В настоящее время прутки железа и стали, употребляемые в мастерских и заводах для изготовления заклепок и болтов на станках-автоматах, прессах и ножных молотах, нагреваются в открытых или полуоткрытых горнах и печах 1 расходующих чрезмерное количество топлива; нри этом в атмосферу окружающего печь помещения выделяется масса дыма. Самый нагрев прутков получается неравномерный, в зависимости от места нахождения нх в нечи и работы вентилятора. Перегретый пруток, окисляясь воздухом печи, покрывается слоем окалины, что дает значительную потерю веса, так называемый «угар материала.
Предлагаемое изобретение имеет целью устранить указанные недостатки путем нагфева прутков в замкнутом пространстве, без доступа воздуха, при вперед заданной температуре.
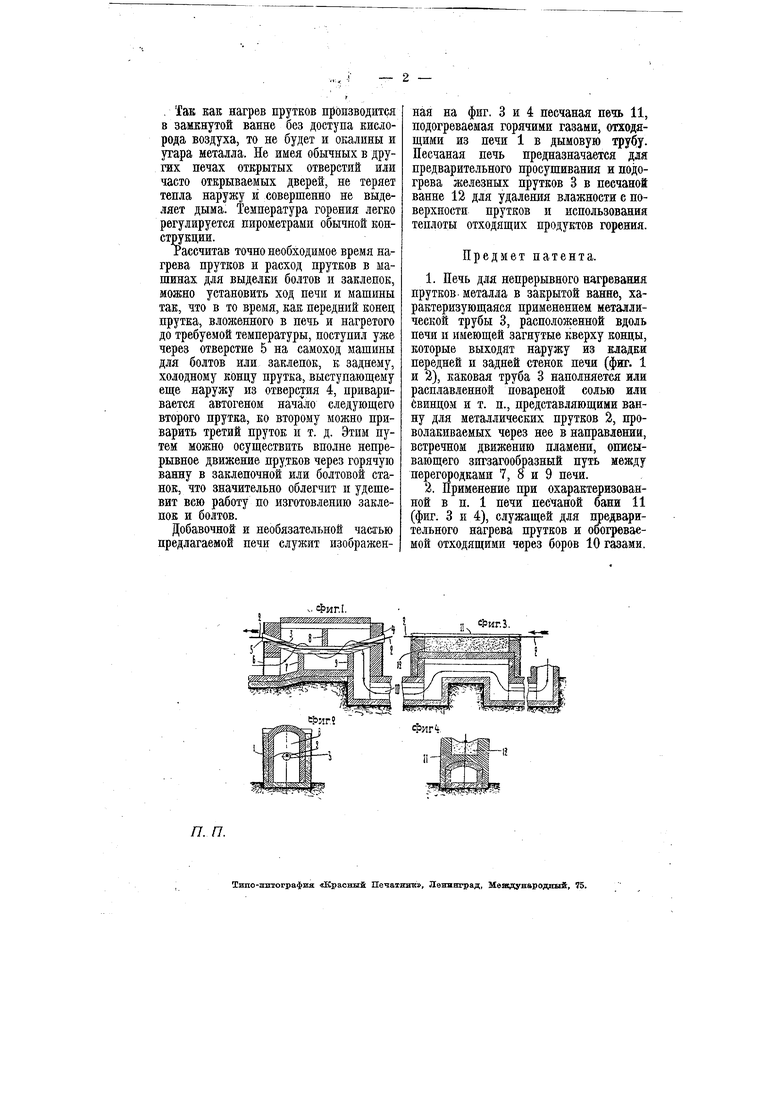
На чертеже фиг. 1 изображает продольный вертикальный разрез предлагаемой печи, фиг. 2-то же, поперечный разрез, фиг. 3-продольный вертикальный разрез печи с песчаной баней и фиг. 4-то же, ноперечный разрез.
