Изобретение относится к авторемонтному производству и может быть использовано при восстановлении постелей коренных подшипников блока цилиндров двигателя внутреннего сгорания автомобилей.
Как известно, коренные и шатунные подшипники коленчатого вала являются подшипниками скольжения и работают в условиях гидродинамического трения. Для нормальной работы подшипника в режиме жидкостного трения необходим строго определенный зазор между валом и вкладышами. Эллипс постелей блока уменьшает этот зазор и вместо жидкостного трения возникает полужидкостное и даже полусухое трение, приводящее к выходу подшипников из строя.
Постели коренных подшипников блока цилиндров двигателя имеют три вида дефектов:
1. Эллипс постелей коренных подшипников блока цилиндров из-за взаимного износа площадки плоскости разъема крышки коренного подшипника и блока цилиндров в процессе эксплуатации в результате микроперемещений, а также эллипс постелей из-за излишней затяжки болтов крепления крышки коренного подшипника, при котором происходит взаимное смятие площадок плоскостей разъема.
2. Несоосность отверстий постелей вследствие коробления блока цилиндров при отсутствии полного старения отливки.
3. Задиры на поверхности отдельных постелей из-за проворачивания вкладышей.
На автомобильных заводах постели коренных подшипников блока цилиндров сначала растачивают, затем хонингуют, обеспечивая этим высокую точность отверстий. В авторемонтных мастерских постели восстанавливают методом расточки, поэтому точность отверстий уступает заводской.
Существует способ восстановления постелей блока цилиндров под вкладыши коленчатого вала методом «осталивания» в проточном электролите. (Воловик Е.Л., Справочник по восстановлению деталей. М., Колос, 1981 г., стр.112). При этом способе применяют специальные установки, позволяющие осталивать все постели коренных подшипников. Затем производят расточку постелей под номинальный размер на горизонтально-расточном станке. Обработку производят комбинированным инструментом - борштангой с отрегулированными резцами, что позволяет одновременно производить обработку всех постелей коренных подшипников. К недостаткам этого способа следует отнести применение дорогостоящего специализированного оборудования, невысокую точность восстановления отверстий и высокую трудоемкость способа.
Наиболее близким решением по технической сущности к заявляемому является способ восстановления постелей блока цилиндров с применением малогабаритного станка (патент RU 2157747). Для центрации в осевом направлении корпус станка базируют непосредственно на восстанавливаемом блоке в постелях, имеющих номинальные размеры, и ориентируют на подлежащую ремонту постель блока цилиндров, затем закрепляют технологическими крышками и втулками. В корпусе станка находится выдвижная гильза, обеспечивающая продольное перемещение режущего инструмента. Продольное перемещение гильзы осуществляется вручную штурвалом подачи, валик которого имеет реечное зацепление с гильзой. Шпиндель, установленный в гильзе, приводится во вращение клиноременной передачей от электродвигателя, закрепленного к плоскости разъема картер блока цилиндров - поддон двигателя на раме. Постель блока цилиндров, подлежащая ремонту, растачивается под ремонтное полукольцо, которое затем штифтами крепится к блоку цилиндров. Затем ставится и затягивается с номинальным усилием крышка коренного подшипника с предварительно профрезерованными площадками плоскости разъема. Подготовленные полукольцо и крышка коренного подшипника обеспечивают припуск на расточку постели под номинальный размер. Этот способ не требует применения дорогостоящего специализированного оборудования, однако имеет следующие недостатки: трудоемкость изготовления подобного станка и трудоемкость его установки, невысокая точность восстановленных отверстий.
Задачей, на решение которой направлено предлагаемое изобретение, является обеспечение высокой точности восстановления постелей блока цилиндров с применением простых методов и оборудования, доступного авторемонтным мастерским.
