Изобретение относится к машиностроению и может быть использовано на операциях шлифоват1я сталей и сплавов, склонных к появлению шлифовочных дефектов - прижогов и трещин.
Известна планшайба для закрепления шлифовального круга, содержащая два полуфланца, один из которых установлен в корпусе на подшипниках и связан с ним посредством упругих в окружном направлении элементов, и средства О регулирования jttecTKOcTH последних.
Данная планшайба в результате ступенчатого изменения окружной жесткоссти упругих элементов обеспечивает устойчивые крутильные колебания круга 15 при шлифовании заданной амплитуды и частоты. Это позволяет значительно уменьшить уровень автокЪлебаний при шлифовании, что повышает стойкость круга и качество шлифованной поверх- 20 ности С 11
Однако известная конструкция планшайбы не обеспечивает полного устра- нения автоколебаний в процессе шлифования в ;ледствие отсутствия при 25 шлифовании адаптивного управления приведенной крутильной жесткостью системы шпиндель - шлифовальный круг. Это приводит к потере режущих свойств инструмента по мере его затупления, gn ухудшению качества обрабатываемой поверхности и снижению производительности процесса огЗработки.
Цель изобретения - повьицение качества обрабатываемой поверхности 35 путем обеспечения адаптивногр управления окружной жесткостью планшай л.
Поставленная цель достигается тем, что в плажиайбе, содержащей два полуфланца, один из которых установлен в Q корпусе на подшипниках и связан с ним посредством упругих в окружном направлении элементов, и средства регулирования жесткости последних, на по луфланце, связанном с корпусом, вы- . полнены расположенные ио окружности диаметрально протиж полс кно. желоба, Количество которых соответствует количеству упругих элементов, а средства регулирования их жесткости выполнены в виде подпружиненных относи- 50 тельно корпуса кареток, установленных в желобах, причем каждая каретка снабжена поф1ипника в1, два из которых расположены соосно, а два других, оси которых псфаллельны, по обе стороны 55 от упругих элементов.
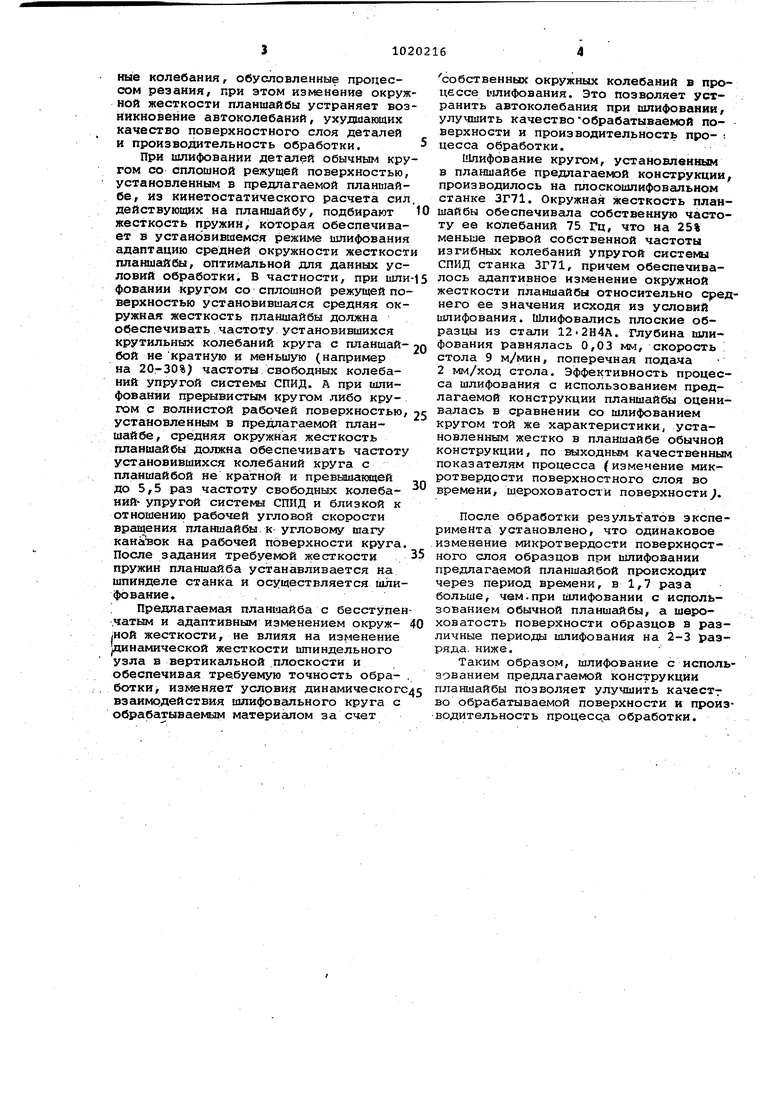
На фиг.1 изображена планшайба,разрез по оси шпинделя станка/ на фиг.2то же, вид со стороны упругих эле ментов; на фиг.3 - разрез А-А на 60 фиг.2, на фиг.4.- разрез Б-Б на фйг.1.