Прутки 2 нагреваются в замкнутой ванне, состоящей, по желанию, из расплавленного свинца., новареной соли или другой какой-либо расплавленной соли; ванной служит длинная металлическая труба 3 (железная, стальная или чугунная), изогнутая так, что свободная открытая воздуху поверхность расплавленной массы соли ограничивается лишь мaлым сечением трубы. Труба 3 вделана в закрытую нагревательную печь 1, топливо в которой (уголь, нефть или газ) поступает через отверстие очага 6; продукты горения, совершая зигзагообразный путь между перегородками 7, 8 н 9, удаляются через боров 10 в дымовую трубу. Длина трубы сообразуется с размерами применяемых прутков и необходимого для нагрева их времени. Прутки закладываются через отверстие 4 трубы, над местом ухода в дымовую трубу уже несколько охлажденных продуктов горения, а вынимаются через отверстие 5, расположенное над очагом. Таким путем осуществляется принцип противотока нагреваемых прутков и продуктов горения и достигается экономический и равномерный нагрев нрутков.
, Так как нагрев прутков производится в замкнутой ванне без доступа кислорода воздуха, то не будет и окалины и угара металла. Не имея обычных в других печах открытых отверстий или часто открываемых дверей, не теряет тепла наружу и совершенно не выделяет дыма. Температура горения легко регулируется пирометрами обычной конструкции.
Рассчитав точно необходимое время нагрева прутков и расход прутков в машинах для выделки болтов и заклепок, можно установить ход печи и машины так, что в то время, как передний конец прутка, вложенного в печь и нагретого до требуемой температуры, поступил уже через отверстие 5 на самоход машины для болтов или закленок, к заднему, холодному концу нрутка, выступающему еще наружу из отверстия 4, приваривается автогеном начало следующего второго нрутка, ко второму можно приварить третий пруток и т. д. Этим путем можно осуществить вполне непрерывное движение прутков через горячую ванну в заклепочной или болтовой станок, что значительно облегчит и удешевит всю работу по изготовлению заклепок и болтов.
Добавочной и необязательной частью предлагаемой печи служит изображенная на фиг. 3 и 4 песчаная печь 11, подогреваемая горячими газами, отходящими из печи 1 в дымовую трубу. Песчаная печь предназначается для предварительного просушивания и подогрева железных прутков 3 в песчаной ванне 12 для удаления влажности с поверхности прутков и использования теплоты отходящих продуктов горения.
Предмет патента.
1.Печь для непрерывного нагревания прутков, металла в закрытой ванне, характеризующаяся применением металлической трубы 3, расположенной вдоль печи и имеющей загнутые кверху концы, которые выходят наружу из кладки передней и задней стенок печи (фиг. 1 и 2), каковая труба 3 наполняется или расплавленной повареной солью или Свинцом и т. н., представляющими ванну для металлических прутков 2, проволакиваемых через нее в направлении, встречном движению пламешс, описывающего зигзагообразный путь между перегородками 7, 8 и 9 печи.
2.Применение при охарактеризованной в н. 1 печи песчаной бани 11 (фиг. 3 и 4), служащей для предварительного нагрева прутков и обогреваемой отходящими через боров 10 газами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для патентирования проволоки | 1980 |
|
SU908864A1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ, СОДЕРЖАЩИХ ОРГАНИЧЕСКИЕ ВЕЩЕСТВА, ТЯЖЕЛЫЕ МЕТАЛЛЫ И ИХ ОКИСЛЫ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087559C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1998 |
|
RU2134304C1 |
| УСТАНОВКА ДЛЯ СЖИГАНИЯ БЫТОВЫХ ОТХОДОВ | 1998 |
|
RU2135895C1 |
| СПОСОБ ОТОПЛЕНИЯ НАГРЕВАТЕЛЬНЫХ И ТЕРМИЧЕСКИХ ПЕЧЕЙ | 2016 |
|
RU2651845C2 |
| Способ нагрева металла | 1959 |
|
SU122160A1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2019 |
|
RU2716294C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ В МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 1995 |
|
RU2102494C1 |
| Отражательная печь для переплава алюминиевого лома | 2017 |
|
RU2657948C1 |
| Способ нагрева и плавки железосодержащего материала | 1990 |
|
SU1721094A1 |
ч, Фиг..
ii Фиг 5.