Для достижения поставленной задачи предлагается способ восстановления постелей коренных подшипников блока цилиндров двигателя внутреннего сгорания, при котором производят обработку площадок плоскостей разъема крышек коренных подшипников блока цилиндров и установку в постелях блока цилиндров инструмента для обработки постелей коренных подшипников блока цилиндров. Обработку площадок плоскостей разъема крышек коренных подшипников блока цилиндров осуществляют притиркой до выведения следов износа переносным плоским притиром, перекрывающим по длине не менее двух площадок плоскости разъема коренных подшипников блока цилиндров, затем замеряют эллипс постелей для каждого коренного подшипника блока цилиндров и укладывают в постели блока цилиндров инструмент для ее обработки. Инструмент выполнен в виде цилиндрического нерегулируемого притира, на поверхность которого предварительно нанесена притирочная паста. Устанавливают крышки коренных подшипников блока цилиндров, на площадке плоскости разъема которых с блоком цилиндров располагают прокладки, суммарная толщина которых равна величине эллипса постели для каждого коренного подшипника блока цилиндров, осуществляют прижим крышек коренных подшипников блока цилиндров посредством пружин, одетых на болты крышек коренных подшипников блока цилиндров, придают цилиндрическому нерегулируемому притиру вращательное возвратно-поступательное движение, поджимая его в процессе притирки к крышкам коренных подшипников блока цилиндров и снимают прокладки по мере смыкания коренных подшипников блока цилиндров до полного их смыкания, причем притирку постелей коренных подшипников ведут при горизонтальном положении блока цилиндров, когда постели блока цилиндров обращены вниз. Диаметр цилиндрического нерегулируемого притира определяют по формуле:
Дпр=Дном-Пмин/1000,
где Дпр - диаметр цилиндрического нерегулируемого притира, мм;
Дном - номинальный диаметр постели коренных подшипников блока цилиндров, мм;
Пмин - минимальная зернистость применяемой притирочной пасты, мкм.
Притирку постелей коренных подшипников блока цилиндров можно производить с поворотом блока цилиндров на 180°, прижимая цилиндрический притир к постелям блока цилиндров.
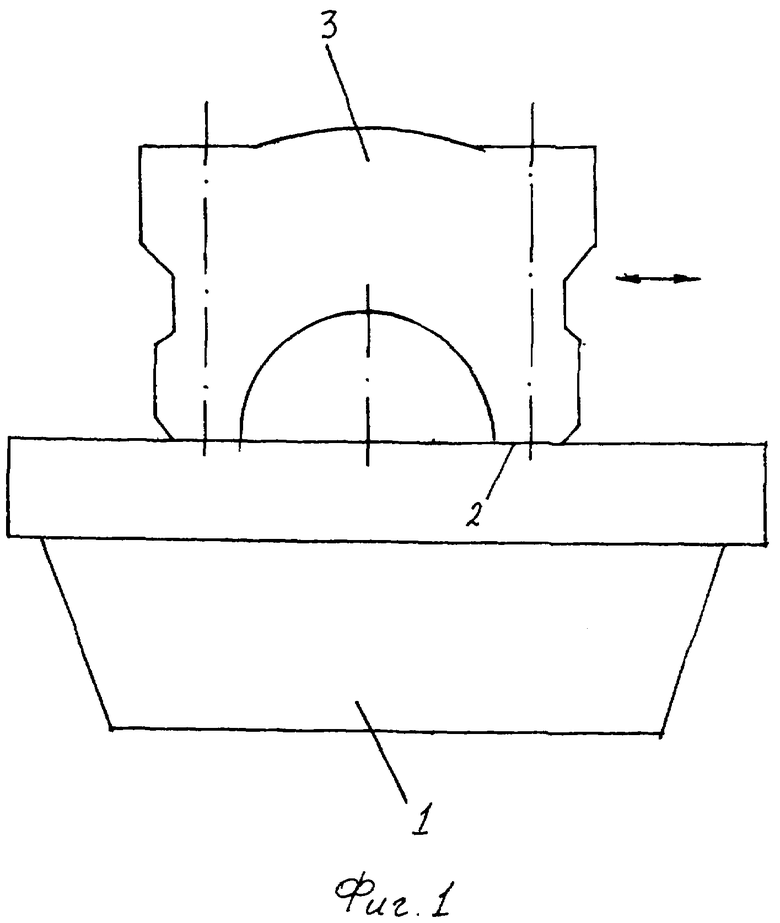
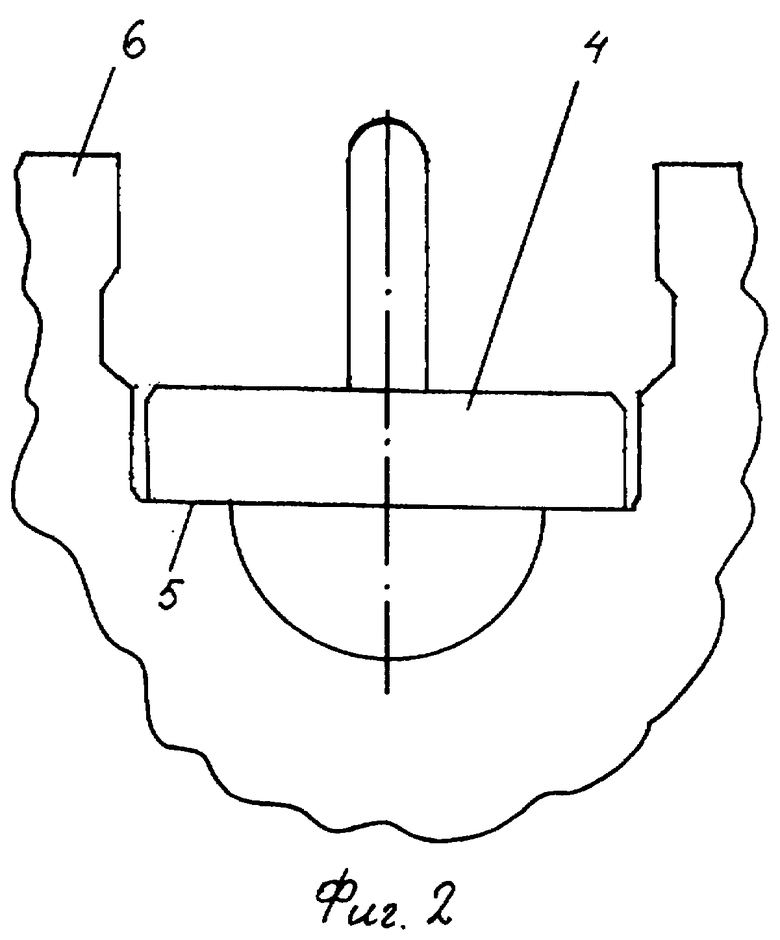
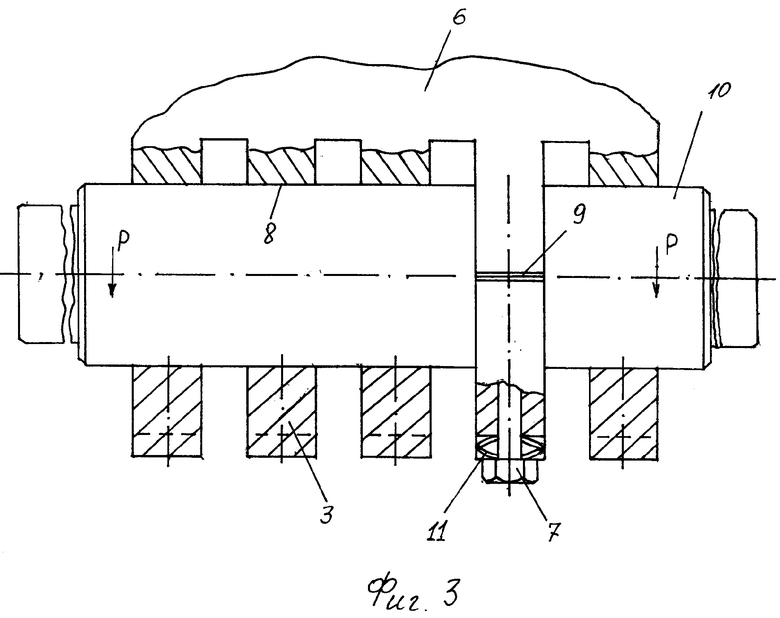
Предлагаемый способ поясняется фигурами, где на фиг.1 показан процесс притирки площадок плоскости разъема крышки коренного подшипника блока цилиндров; на фиг.2 показан процесс притирки переносным плоским притиром площадок плоскости разъема блока цилиндров; на фиг.3 показан процесс притирки постелей коренных подшипников блока цилиндров нерегулируемым притиром.