Пежду полуфланцами 1 и 2 жестко зажимается шлифовальный круг 3 с помощью гайки,4. Полуфланец 2 установлен в корпусе 5 планшайбы на даун. 5
подшипниках 6, допускающих относителЕные угловые колебания круга 3 и корпуса 5 за счет упругих деформаций , двух симметрично расположенных цельны с втулкой консольных балочек 7. Втулка с балочками установлена соосно конусу корпуса и зафиксирована относительно корпуса с помощью шпонки 8. t Ограничение осевого перемещения круга относительно корпуса обеспечивается с помощью кольца 9, гайки 10 и контргайки 11. Дня предотвращения попадания абразивной пыли в подшипники они герметизированы войлочными сальниками 12 и 13, установленными соответственно в гайке 10 и крышке 14. Полуфланец 2 и его к лляка 14 неподвижно зафиксированы относительно друг друга штифтами 15 и стянуты винтами 16. Они имеют расположенные по окружности диаметрально противоположно желоба 17, количество которых соот ветствует количеству упругих элементов 7 (консольных балочек. Связь полуфланца 2 и его крышки 14 с упругими элементами выполнена с помощью подвижных кареток, имеющих по четыре подшипника 18. Два подшипника установлены на каретке соосно и расположены в круговых желобах 17 полуфланца 2 и его крышки 14. Между двумя другими подшипниками, имеющими параллельные оси, расположен упругий элемент 7. Удерживание подвижных кареток в требуемом положении при установившемся вращении планшайбы на шпинделе станка обеопечивается подбором жесткости пружин 19, крепление |которых к ПОДВИЖ1ШМ кареткам производится с помощью серег 20.
При изменении силы на периферии шлифовсшьного круга происходит поворот круга относительно корпуса планшайбы в результате перемещения подшипников подвижной каретки в желобах полуфланца и крышки. При этом происходит изменение длины упругих элементов, а .соответственно, и окружной жесткости упругой связи между шлифовальным кругом и корпусом планшайбы. Требуемый закон изменения окружной жесткости планшайбы определяется характеристикакм абра зивного инструмента и обрабатываемого материала, а также условиями реализации процесса шлифования и конструктивно обеспечивается подбором изменения сечения упругих элементов планшайбы в зависимости от положения подвижной каретки и закона, описывающего кривую профиля желобов, В предлагаемом варианте конструкции сечение упругих элементов выполнено прямоугольньо4, а кривая профиля желобов полуфланцев в виде дуги окружности. В процессе шлифования круг, установленный в планшайбе , совершает устойчивые крутильныё колебания, обусловленные процессом резания, при этом изменение