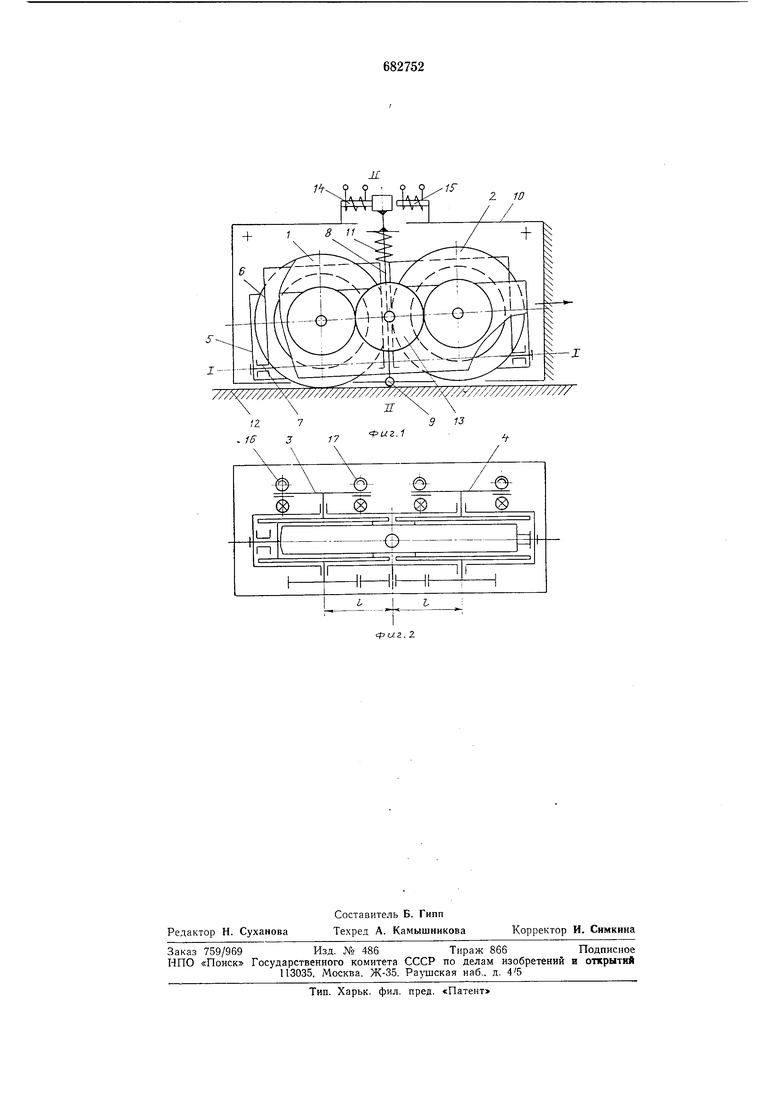
Для измерения величины линейного неремещвния лодвижного узла в нанравлении, показанном нафиг. 1 стрелкой, стержень 8 посредством электромагнита 14 наклоняется на небольшой угол в сторону ролика /, благодаря чему ролик 2 выводится из контакта с нанравляющей 12 (образуется зазор а), а ролик / остается в колтакте с направляющей, нагружаясь усилием иружины .//.
В процессе перемещения плоскость вращения ролика / благодаря возможности поворота каретки 6 относительно оси //-// автоматически устанавливается строго параллельно вектору к скорости «онтролируемого объекта. Возможность поворота рамки 5 относительно оси /-/ автоматически обеснечивает контакт ролика с напра-вляющей по всей длине его образующей.
Величина перемещения регистрируется реверсивным электрическим счетчиком с цифровой индйка-цией .размера (не показан), на соответствующий вход которого поступают нмпульсы от фотоэлектрического преобразователя 3.
Счетчик устанавливается на нульте управления станком. На входе счетчика имеется фазочувствительное устройство (фазовый дискриминатор), предназначенное для определения направления контролируемого перемещения.
Поскольку каждый из фотоэлектрических преобразователей измерительного ролика включает два фотодатчика, относительное смещение которых составляет четверть шага штрихов растрового диска, поступающие от них сигналы будут смещены по фазе на 90°. При измерении направления движения контролируемого перемещения изменяется также и порядок следования указанных сигналов, что регистрируется фазовым дискриминатором, открывающим соответствующий канал счетчика импульсов (суммпрования или вычитания). Одновременно выдается команда на ввод в контакт с направляющей линейкой соответствующего заданному направлению перемещения обкатного ролика, например ролика 2.
При реверсировании стержень 8 посредством электромагнита 15 наклоняется в противоположную сторону, благодаря чему ролик / выводится из контакта с направляющей 12 и процесс измеренпя будет осуществляться роликом 2 и связанным с ним фотоэлектрическим преобразователем 4.
При измерении диаметра прерывистой цилиндрической поверхности за время прохождения ролика / над пазом, выполненным на обкатываемой поверхности, в контакте с деталью будет находиться ролик 2, от которого через кинематическую передачу 13 вращение поступает «а преобразователь 3 ролика /, благодаря чему исключается погрешность измерения, обусловленная потерей контакта ролика с объектом измерения.
Чтобы устройство при обкатывании прерывистой поверхности не проваливалось в паз, должно соблюдаться условие , где S ширина паза, 2/ - расстояние между осями вращения роликов.
Фор.мула изобретения
Устройство для измерения линейных перемещений и диаметров деталей, содержащее корпус, установленную в нем на оси с возможностью поворота вокруг нее каретку, размещенные з ней два кинематически связанных ролика, установленных каждый на своей оси, параллельной оси каретки, закрепленные на каретке фоточувствительные датчики, взаимодействующие с роликами, и реверсивный счетчик оборотов, о тл и ч а ю щ е е с я тем, что, с целью измерения прерывистых поверхностей, оно снабжено механизмом поворота каретки, выполненным в виде стержня, один конец которого жестко связан с кареткой на оси ее симметрии, а второй снабжен электромагнитами, размещенными по обе стороны от стержня.
tZ7
.16317
2 10
9 13
риг. 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля и сортировки колец | 1987 |
|
SU1556768A1 |
| Нейтронный влагомер сыпучих материалов | 1982 |
|
SU1117502A2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ИСКАЖЕНИЙ В ОПТИЧЕСКОМ СТЕКЛЕ | 1967 |
|
SU216315A1 |
| ОПТИКО-ЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРЯМОЛИНЕЙНОСТИ НАПРАВЛЯЮЩИХ | 1967 |
|
SU198689A1 |
| Устройство для неразрушающего контроля поверхности электропроводящих объектов | 1989 |
|
SU1682903A1 |
| Фотоэлектрический способ измерения линейных и угловых перемещений и устройство для его осуществления | 1974 |
|
SU744225A1 |
| Устройство для измерения подачи основы на основовязальной машине | 1982 |
|
SU1068563A1 |
| Устройство для автоматического счета форменных элементов крови | 1959 |
|
SU130924A1 |
| АППАРАТ СИСТЕМЫ В. М. СМИРНОВА ДЛЯ МЕХАНИЧЕСКОГО ПРИГОТОВЛЕНИЯ МАЗКА КРОВИ | 1969 |
|
SU241612A1 |
| Швейный полуавтомат для шитья по контуру | 1989 |
|
SU1730280A1 |