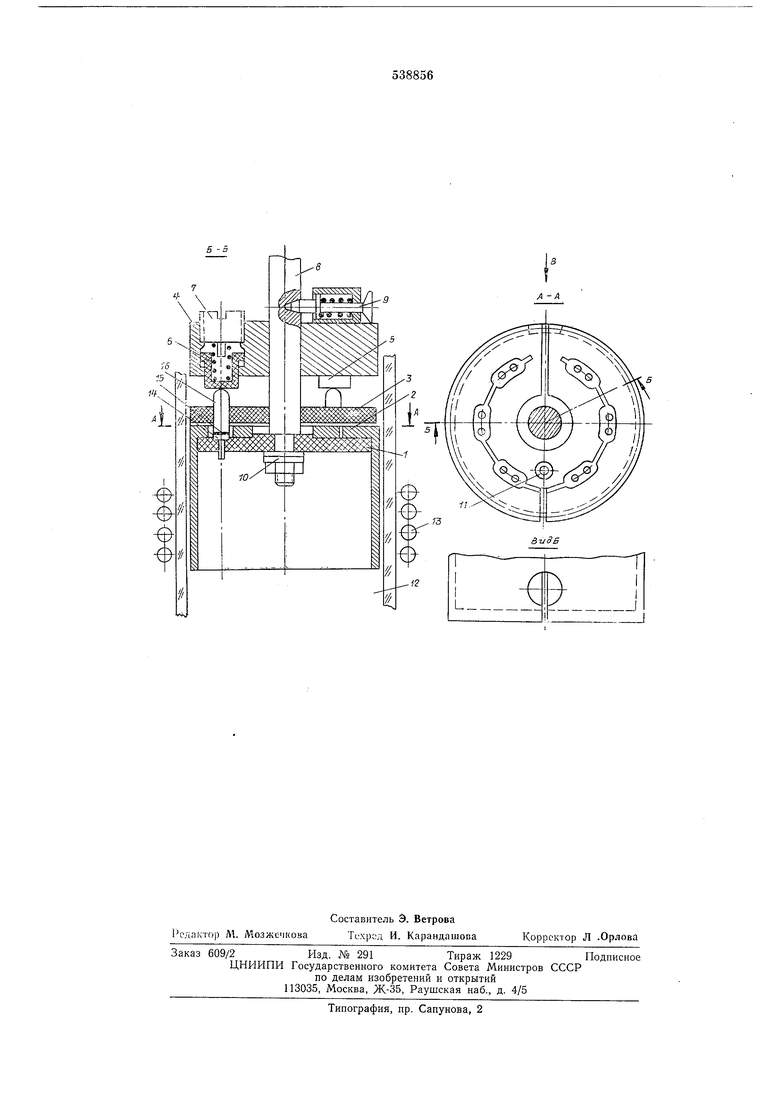
На чертеже показана онисываемая головка.
Она имеет базовую плату 1, закрепленную внутри концентратора 2 кондуктора 3. Внутри барабана 4 размещены нажимные цилиндры 5 с пружинами 6 и регулировочными винтами 7. В нижнем ц верхнем положениях барабан 4 фиксируется на оси с помощью фиксатора 9. Базовая плата 1 с концентратором 2 закреплена в нижней части оси 8 при помощи гайки 10. Симметричное расположение каждой позиции осуществляется посредством ориентирующей
0 оси 11. Многопозиционная головка размещается внутри вакуумной стеклянной камеры 12 с индуктором 13.
Свариваемые детали - коваровые кольца 14 и стеклянные цокольные ножки 15. Каждый свариваемый пьезоэлемент накрывается баллоном 16.
Головка работает следующим образом.
Барабан 4 и кондуктор 3 поднимают и фиксируют в верхнем положении. В фиксирующие отверстия базовой платы вставляют стекляиные цокольные ножки 15 с установленными коваровыми кольцами 14 и смонтированными пьезоэлементами, оиускают в кондуктор 3 через окно в кондукторе 3 накрывают каждый пьезоэлемент баллоном 16. Нажимными цилиндрами 5 нри помощи барабана 4, зажимают детали 14 и 15, подлежащие заварке, при этом срабатывает фиксатор 9, и барабан 4 закрепляется в нижнем положении. Головку помещают в камеру 12, откачивают воздух и включают высокочастотный генератор, нагрузкой является индуктор 13 и находящийся в высокочастотном иоле концентратор 2 с цилиндрической обоймой вместе выполняющий роль омегообразиого витка, обтекаемый током высокой частоты, обеспечивает одновремеииыйи одинаковый разогрев всех коваровых колец, которые, в свою очередь, плавят свекла кварцедержателя (кольца 14, ножки 15), в результате чего под давлением нажимного устройства образуется сварное соединение. После заварки происходит илавиый отжиг шва, и герметизация окончена.
Формула изобретения
Головка для заварки токами высокой частоты микроминиатюрных резонаторов, содерл ащая базовую плату, кондуктор и концентратор, выполненный в виде перевернутого цилиндрического стакана с гнездом для заварнваемой детали, выиолненными в виде стакана, и радиальной прорезью, соединенной с этим гнездом и переходящей иа боковую поверхность стакана, отличающаяся тем, что, с целью иовышения ироизводительиости
путем одновременной заварки нескольких деталей ири одновременном повышении качества сварного соединения, в дне цилиндрического стакана выполнены дополнительные гнезда по числу завариваемых деталей, соедииенные
между собой прорезями, образующими разомкнутое кольцо, и доиолнительная радиальная прорезь, размещенная в месте размыкания кольца и переходящая в центральное сквозное отверстие, выполиенное в дне стакана, при
этом иервая радиальная прорезь расположена на одном диаметре с дополнительной.
Источник информации, принятый во внимание при экспертизе:
1. Технический отчет но теме «Спай, РЦО.
007.303, предприятие п/я Х-5332, 1971, стр. 56-57.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки токами высокой частоты микроминиатюрных резонаторов | 1989 |
|
SU1696221A1 |
| Головка для заварки стеклянных корпусов кварцевых резонаторов | 1976 |
|
SU682461A1 |
| Головка для заварки токами высокой частоты металлических корпусов малогабаритных резонаторов | 1987 |
|
SU1466893A1 |
| Газоразрядная высокоинтенсивная лампа | 1982 |
|
SU1163392A1 |
| Герметичный токоввод в кварцевую колбу газоразрядной лампы | 1981 |
|
SU1012373A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ В ПЛАСТМАССОВОМ КОРПУСЕ | 1969 |
|
SU243075A1 |
| Пьезоэлектрический двигатель | 1976 |
|
SU817818A1 |
| МАЛОГАБАРИТНЫЙ ТВЕРДОТЕЛЫЙ ВОЛНОВОЙ ГИРОСКОП | 2007 |
|
RU2362121C2 |
| Мощная газоразрядная лампа и способ ее изготовления | 1981 |
|
SU970513A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБОК МАЛОГО ДИАМЕТРА И БОЛЬШОЙ ДЛИНЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2203755C2 |