Изобретение относится к обработке шлифованием труднообрабатываемых, склонных к дефектообразованиям материалов периферией круга.
Известен способ шлифования, в процессе которого сообщают крутильные колебания шлифовальному кругу на шпинделе вокруг оси вращения, что повышает устойчивость и улучшает показатели обработки [1]. Недостатком способа является существование зон пониженной виброустойчивости процесса шлифования и особенно при сообщении кругу колебаний малой амплитуды с частотой, меньшей резонансной частоты изгибных колебаний круга на шпинделе, а также меньше частоты свободных колебаний детали с приспособлением. Кроме того, использование такого способа сложно при большой массе круга и шпинделя, так как для возбуждения колебаний требуется большой расход энергии, устройство, его реализующее, имеет большие габариты. Сообщение вибраций шлифовальному кругу на шпинделе снижает долговечность его опор.
Наиболее близким к изобретению по технической сущности является способ шлифования периферией абразивного круга, который включает его вращение, сообщение подачи и колебаний детали вдоль оси вращения круга [2].
Однако осевые колебания (осцилляция) снижают шероховатости обработанной поверхности в начальный период обработки, повышают износ и затупление абразивных зерен, что способствует повышению сил обработки и развитию автоколебаний, уменьшается стойкость абразивного инструмента, ухудшается качество обработанной поверхности и снижается производительность.
Задачей изобретения является повышение виброустойчивости процесса шлифования, качества обработанной поверхности и производительности обработки.
Поставленная задача решается с помощью способа шлифования, при котором детали сообщают вращение и продольную подачу, а обработку ведут абразивным кругом, который устанавливается под углом к плоскости, перпендикулярной оси вращения, причем круг размещают на подвижном опорном фланце, имеющем возможность вместе с кругом совершать крутильные и осевые колебательные движения, благодаря винтовой поверхности на корпусе, на котором размещен опорный фланец, при этом возбуждение крутильных и осевых колебаний круга осуществляется за счет продольной составляющей силы резания, попеременно возникающей с торцов круга, при набегании последнего на снимаемый с обрабатываемой поверхности припуск.
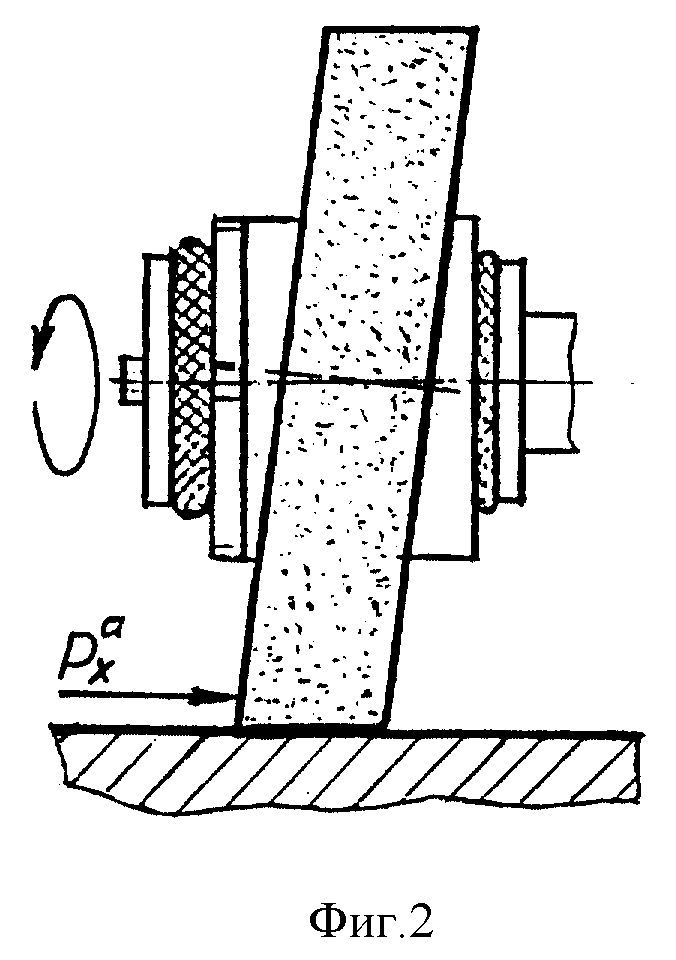
Сущность предлагаемого способа шлифования поясняется чертежами, где на фиг. 1 изображен шлифовальный круг, закрепленный в устройстве, возбуждающем крутильные и осевые колебания; на фиг. 2 и 3 схематично изображены положения круга и действие продольной составляющей силы резания Px соответственно на левый и правый торцы абразивного круга.
Процесс шлифования по предлагаемому способу осуществляют абразивным кругом 1, установленным на корпусе 2, через опорный фланец 3, которые сопрягаются друг с другом по винтовой поверхности. Крепление круга 1 осуществляется под углом к плоскости, перпендикулярной оси вращения, благодаря косому торцу опорного фланца с помощью косой шайбы 4 и гайки 5. Для демпфирования и ограничения осевого перемещения опорного фланца к торцам корпуса прикреплены упругие резиновые шайбы 6 с помощью колец 7 и болтов 8.
