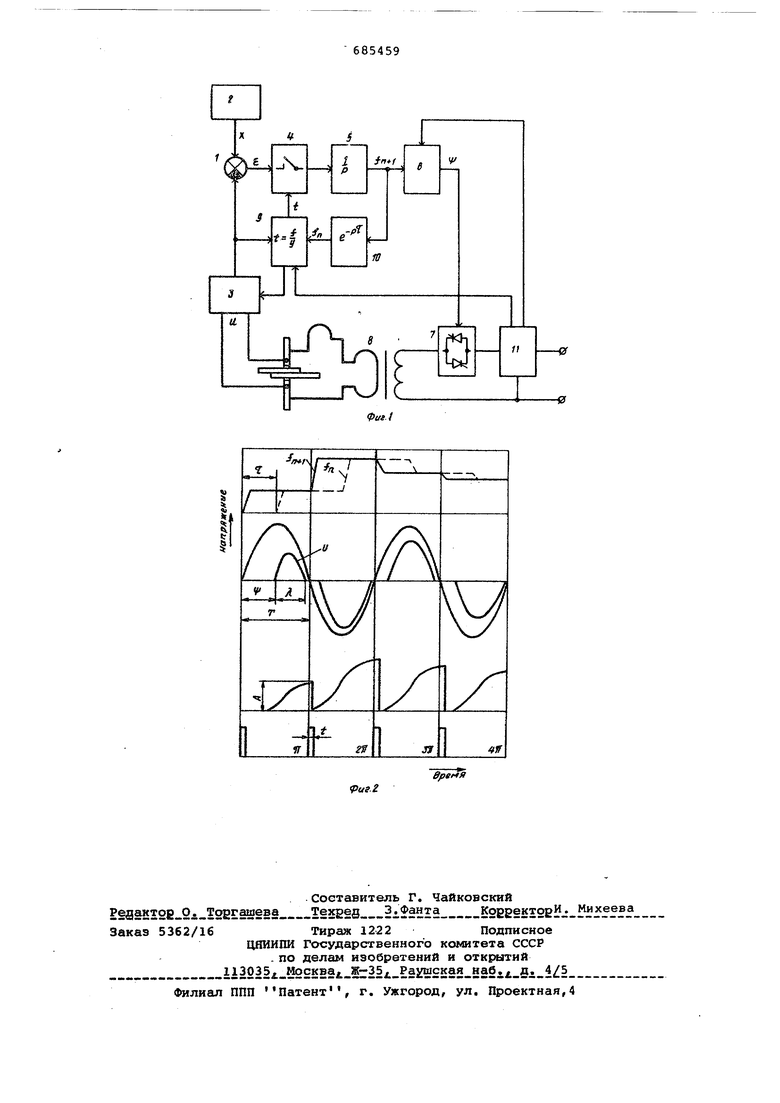
Таким образом устройство, моделирующее сварпчную цепьр в случае стабилизации .д ействующих значений тока и напряжения должно содержать последовательно соединенные индуктивность и активное сопротивление, включенные параллельно сварочной машине, и вычислительное устройство, возводящее ток моделирующей цепи в квадрат, интегрирующее в течение полуволны тока и извлекающее квадратный корень. Целью изобретения является упрощение конструкции регулятора и повышение его надежности, Цель достигается тем, что регулятор снабжен линией задержки, выполненной в виде многозвенного активноемкостного фильтра нижних частот с постоянным временем задержки равным отношению среднего значения угла сдвига фазы между током и напряжением в силовой цепи машины к угловой частоте тока в этой цепи, при этом линия задержки включена между выходом интегратора и входом делимого блока деления а запускаю ций вход блока деления, выполненного с временем срабатывания на порядок меньший времени задержки, присоединен к выходу синфазирующего . устройства. При таком решении отпадает необходимость в применении устротаства моделирующего сварочную цепь, так как напряжение -на выходе интегратора, поступающее через линию задержк на вход делимого блока деления, пропорционально действующему значению тока или напряжения в сварочной цепи благодаря линейной зависимосзти в рабочем диапазоне действующего значения тока от угла включения вен тилей при индуктивном характере сопротивления ManteH контактной свар ки оЬладающих очень низким коэффициентом мощности. Величина времени задержки обусловлена необхо4зимостью Обеспечения соответствия управляющего сигнала на выходе интегратора измеренному устройством измерения, разделенных во времени длительность полуволны тока. Это соответствие нарушается при времени задержки, большемполовины периода питающего напряжения, при времени задержки, меньшем длительности блока деления, регулятор теряет устойчивость. Блок деления синфазирован с пита щим сварочную цепь напряжением, так как вычисление величины .ной коэффициенту передачи сварочной цепи, и осуществляемое путем деления упргивлйющего сигнала на измеренную величину,, возможного только после окончания полуволны тока. На фиг. 1 изображена структурная схема регулятора; на фиг. 2 - време 94 ные диаграммы напряжений на выходах некоторых элементов регулятора. Регулятор переменного тока содержит орган 1 выделения сигнала-рассогласования, который подключен к выходам устройства 2 задания v устройства 3 измерения действующего значения сварочных тока или напряжения и связан посредством автоматического ключа 4 с интегратором 5. К выходу интегратора 5 подключен фазоимпульсный модулятор 6, связанный с управляемыми вентилями 7 в силовой цепи контактной сварочной машины 8. Выход блока 9 деления, выполненного в виде мультивибратора, соединен с управляющим входом ключа 4, вход делителя блока 9 деления присоединен к выходу устройства 3 из.мерения, а вход делимого - к выходу линии 10 задержки, вход которой подключен к выходу интегратора 5. Устройство 3 измерения, фазоимпульсный модулятор б и блок 9 деления связаны с выходами синфазирующего устройства 11, включенного в сеть, питающую сварочную машину 8. В процессе сварки на выходе интегратора 5 формируется сигнал f|,nocтупающий на вход фазоимпульсного модулятора 6. Фазоимпульсный модулятор б запускается в начале каждого полупериода,питающего напряжение синфазирующим устройством 11.и вырабатывает импульс, запускающий управляемые вентили 7 при фазовом угле Ч заданным сигналом f.B силовой цепи машины 8 протекает сварочный ток 1, а на электродах машины 8 появляется напряжение и, Ток i или напряжение U преобразуется устройством 3 измерения в импульсы напряжения Y, амплитуда которых пропорциональна действующему значению измеряемых тока i или напряжения и. Эти импульсы напряжения У поступают на орган выделения сигнала рассогласования 1, где вычитаются из сигнала х блока 2 задания. Сигнал рассогласования при замыкании автоматического ключа 4 интегрируется интегратором 5. Длительность замыкания ключа 4 задается блоком 9 деления и пропорциональна частному от деления сигНёша f Yi-l выходе интегратора 5, управляющего током i в сварочной цепи, на сигнал Y, амплитуда которого пропорциональна действующему значению этого тока 1. Управляющий сигнал f и результат управления (амплитудное зна1ение А импульса напряжения Y) разделены временем, Л протекания полуволны сварочного тока. Для получения на вЫхрде блока 9 деления импульса,замыкающего ключ 4 длительностью t, обратно пропорциональной коэффициенту передачи сварочной цепи и необходимой для обеспечения постоянства общего коэффициента передачи контура регулирования при нестабильности свойств сварочной цепи, необходимо совмещение во времени управляющего сигнала f и результата управления - сигнала Y. Это совмещение достигается при помощи линии 10 задержки, задерживающей сигнал f на время протекания полуволны свароч ного тока и формирующей на своем выходе сигнал f, ,поступающий на блок 9 деления.
В момент окончания каждой полуволны тока 1 синфазирующее устройство 11 вырабатывает импульс Т, запускающий блок 9 деления, обеспечивая этим точное вычисление коэффициента передачи сварочной цепи.
После окончания импульса блока 9 деления, т.е. после размыкания ключа 4 и установления на выходе интегратора 5 изменившегося значения управляющего сигнала f , синфазирующее устройство 11 запускает фазоимпульсный модулятор 6 и устройство 3 измерения, подготавливая его к измерению действующего значения следующей полуволны тока 1 или напряжения U на электродах машины 8.
Регулятор обеспечивает независимость качества регулирования от нестабильных параметров сварочной цепи и точное воспроизведение заданной программы регулирования.
Формула изобретения
Регулятор переменного тока машины для контактной сварки, содержа854596
щий последовательно соединенные устройство измерения регулируемого параметра сварочного процесса, орган выделения сигнала рассогласования, автоматический ключ, интегратор, фазоимпульсный модулятор, связанный .5 с управляемыми вентилями в силовой цепи сварочной машинь, и блок деления, выполненный в виде мультивибратора, выход которого соединен с управляющим входом автоматического
10 ключа, а вход делителя - с выходом устройства измерения, и синфазирующее устройство, вход которого связан по току и напряжению с силовой цепью сварочной машины, а выход - с
.с фазоимпульсным модулятором, о тличающийся тем, что, с целью упрощения конструкции и повышения надежности регулятора, он снабжен линией задержки, выполненной в виде многозвенного активноем20костного фильтра низких частот с постоянным временем задержки, равНЕлм отношению среднего значения угла ° сдвига фазы между токсин и напряжением в силовой цепи мамины к угловой частоте тока в этой цепи, при |Этом линия задержки включена между выходом интегратора и входом делимого блока деления, а запускающий вход блока деления, выполненного с
30 временем срабатывания на порядок меньший времени задержки, присоединен к выходу синфазирующего устройства.
