Изобретение относится к области станкостроения и может быть использовано для закрепления шлифовальных кругов на станках шлифовальной группы.
Известны устройства аналогичного назначения, содержащие корпус и прижи(Иные фланцы 1.
Недостатком указанных устройств является возможность возникновения автоколебаний, вредно влияющих на чистоту обработки, стойкость инструмента и требующи-х снижения режимов обработки.
Цель изобретения - повышение чистоты и производительности обработки путем создания виброустойчивой системы СПИД.
С этой целью между фланцами и корпусом установлены с возможностью перемещения в радиальном направлении упругие злементы в виде пластины, равномерно расположенные по периферии корпуса планшайбы.
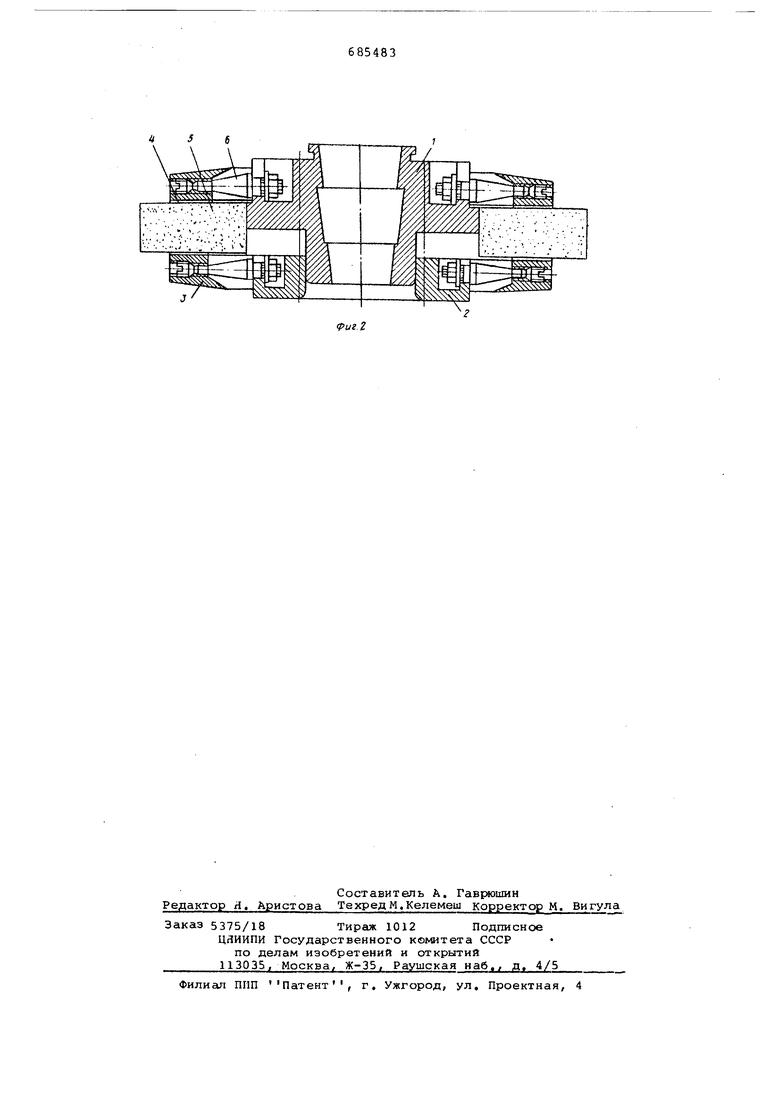
На фиг. 1 представлена планшайба, вид с торца на фиг. 2 - то же, осевой разрез.
Планшайба для крепления шлифовального круга состоит из корпуса 1, установленного неподвижно на шпинделе
станка, и крышки 2, связанных между
.собой жестко болтовым соединением и
с несуЕцих на себе фланцы 3 и 4, Корпус 1 и- крышка 2 соединены с фланцами 3 и 4, крепящими шлифовальный круг 5, посредством нескольких равномерно расположенных и упругих в .окружном
Q направлении элементов 6 пластинчатой формы. При этом элементы б связаны жестко с корпусом и крышкой с возможностью регулирования их положения р Рсщиальном напра.влении и изменения крутильной жесткости планшайбы за
5 счет поворота элементов 6 вокруг своей оси. Причем элементы б фиксируют положение фланцев 3 и 4 относительно корпуса и крышки и связаны с фланцами с возможностью их относительно0го Перемещения в радиальном направлении .