Установленный под углом к плоскости, перпендикулярной оси вращения, круг с аксиально смещенным режущим периферийным слоем при работе подвергается воздействию дополнительной продольной составляющей силы резания Px, попеременно возникающей и действующей на левый (фиг.2) и правый (фиг. З) торцы при набегании последних на снимаемый припуск заготовки. Причем сила Px возникает и действует в осевом направлении в течение пол-оборота вращения круга, кроме того, за первую четверть оборота она возрастает от нуля до какого-то Pxmax - максимального значения, за вторую - убывает с Pxmax до 0. За следующие пол-оборота сила Px возникает и действует в осевом направлении с другого торца круга.
Таким образом, сочетание действия продольной дополнительной составляющей силы резания Px и винтового сопряжения опорного фланца и круга с корпусом представляет собой возбудитель крутильных колебаний и осевых, направление последних совпадает с осью вращения круга, частота колебаний равна частоте вращения шпинделя. Известно, что при сообщении кругу крутильных колебаний с частотой, превышающей низшую собственную частоту изгибных колебаний шпинделя, наступает асинхронное гашение автоколебаний. При этом создается благоприятная для резания и трения кинематика относительного движения абразивных зерен и шлифуемой поверхности детали, сглаживание микронеровностей и упрочнение поверхностного слоя материала.
Наложение на крутильные колебания круга дополнительно колебаний, направление которых совпадает с осью вращения круга, повышает виброустойчивость системы при обработке.
Наряду с этим круг в контакте с деталью совершает колебания в двух направлениях: тангенциальном и осевом с заданной частотой. Эти колебания обуславливают относительные перемещения абразивных зерен круга и шлифуемой поверхности в плоскости шлифования. В результате наложения такого движения на относительное окружное движение круга и детали рельеф обрабатываемой поверхности существенно улучшается, так как срезаются возникающие при шлифовании выступы шероховатости и микронеровности.
Таким образом, достигается улучшение качества обработанной поверхности не только за счет повышения устойчивости и снижения уровня вибраций, но также и за счет благоприятной кинематики относительного движения круга с аксиально-смещенным режущим слоем и детали.
Возбуждение данных крутильных и осевых колебаний круга без колебаний шпинделя не снижает долговечности его опор, не требует дополнительных приводов, вибраторов и большого расхода электроэнергии.
Пример. Испытания проведены для реальных отверстий диаметром 125 мм втулок из легированной стали 40Х, закаленной до HRC52 шлифовальным кругом ПВ 24А25ПСТ25К8А 35 м/с 100х63х20. Подача на глубину - 0,004 мм/дв.ход. Обработку производили на внутришлифовальном станке мод. ЗК228 при скорости вращения круга 31,4 м/с (6000 об/мин) и заготовки 39 м/мин (100 об/мин). Охлаждающая жидкость - эмульсия. Для измерения вибраций технологической системы использовалась низкочастотная виброизмерительная аппаратура НВА - 1. Были отмечены благоприятные условия резания, виброустойчивость. Благодаря наклону круга и осцилляции зоны резания отмечен минимальный нагрев заготовки, хотя подача на глубину на двойной ход была завышена в 1,5 раза, а твердость круга - на две степени, появление прижогов на обработанной поверхности зафиксировано не было. Шероховатость улучшилась на один класс.
Источники информации
1. Авт. св. СССР N553090, кл. B 24 B 1/00, 1975.