5 Источники информации, принятые во вн1 мание при экспертизе
1. Авторское свидетельство 539701, кл. В 23 К 11/24, 1975.
«Г
Фиг.)
epefta
раг.г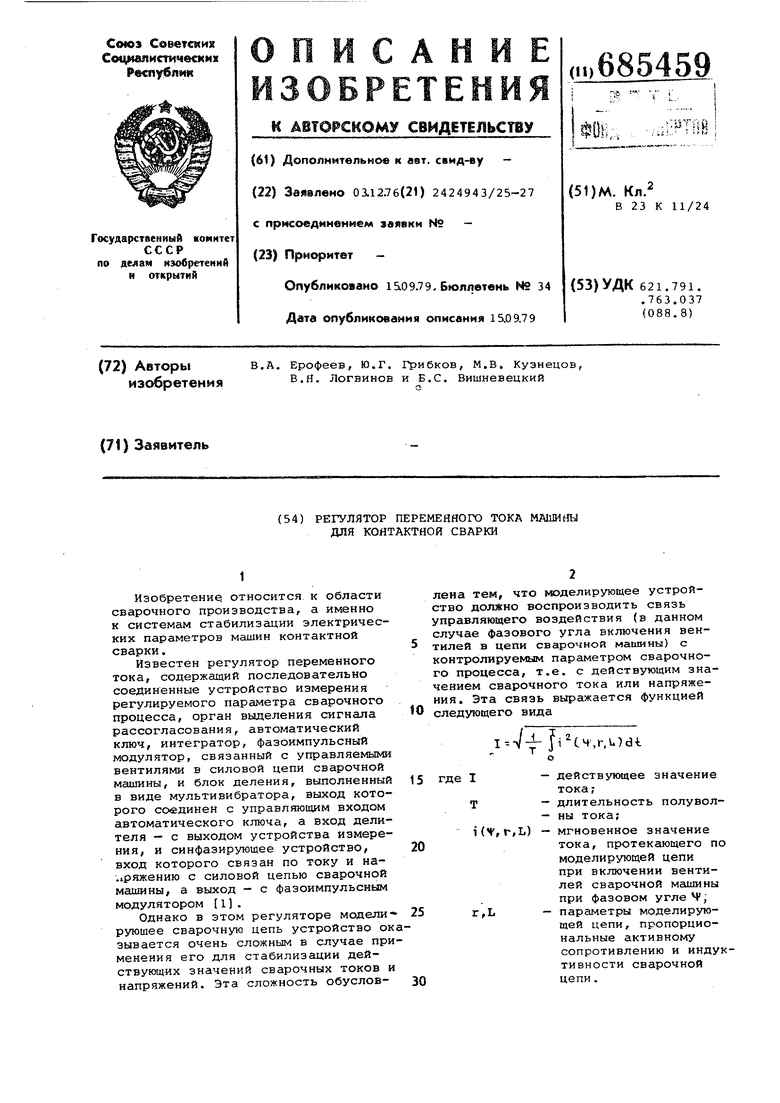
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ВЕНТИЛЬНО-ИНДУКТОРНЫМ ЭЛЕКТРОПРИВОДОМ | 2014 |
|
RU2572805C1 |
| Автоматический регулятор электрическогоРЕжиМА СВАРОчНыХ МАшиН | 1979 |
|
SU848211A1 |
| Способ управления двунаправленным изолированным преобразователем мощности с поддержанием магнитного баланса | 2023 |
|
RU2811073C1 |
| СПОСОБ УПРАВЛЕНИЯ ВЕНТИЛЬНО-ИНДУКТОРНЫМ ЭЛЕКТРОПРИВОДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2182743C1 |
| Устройство для управления машиной двойного питания | 1988 |
|
SU1594671A1 |
| Измеритель средних значений электрических параметров вентильного электропривода | 1987 |
|
SU1621127A1 |
| Фазоимпульсной модулятор | 1979 |
|
SU871327A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ | 1970 |
|
SU284205A1 |
| Автоматический регулятор режима роликовой сварки | 1986 |
|
SU1377173A1 |
| Устройство для экстремального управления асинхронным электродвигателем | 1988 |
|
SU1653111A1 |