Предлагаемый способ рассмотрен на примере восстановления постелей коренных подшипников блока цилиндров автомобиля КАМАЗ, где диаметр постелей равен 100 мм. На притирочной плите 1 производят притирку площадок 2 плоскости разъема всех крышек 3. Затем с помощью переносного плоского притира 4 производят притирку площадок 5 плоскости разъема блока цилиндров 6. После этого крышки 3 устанавливают в блок цилиндров 6 и стягивают болтами 7, затем производят с помощью индикаторного нутромера (не показан) замер эллипса постели 8 для каждого коренного подшипника. Для каждой постели 8 с учетом конкретного эллипса подбирают необходимое количество стальных прокладок 9 с толщиной 0,03 мм. Например, если эллипс постели 8 равен 0,12 мм, то прокладок 9 необходимо четыре штуки. Определяют диаметр цилиндрического нерегулируемого притира 10 по формуле: Дпр=Дном-Пмин/1000: Дпр=100-0,01=99,99 мм (притирку производят, используя алмазную притирочную пасту АСМ 14/10, минимальная зернистость этой пасты 10 мкм). Затем крышки 3 снимают и в постели блока цилиндров 6 укладывают цилиндрический нерегулируемый притир 10 диаметром 99,99 мм (регулируемый притир слишком дорог и сложен в изготовлении), предварительно нанеся на его поверхность алмазную притирочную пасту АСМ 14/10. После этого на прижимные болты 7 насаживают тарельчатые пружины 11, а в площадке разъема устанавливают необходимое количество прокладок 9. Притиру 10 придают вращательное возвратно-поступательное движение, поджимая вручную к крышкам 3. По мере смыкания тарельчатых пружин 11 прокладки 9 по одной снимают, крутящий момент регулируют усилием поджатия пружин 11. Притирку ведут до тех пор, пока все прокладки 9 не будут вынуты и крышки 3 затянуты крутящим моментом, заложенным в технических условиях.
Одним притиром 10 при использовании алмазной притирочной пасты АСМ 14/10 можно в среднем восстановить постели в трех-четырех блоках цилиндров 6, при этом притир изнашивается на 0,015-0,02 мм. В дальнейшем по мере износа притира 10 уже последовательно используют пасты АСМ 20/14, АСМ 28/20, АСМ 40/28. Допустимый износ притира составляет 0,06-0,07 мм, после чего притир 10 перешлифовывают для восстановления постелей автомобилей с меньшим диаметром отверстий.
Притирка площадок плоскости разъема крышек коренных подшипников и блока цилиндров повышает точность базирования крышек на блоке, а значит, прочность закрепления, устойчивость к опрокидывающим силам, которые возникают при микроперемещениях крышек. При восстановлении, например, сильно задратых постелей коренных подшипников вследствие проворота вкладышей можно искусственно увеличить эллипс постелей путем притирки площадок плоскостей разъема с тем, чтобы вывести следы задира. Притирка площадок обеспечивает припуск на круглую притирку постелей коренных подшипников блока цилиндров под номинальный размер. Переносной плоский притир, перекрывающий по длине не менее двух площадок плоскости разъема, позволяет значительно повысить точность поверхности площадок, уменьшить завалы у кромок площадок.
Поджим крышек посредством пружин позволяет регулировать усилие прижима к притиру, а значит, и комфортный крутящий момент, необходимый при притирке, уменьшить количество притиров до одного.
Предложенный способ сохраняет параллельность оси отверстий постелей под вкладыши коренных подшипников с осью отверстий распределительного вала и позволяет сблизить их при износе зубьев распределительных шестерен с целью уменьшения окружного зазора в шестернях. Для этого круглую притирку ведут с приложением усилия, направленного в сторону распределительного вала. Для сохранения межцентрового размера притирку ведут с приложением усилия поджима, направленного в сторону крышек подшипника.