2. Филоненко В.Н., Дунаева Н.П. Алмазное глубинное шлифование с наложением ультразвуковых колебаний на обрабатываемое изделие. - В кн.: "Передовые методы применения ультразвука в технологических процессах обработки металлов в машиностроении". Тезисы докладов Всесоюзного Совещания. М., 1970. С. 34 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188116C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188118C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146600C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146586C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2151679C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182068C2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2164852C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188117C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |

Изобретение относится к обработке шлифованием труднообрабатываемых, склонных к дефектообразованиям материалов периферией круга. Детали сообщают вращение и продольную подачу, а обработку ведут абразивным кругом, который устанавливается под углом к плоскости, перпендикулярной оси вращения. Круг размещают на подвижном опорном фланце, имеющем возможность вместе с кругом совершать крутильные и осевые колебательные движения, благодаря выполнению винтовой поверхности на корпусе, на котором размещен опорный фланец. Возбуждение крутильных и осевых колебаний круга осуществляется за счет продольной составляющей силы резания, попеременно возникающей с торцов круга при набегании последнего на снимаемый с обрабатываемой поверхности припуск. Такие действия улучшают качество обработанной поверхности не только за счет повышения устойчивости и снижения уровня вибраций, но также и за счет благоприятной кинематики относительного движения круга с аксиально-смещенным режущим слоем и детали. Возбуждение данных крутильных и осевых колебаний круга без колебаний шпинделя повышает долговечность его опор, не требует дополнительных приводов, вибраторов и большого расхода электроэнергии. 3 ил.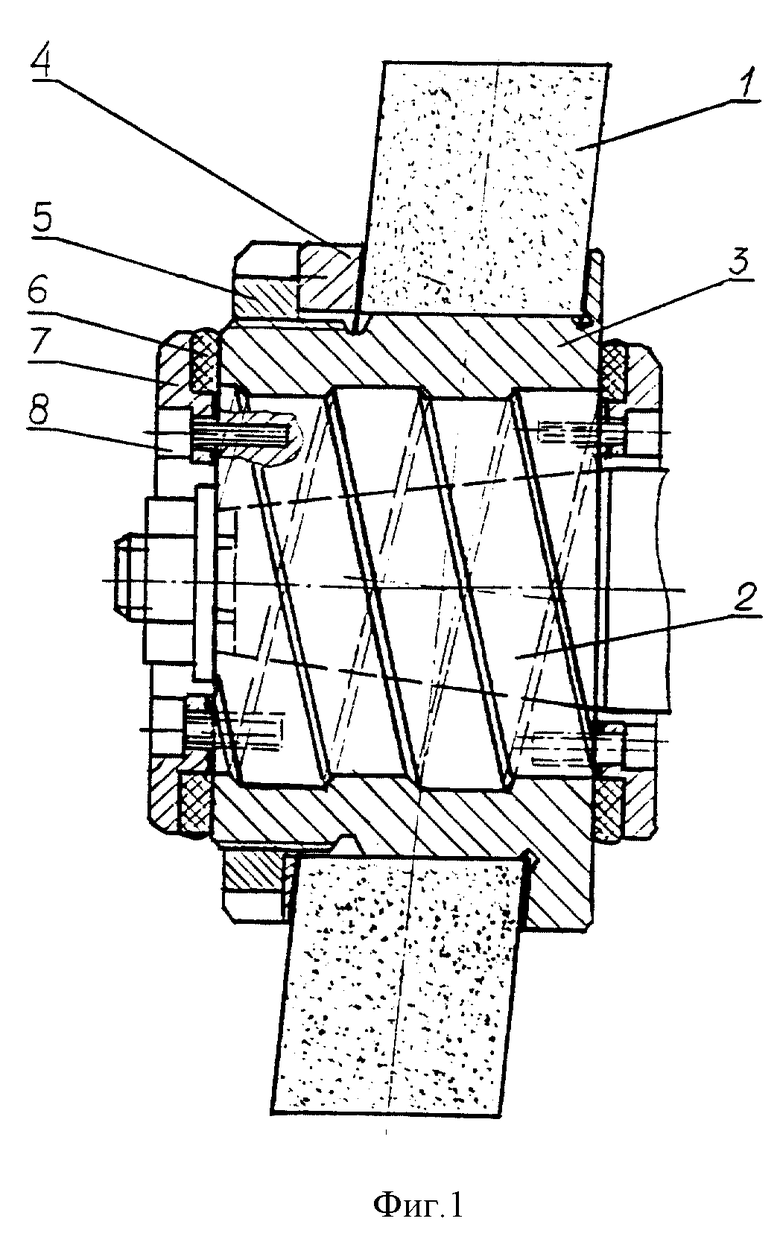
Способ шлифования, при котором детали сообщают вращение и продольную подачу, а абразивному кругу - вращение, отличающийся тем, что абразивный круг устанавливают под углом к плоскости, перпендикулярной оси вращения, и сообщают ему крутильные и осевые колебательные движения, возбуждаемые продольной составляющей силы резания, попеременно возникающей с торцов круга при набегании последнего на снимаемый с обрабатываемой поверхности припуск, для чего круг размещают на подвижном опорном фланце, установленном на винтовой поверхности корпуса.
| Филоненко В.Н | |||
| и др | |||
| Алмазное глубинное шлифование с наложением ультразвуковых колебаний на обрабатываемое изделие | |||
| Передовые методы применения ультразвука в технологических процессах обработки металлов в машиностроении | |||
| - Тезисы докладов Всесоюзного совещания, М., 1970, с.34 | |||
| Планшайба для крепления шлифовального круга | 1980 |
|
SU908581A1 |
| Устройство для крепления шлифовального круга | 1979 |
|
SU887140A1 |
| Устройство для крепления шлифовального круга | 1980 |
|
SU961933A1 |
| Шлифовальный шпиндель | 1977 |
|
SU859131A1 |
| СПОСОБ УСТАНОВКИ НА ШПИНДЕЛЕ ОТРЕЗНОГО ИНСТРУМЕНТА | 0 |
|
SU310789A1 |
| Устройство для крепления шлифовального круга | 1988 |
|
SU1611714A1 |
| US 1976233 A, 28.10.1929. | |||