Упругость элементов 6 в окружном направлении выполнена с возможностью
с свободных крутильных колебаний круга 5, закрепленного между фланцами 3 и 4 относительно корпуса 1 с частотой, не кратной и отличающейся до 5,5 раз от частоты свободных колебаний упругой системы СПИД. Например, при установке стандартного круга со сплошной рабочей поверхностью с частотой, не кратной и меныией на 2030% частоты свободных изгибных колебаний шпинделя с кругом, а при установке прерывистого круга, а также кругов с волнистой режущей поверхностью с частотой, не кратной и превышающей до 5,5 раз частоту свободных колебаний упругой систег«ы СПИД, и равной отноиению рабочей угловой скорости вращения планшайбы к угловому шагу прерывистых или волнистых канавок на рабочей поверхности круга. Для упрощения сборки планшайбы и регулирования ее крутильной жесткости Упругие элементы 6 связаны болтовым соединением с корпусом и крышкой и шарнирно-реэьбовым соединением с фланцами 3 и 4. В процессе шлифования детали в результате запаздывания силы обработ ки относительно упругих перемещений системы СПИД и наличия убывающей зависимости силы трения при шлифовании от скорости, а также из-за возникающих переменных сил при работе прерывистым кругом, возникают крутильные колебания круга 5, закреплен ного между фланцами 3 и 4, связанны ми элементами б с корпусом 1. При обработке детали стандартным кругом 5 со сплошной режущей поверхностью, установленным на предлагаемой планшайбе, выполненной с возмож ностью крутильных колебаний с часто той, не кратной и меныией, например на 20-30% частоты свободных колебаний упругой системы СПИД, возникают крутильные колебания с собственной частотой. Это связано с наличием запаздывания силы обработки относительно упругих перемещений и убываю щей зависимости силы трения от скорости . При этом в процессе обработки не возникают изгибные автоколебания, периодически увеличивающие в нескол ко раз глубину резания и толщину стружки, срезаемую абразивными зернами. Это объясняется тем, что авто колебания возникают при шлифовании кругом с наименьшей собственной час тотой системы СПИД, которая выполне на более низкой в предлагаемой конс рукции планшайбы в окружном направлении. Возникающие крутильные колебания круга 5 происходят с малой ам плитудой и почти не оказывая влияния на процессы в контакте круга и детали, исключают возможность возникновения вредных изгибных автоколебаний, обуславливающих при периодическом увеличении глубины шлифова ния и толщины стружки, срезаемой аб разивными зернами круга, ухудшение качества обработанной поверхности и ругих показателей процесса шлифоваия, В процессе шлифования прерывисым кругом с переменной высотой реущей поверхности, например прерыистым кругом,установленным на предагаемой планшайбе, возникают переенные силы обработки и происходят крутильные колебания круга, которые подавляют вредные изгибные автокоебания. В этом случае реализуется звестный способ шлифования с наложением крутильных колебаний на шлифовальный круг без применения дополнительных устройств и дополнительных электрических затрат на возбуждение крутильных колебаний шлифовального шпинделя, С увеличением жесткости элементов в окружном направлении планшайбы, например, за счет поворота элементов пластинчатой формы вокруг своей оси на некоторый угол, а соответственно и частоты свободных крутильных колебаний круга на планшайбе с превышением ее величины до 5,5 раз в сравнении с собственной частотой упругой системы СПИД, и не кратной ей, снижается уровень колебаний, при которых происходит в процессе шлифования и полирования гашение (захватывание) изгибных автоколебаний, т,е, повышается виброустойчивость процесса обработки. При выполнении упругости элементов б в окружном направлении планшайбы с возможностью свободных крутильных колебаний прерывистого круга на планшайбе с частотой, не кратной, превышающей до 5,5 раз частоту свободных колебаний упругой систег и СПИД и равной отношению рабочей угловой скорости вращения планшайбы к угловому шагу прерывистых или волнистых канавок на рабочей поверхности круга, в процессе шлифования возникают крутильные колебания круга, подавляющие изгибные автоколебания при очень слабых переменных силах. Для возникновения таких сил достаточно весьма малая ширина прерывистых или валнистых канавок (например, до 2 мм), которая может быть меньше в несколько раз длины дуги контакта с деталью при шлифовании. При этом на режущей поверхности круга за счет уменьшения ширины канавок сохраняется большее количество активно режущих абразивных зерен, в результате йего стабилизируется процесс шлифования, улучшается качество обработанной поверхности детали, снижается расход абразивного инструмента. Это позволяет ужесточать режимы обработки без снижения качества поверхности и увеличивать производительность шлифовальной и полировальной операции. Эксплуатационные испытания планшайбы показали, что в процессе шлифования стандартным кругом со сплошной
режущей поверхностью, установленным на предложенной планшайбе, в которой частота свободных крутильных колебаний круга меньше на 20-30% частоты свободных колебаний упругой систег ы СПИД, уровень автоколебаний, возникающих при обработке, нарастал при затуплении круга в 2,5/3 раза медленнее в сравнении с установкой круга на известной планшайбе, В результате этого шероховатость обработанной поверхности детали снижалась на 1-2 класса. С увеличением режимов обработки до 3 раз качество обработанной .поверхности не ухудшалась, а производительность шлифовальной операции повышалась до 2-х раз в сравнении с обработкой кругом, который устанавливается в известной планшайбе.
В процессе шлифования кругом с волнистой рабочей поверхностью, установленным в предложенной планшайбе в которой упругость в окружном направлении выполнена с возможностью свободных крутильных колебаний круга на планшайбе, с частотой не кратной, превышающей до 5,5 раз частоту свободных колебаний упругой системы СПИД и близкой к отношению рабочей угловой скорости вращения планшайбы
к угловому шагу канавок на рабочей поверхности круга, снижался уровень изгибных колебаний шпинделя с кругом до 7 раз, уменьшался расход абразивного инструмента в 5 раз, улучшалось качество обработанной поверхности (снижалась шероховатость на 2-3 класса) и повышалась производительность до 2,5 раз в сравнении с обработкой кругом, установленным в
известной планшайбе.
Формула изобретения
Планшайба для крепления шлифовального круга на шпинделе станка, содержащая корпус и прижимные фланцы, отличающаяся тем, что, с целью повышения качества обрабатываемой поверхности и производительности обработки за счет повышения виброустойчивости системы СПИД,между фланцами и корпусом установлены с возможностью перемещения в радиальном направлении упругие элементы в виде пластины, равномерно расположенные по периферии корпуса планшайбы.
Источники информации, принятые во внимание при экспертизе
1. Ачеркан Н.С, и др. Металлорежущие станки. Машиностроение, 1965,т. 2, с., 87-91.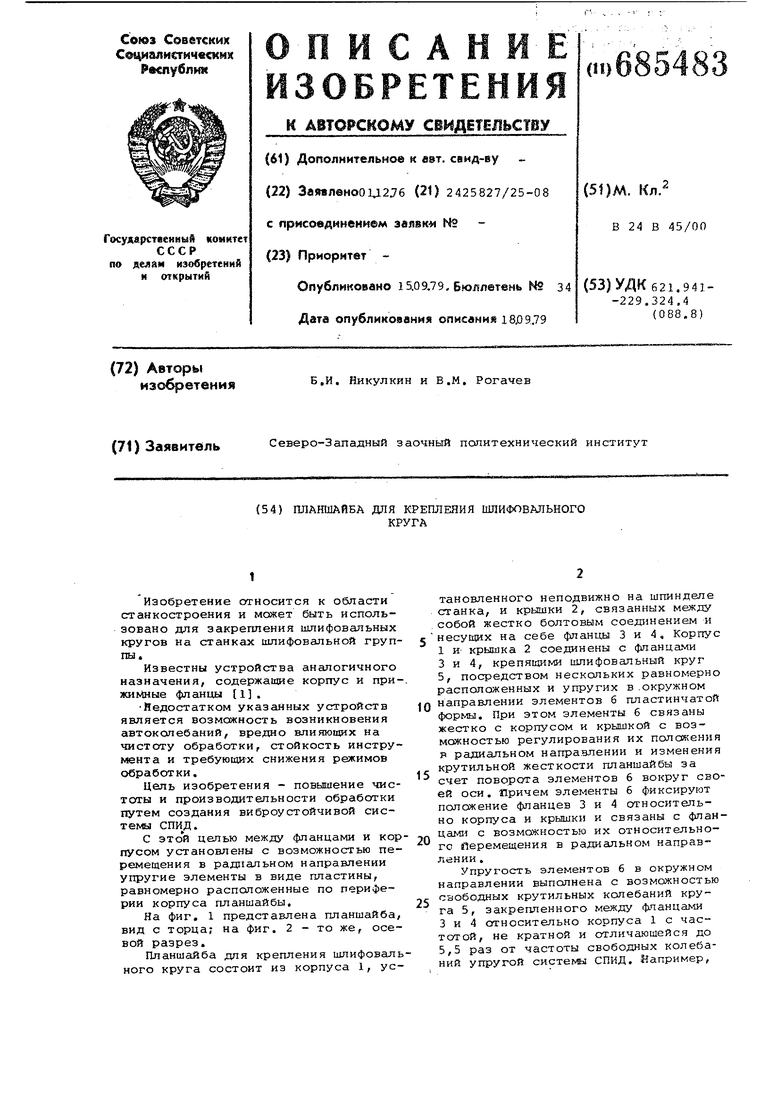
| название | год | авторы | номер документа |
|---|---|---|---|
| Планшайба для крепления шлифовального круга | 1981 |
|
SU1020216A1 |
| Планшайба для крепления шлифовального круга | 1980 |
|
SU994234A1 |
| Эластичный абразивный круг | 1981 |
|
SU963844A2 |
| Способ правки шлифовального круга | 1976 |
|
SU630065A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146587C1 |
| Устройство для шлифования | 1991 |
|
SU1779564A1 |
| Шлифовальный круг | 1979 |
|
SU797871A2 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| Шлифовальная головка | 1981 |
|
SU975363A1 |
| СПОСОБ ШЛИФОВАНИЯ | 2001 |
|
RU2204470C2 |