окруж ной жесткости планшайбы устраняет воз никновение автоколебаний, ухудшающих качество поверхностного слоя деталей и производительность обработки. при шлифовании деталей обычным кру гом со сплошной режущей поверхностью, установленным в предлагаемой планшайбе, из кинетостатического расчета сил действующих на планшайбу, подбирают жесткость пружин, которая обеспечивает в установившемся режиме шлифования адаптацию средней окружности жесткост плашиаЯбы, оптимальной для данных условий обработки. В частности, при шли фовании кругом со сплошной режущей по верхностью установившаяся средняя окружная жесткость планшайбы должна обеспечивать частоту установившихся крутильных колебаний круга с планшайбой не кратную и меньшую (например на 20-30%) частоты свободных колебаний упругой системы СПИД. А при шлифовании прерывистым кругом либо кругом с волнистой рабочей поверхностью установленным в предлагаемой планшайбе, средняя окружная жесткость планшайбы должна обеспечивать частоту установившихся колебаний круга с планшайбой не кратной и превышаняцей до 5,5 раз частоту свободных колебаний- упругой системы СПИД и близкой к отношению рабочей угловой скорости вращения планшайбы.к-угловому шагу канавок на рабочей поверхности круга После задания требуемой жесткости пружин планшайба устанавливается на шпинделе станка и осуществляется шли фование, ; Предлагаемая длатаайба с бесступе ,чатым и адаптивным изменением окруж;ной жесткости, не влияя на изменение динамической жесткости шпиндельного узла в вертикальной плоскости и обеспечивая требуемую точность обработки, изменяет условия динамическог взаимодействия шлифовального круга с обрабатываемым материалом за счет собственных окружных колебаний в процессе шлифования. Это позволяет устранить автоколебания при шлифовании, улучшить качествообрабатываемой поверхности и производительность про- ; цесса обработки. ишифование кругом, установленным в планшайбе предлагаемой конструкции, производилось на гшоскошлифовальном станке ЗГ71. Окружная жесткость планшайбы обеспечивала собственную частоту ее колебаний 75 Гц, что на 25% меньше первой собственной частоты изгибных колебаний упругой системы СПИД станка ЗГ71, причем обеспечивалось адаптивное изменение окружной жесткости планшайбы относительно среднего ее значения исходя из условий шлифования. Шлифовались плоские образцы из стали 122Н4А. Глубина шлифования равнялась 0,03 мм, скорость стола 9 м/мин, поперечная пода-ча 2 мм/ход стола. Эффективность процесса шлифования с использованием предлагаемой конструкции планшайбы оценивалась в сравнении