1
Изобретение относит,-я к области абразивной обработки и наиболее усненлио может быть иснользовано ирн шлифоваиии деталей из труднообрабатываемых матерналов.
Известен снособ иравкн шлифовального круга, согласно которому иравящему инструменту сообндают колебания с частотой, кратной числу оборотов П1лифовальиого круга, в нанравлении нормали к его иоверхноети 1.
Этот способ обсснечнвает возможность получения на новерхностн шлифовального круга периодических канавок, однако не обеспечивает нрофилирования виброустойчивой формы иа рабочей иоверхностн круга, так как иредусматривает образование канавок по всей ширине круга, а шаг их не согласуется с частотой свободных колебаний системы СПИД.
Целью изобретеиня является новышенне стойкости шлифовального круга нутем прндания его рабочей поверхности впбролстойчивой формы.
Для этого но нредлагаемому снособу частоту колебаний нравяш,его инструмента выбирают превышаюшей в 1,1-5,5 раза частоту свободиых колебаний системы СПИД и не кратной ей, а в качестве нравящего ннструмента иснользуют ннструмент с вынуклой рабочей новерхностью.
2
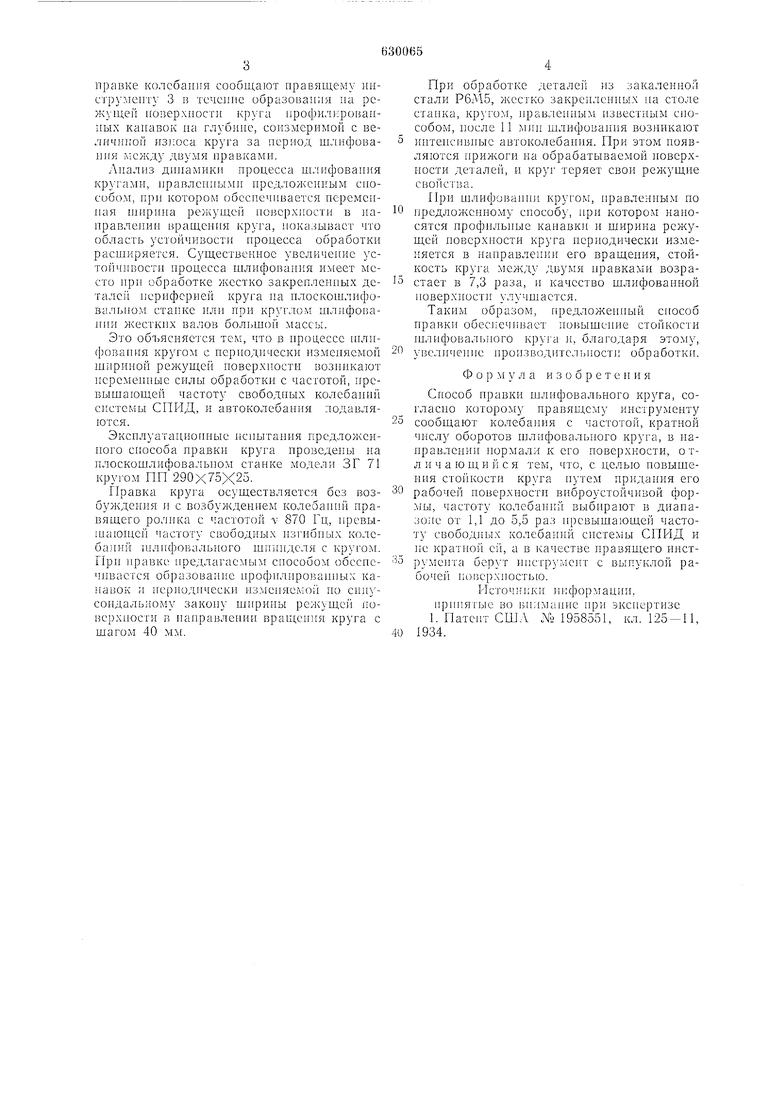
Изобретение поясняется чертежом. Правку абразивного круга 1 осуш,ествляют на шлифовальном станке, на котором затем ведут шлифование деталей. Шл фовальному кругу 1, устаиовленному на илиииделе 2, сообщают врандснне с угловой скоростью со, которой соответств ет скорость 1Лф.. равная скорости ири иослсдуюш.ем шлнфованни. Во время нодачи Sn
нравящего инструмента 3, установленного на иружннах, нанрнмер, фасонного алмазного ролнка, с выи клой рабочей гшверхиостыо ему сообщают нсриоднческне гармонические колебания а Sin v / в наиравлсНИН г,ормали к режунгей новерхности круга. Частота колебаний v, сообщаемых правящему ннструменту 3, болыне частоты свободных колебаний системы СПИД в 1,1-5,5 раз шлифовального ищинделя, а }тловая скорость (О круга кратна частоте v.