Предложенный способ можно использовать при восстановлении постелей нижней головки шатуна.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИТИР ДЛЯ ДОВОДКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2365485C1 |
| СПОСОБ РЕМОНТА ШЕСТЕРЕННОГО НАСОСА | 2008 |
|
RU2374491C2 |
| МАЛОГАБАРИТНЫЙ СТАНОК ДЛЯ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ | 1998 |
|
RU2157747C2 |
| Устройство для притирки зубчатыхКОлЕС | 1979 |
|
SU818779A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ПРИТИРКИ РАСПЫЛИТЕЛЕЙ ТОПЛИВНОЙ АППАРАТУРЫ | 1998 |
|
RU2152863C2 |
| КРЫШКА ПАРОВОЙ КОРОБКИ РЕГУЛИРУЮЩЕГО КЛАПАНА ТУРБИНЫ | 2006 |
|
RU2327044C1 |
| Способ восстановления отверстий в корпусных деталях путем нанесения полимерной композиции | 1988 |
|
SU1712118A1 |
| РЕДУКТОР ДЛЯ РАСТОЧКИ ВОССТАНАВЛИВАЕМЫХ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКОВ ЦИЛИНДРОВ ДВС | 2013 |
|
RU2548556C2 |
| Способ восстановления гнезд коренных подшипников блоков цилиндров двигателей | 1982 |
|
SU1118514A1 |
| Разъемный картер оппозитного двигателя внутреннего сгорания | 1987 |
|
SU1483073A1 |
Изобретение относится к авторемонтному производству и может быть использовано при восстановлении постелей коренных подшипников блока цилиндров (КПБЦ) двигателя внутреннего сгорания. Обработку площадок плоскостей разъема крышек КПБЦ осуществляют притиркой до выведения следов износа переносным плоским притиром, перекрывающим по длине не менее двух площадок плоскости разъема КПБЦ. Затем замеряют эллипс постелей для каждого КПБЦ и укладывают в постели блока цилиндров инструмент для ее обработки, выполненный в виде цилиндрического нерегулируемого притира, на поверхность которого предварительно нанесена притирочная паста. Устанавливают крышки КПБЦ, на площадке плоскости разъема которых с блоком цилиндров располагают прокладки, суммарная толщина которых равна величине эллипса постели для каждого КПБЦ. Осуществляют прижим крышек КПБЦ посредством пружин, придают цилиндрическому нерегулируемому притиру вращательное возвратно-поступательное движение, поджимая его в процессе притирки к крышкам КПБЦ, и снимают прокладки по мере смыкания крышек КПБЦ до полного их смыкания. Изобретение позволяет обеспечить высокую точность восстановления постелей блока цилиндров с применением простых методов и оборудования. 1 з.п. ф-лы, 3 ил.
1. Способ восстановления постелей коренных подшипников блока цилиндров двигателя внутреннего сгорания, включающий обработку площадок плоскостей разъема крышек коренных подшипников блока цилиндров и установку в постелях блока цилиндров инструмента для обработки постелей коренных подшипников блока цилиндров, отличающийся тем, что обработку площадок плоскостей разъема крышек коренных подшипников блока цилиндров осуществляют притиркой до выведения следов износа переносным плоским притиром, перекрывающим по длине не менее двух площадок плоскости разъема коренных подшипников блока цилиндров, затем замеряют эллипс постелей для каждого коренного подшипника блока цилиндров и укладывают в постели блока цилиндров инструмент для ее обработки, выполненный в виде цилиндрического нерегулируемого притира, на поверхность которого предварительно нанесена притирочная паста, устанавливают крышки коренных подшипников блока цилиндров, на площадке плоскости разъема которых с блоком цилиндров располагают прокладки, суммарная толщина которых равна величине эллипса постели для каждого коренного подшипника блока цилиндров, осуществляют прижим крышек коренных подшипников блока цилиндров посредством пружин, одетых на болты крышек коренных подшипников блока цилиндров, придают цилиндрическому нерегулируемому притиру вращательное возвратно-поступательное движение, поджимая его в процессе притирки к крышкам коренных подшипников блока цилиндров и снимают прокладки по мере смыкания крышек коренных подшипников блока цилиндров до полного их смыкания, причем притирку постелей коренных подшипников ведут при горизонтальном положении блока цилиндров, когда постели блока цилиндров обращены вниз, при этом диаметр цилиндрического нерегулируемого притира определяют по формуле:
Дпр=Дном - Пмин/1000,
где Дпр - диаметр цилиндрического нерегулируемого притира, мм;
Дном - номинальный диаметр постели коренных подшипников блока цилиндров, мм;
Пмин - минимальная зернистость применяемой притирочной пасты, мкм.
2. Способ по п.1, отличающийся тем, что притирку постелей коренных подшипников блока цилиндров ведут с поворотом блока цилиндров на 180°, прижимая цилиндрический нерегулируемый притир к постелям блока цилиндров.
| МАЛОГАБАРИТНЫЙ СТАНОК ДЛЯ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ | 1998 |
|
RU2157747C2 |
| Устройство для восстановления отверстий в корпусных деталях | 1986 |
|
SU1449304A1 |
| US 4652186 А, 24.03.1987 | |||
| DE 3329537 А, 28.02.1985. | |||