со шлифованием кругом той же характеристикиJ установленным жестко в планшайбе обычной конструкции, по выходным качественным показателям процесса (изменение микротвердости поверхностного слоя во времени, шероховатости поверхности. После обработки результатов эксперимента установлено, что одинаковое изменение микротвердости поверхностного слоя образцов при шлифовании предлагаемой планша1йбой происходит через период времени, в 1,7 раза больше, чем.при шлифовании с использованием обычной планшайбы, а шероховатость поверхности образцов в различные периоды шлифования на 2-3 разряда, ниже. Таким образом, шлифование с использс ванием предлагаемой конструкции планшайбы позволяет улучшить качестт во обрабатываемой поверхности и производительность процесса обработки.
фагМ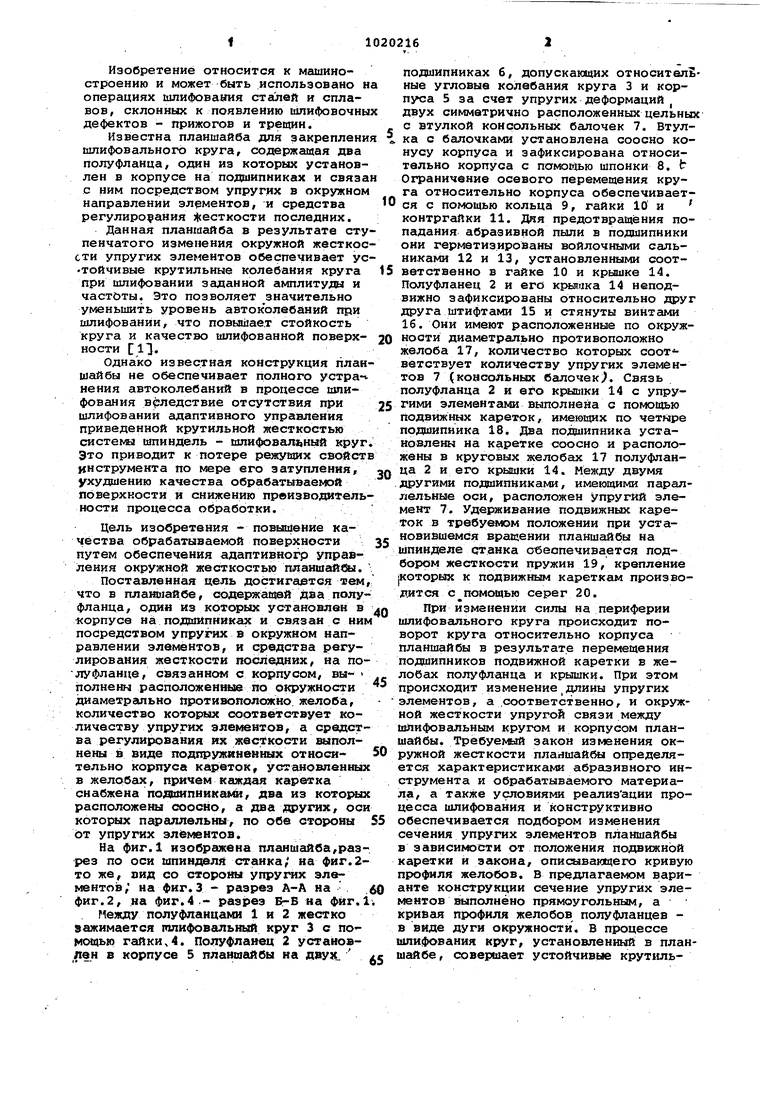
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАНШАЙБА ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2204472C2 |
| Планшайба для крепления шлифовального круга | 1976 |
|
SU685483A1 |
| Планшайба для крепления шлифовального круга | 1980 |
|
SU994234A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |
| СПОСОБ ШЛИФОВАНИЯ | 2001 |
|
RU2204470C2 |
| Шлифовальная головка | 1981 |
|
SU975363A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2302331C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188116C1 |
| СПОСОБ ИМПУЛЬСНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2005 |
|
RU2302329C2 |
| Устройство для шлифования | 1991 |
|
SU1779564A1 |
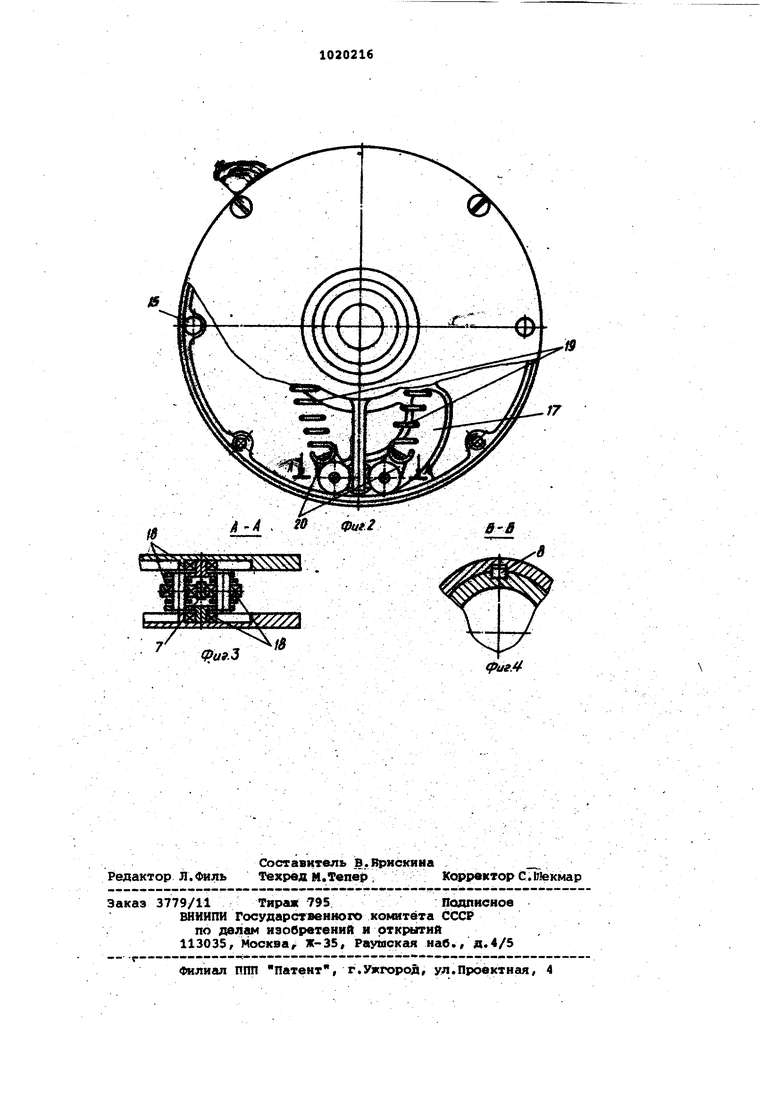
ПЯЛЮЛЯВА ДНЯ ЮРВЯЛЕНИЯ ШЯНФаВйЛЬИОГО КРУГА, содержащая два ; полуфлайца, один йэ которых устаяов:-; леи корпусе tra подайпниках и свя;зай с ним посредством упругих в окружном направлении элементов, и средства регулирования жесткости, последних,о т л и ч а ю «а я с я -тем,, что,, с це лью повдабния качества о а атываё : : поверхности йутеМ ое5есша1чеяйя адапдивного управления окружяой )KectKJOc тью планшайб, на полуфпанце, связай; ном с корпуссм, выполнены расположенные по окружности диаматрешьно профйвоположио , кбличест во KOTOPIXK сюответствует количеству упругих элементов, а средства регулировщица уса жеёт кости шжолнены в виде nbj pyжинен{&в( относительно корпуса Kapssw ток;, устайовленшлх в желобах,у ( : каждая каретка ей п6Дщйпййкш«в, ;два из которых расположены соосйо, а два других, ОСИ которьах паргшлельйы по обе стороны от упругих эленейт эш.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ABTOPCiicoe свяХветеяьство СССР ПО эетвкв 2963907/25-08, ю | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