Для осуществления нредлагаемого снособа нредварнтельно удаляют дефектный слой затупившегося абразнвного круга 1 известным способом, а затем наносят нрофилированные канавки на режуи ей иоверхиостн. При этом за счет выидклой формы рабочей новерхности нравящего инструмента 3 на поверхности круга в панравленни его вращеиия образуется нлавно измеияемая шнрнна В (ср ) режущей новерхностн с щагом /. Для умеиьшеиия расхода абразива ири
3
правке колебания сообщают правящему инструменту 3 в течение образовання на поверхности круга профилированных канавок па глубине, еонзмеримой е велнчинон H3j;oea круга за период шлифовапня между двугяя иравками.
Анализ дипамнки процесса шлифования кругами, правленными нредложеикым снособом, нри котором обеснечнвается переменная Н1нрнна режущей поверхности в иаправленин вращепия круга, показывает что облаетв устойчивости процесса обработки расширяется. Существенное увеличение усToiVniBOCTn процесса шлифования место при обработке жестко закреилениых детале периферией круга на плоскогилифов;1льпом стайке илп ири круглом Н1лифог ании ясеетких валов большой массы.
Это объясняется тем, что в процессе пглнфовання кругом с нерноднчески изменяемой шириной режущей новерхности возникают неремеппые силы обработки с частотой, нревв1шающей частоту свободных колебаний еистемв СПИД, и автоколебапня лодавляются.
Экснлуатациопиые псиытапия предло/кеииого способа нравкн круга проведены на илоскошлифовалыюм стайке люделн ЗГ 71 кругом ПП 290x75X25.
Г1равка круга осущеетвляетея без возбуждеиня и с возбуждеипем колебаппй правящего ролнка с частотой v 870 Гц, иревы1нающей частоту свободных нзгибпых колеба}1ий н лнфовального шнииделя с кругом. При нравке нредлагаемы), способом обеспечивается образование профнлпро 5а1П1ых канавок н нсрио/нчески изменяемой но сииусопдальиому закопу ширины режущей поверхности в иаиравлепин вращеиия круга с шагом 40 мм.
4
При обработке деталей из закаленной стали Р6М5, жестко закреиленных па столе стапка, кругом, правленным нзвестным снособом, после 11 мин шлифования возникают иитенсивные автоколебания. При этом ноявляются нрижоги на обрабатываемой поверхности деталей, и круг теряет свои режущие свойства.
При шлифоваипн кругом, правлениы.м по предложепиому способу, нрн котором ианосятся профильные капавкн и ширина режущей поверхности кр)та нернодически измеияется в направлеи и его вращения, стойкость круга между двумя правками возраетает в 7,3 раза, и качеетво шлифоваппой поверхиоети улучшаетея.
Таким образом, предложеппый способ правки обеспечивает повышение стойкости шлифовал1 ного круга и, благодаря этому, увеличение нроизводгггельностн обработки.
Ф о j) м у л а н 3 о б р е т е н и я
Сиособ правки гилпфовального круга, согласно которому правящему ииструмепту сообщают колебания е частотой, кратной числу оборотов шлифовального круга, в нанравлении нормали к его поверхности, о тл и ч а ю щ н и е я тем, что, е целью повышепия сто11кости круга путем придаиия его рабочей иоверхпости впброустойчнвой формы, частоту колебаний выбирают в дпаназоие от 1,1 до 5,5 раз превышающей частоту свободных колебаний системы СПИД и пе кратпой eii, а в качестве правящего пнстpyMeirra берут инструмент е выпуклой рабочей ног.ерхностью.
Источники информации, нрипятые во 1;плм;и1ие при экспертизе
1. Патепт США Ло 1958551, кл. 125-11, 1934.
а Sin iJt
-4-- AЛЛЛл|
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки шлифовального круга | 1979 |
|
SU854697A1 |
| Способ правки шлифовального круга | 1987 |
|
SU1493447A1 |
| Способ правки шлифовального круга | 1982 |
|
SU1060446A1 |
| Способ правки абразивного шлифовального круга | 1986 |
|
SU1526964A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2191677C1 |
| Способ обработки деталей абразивным кругом | 1987 |
|
SU1542788A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| Способ правки шлифовального круга | 1985 |
|
SU1266716A1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2152296C1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |

