В практике заводских испытаний авиационных двигателей воздушного охлаждения, а также в эксплоатации их наблюдается дымление двигателей и ступенчатый износ цилиндров. Особенно большой брак двигателей и цилиндров по этим дефектам имеет место при заводских сдаточных и контрольных испытаниях.
Попытки устранить эти дефекты не дали до сих пор благоприятных результатов.
Изучением причин указанных дефектов установлено, что они лежат в существующем методе изготовления цилиндров.
Применяемый на заводах технологический процесс изготовления цилиндров двигателей воздушного охлаждения имеет ту особенность, что окончательная обработка рабочей поверхности (зеркала) цилиндра - шлифование и хонингование производится после навертывания на цилиндр разогретой алюминиевой головки, чем достигается герл1етичность и надежность соединения цилиндра с головкой.
При таком способе изготовления цилиндра в нем происходят следующие явления.
После навертывания головки вследствие большого натяга в резьбе и тонкостенности цилиндра в верхнем его поясе на участке резьбы происходит деформация - корсетность, показанная на фиг. 1.
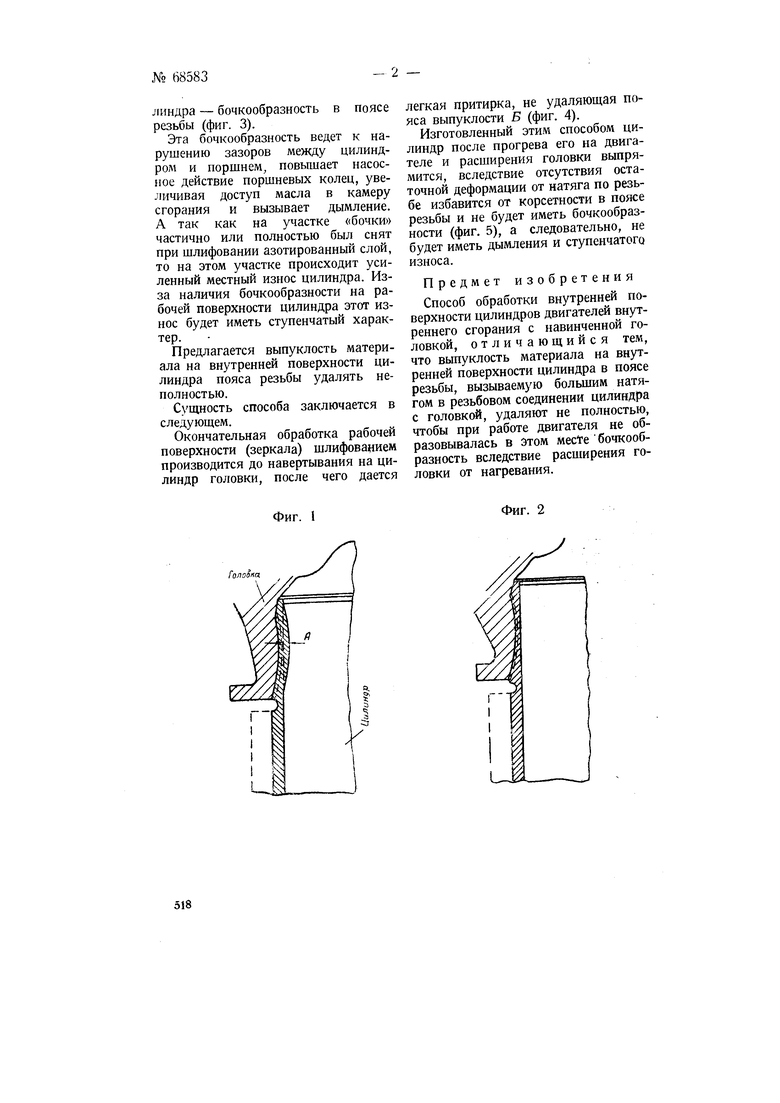
Последующей обработкой - шлифованием и притиркой рабочей поверхности (зеркала) цилиндра ему придается требуемая цилиндрическая поверхность, т. е. пояс выпуклости А (фиг. 1) удаляется. При этом частично или полностью удаляется азотированный слой. Рабочая поверхность цилиндра приобретает форму, указанную на фиг. 2, и в таком виде цилиндр поступает на сборку двигателя.
После прогрева цилиндра на ра ботающем двигателе головка цилиндра расширяется и дает возможность цилиндру выпрямиться, т. е. частично или полностью избавиться от корсетности, вызывая в то же время искажение рабочей поверхности ци517
линдра - бочкообразность в поясе резьбы (фиг. 3).
Эта бочкообразность ведет к нарушению зазоров между цилиндром и поршнем, повышает насосное действие поршневых колец, увеличивая доступ масла в камеру сгорания и вызывает дымление. А так как на участке «бочки частично или полностью был снят при шлифовании азотированный слой, то на этом участке происходит усиленный местный износ цилиндра. Изза наличия бочкообразности на рабочей поверхности цилиндра этот износ будет иметь ступенчатый характер.
Предлагается выпуклость материала на внутренней поверхности цилиндра пояса резьбы удалять неполностью.
Сущность способа заключается в следующем.
Окончательная обработка рабочей поверхности (зеркала) шлифованием производится до навертывания на цилиндр головки, после чего дается
Фиг. 1
легкая притирка, не удаляющая пояса выпуклости Б (фиг. 4).
Изготовленный этим способом цилиндр после прогрева его на двигателе и расширения головки выпрямится, вследствие отсутствия остаточной деформации от натяга по резьбе избавится от корсетности в поясе резьбы и не будет иметь бочкообразности (фиг. 5), а следовательно, не будет иметь дымления и ступенчатого износа.
Предмет изобретения Способ обработки внутренней поверхности цилиндров двигателей внутреннего сгорания с навинченной головкой, отличающийся тем, что выпуклость материала на внутренней поверхности цилиндра в поясе резьбы, вызываемую большим натягом в резьбовом соединении цилиндра с головкой, удаляют не полностью, чтобы при работе двигателя не образовывалась в этом месТе бочкообразность вследствие расширения головки от нагревания.
Фиг. 2
ГО-foSx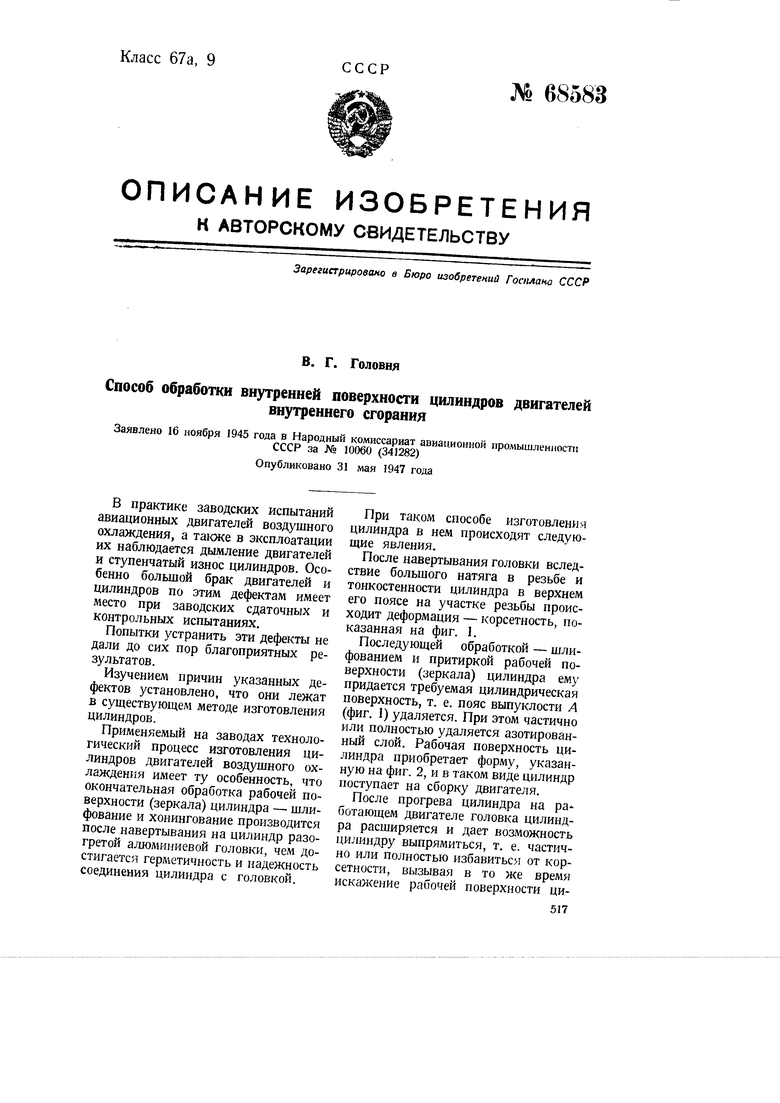
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДЛЯ ПОРШНЕВОГО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2173622C1 |
| ДВУХТАКТНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ С ВОСПЛАМЕНЕНИЕМ ОТ СЖАТИЯ | 1992 |
|
RU2043515C1 |
| ПОРШЕНЬ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1991 |
|
RU2016299C1 |
| СПОСОБ КОМПЛЕКТАЦИИ КОЛЬЦЕВОГО УПЛОТНЕНИЯ ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2239716C1 |
| Способ финишной обработки внутренней поверхности стальной гильзы двигателя внутреннего сгорания | 2018 |
|
RU2696599C1 |
| Учебный стенд-тренажер газораспределительного механизма двигателя внутреннего сгорания | 2017 |
|
RU2692315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ СИЛОВОГО ГИДРОЦИЛИНДРА | 1998 |
|
RU2147518C1 |
| СПОСОБ РЕМОНТА АГРЕГАТОВ И УЗЛОВ МАШИНЫ | 2008 |
|
RU2380246C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2007 |
|
RU2374058C2 |
| Способ обработки поверхностиСКОльжЕНия | 1976 |
|
SU854276A3 |

Головка.
