Предметом изобретения является конструктивное выполнение параллельных южниц для резанпя металла, отличающееся нримененнем в верхнем ножевом ползуне врандающегося эксцентрикового вала с двойным эксцентриситетом, связанного с нриводным валом универсальным шарнирным соединением и сочлененного двумя шатунами с нижним ножевым нолзуном, имеюин м оиориую подушку, и двумя другими шатунами с рычажным приводом нрнжима.
В описываемых ножницах применен также OHOpHiiiii для материала рольганг, у передний ролик расположен вьние прочих, что позволяет осушеств.тять резание на весу iipii HOMOHUI рычажной с; стемы прижима.
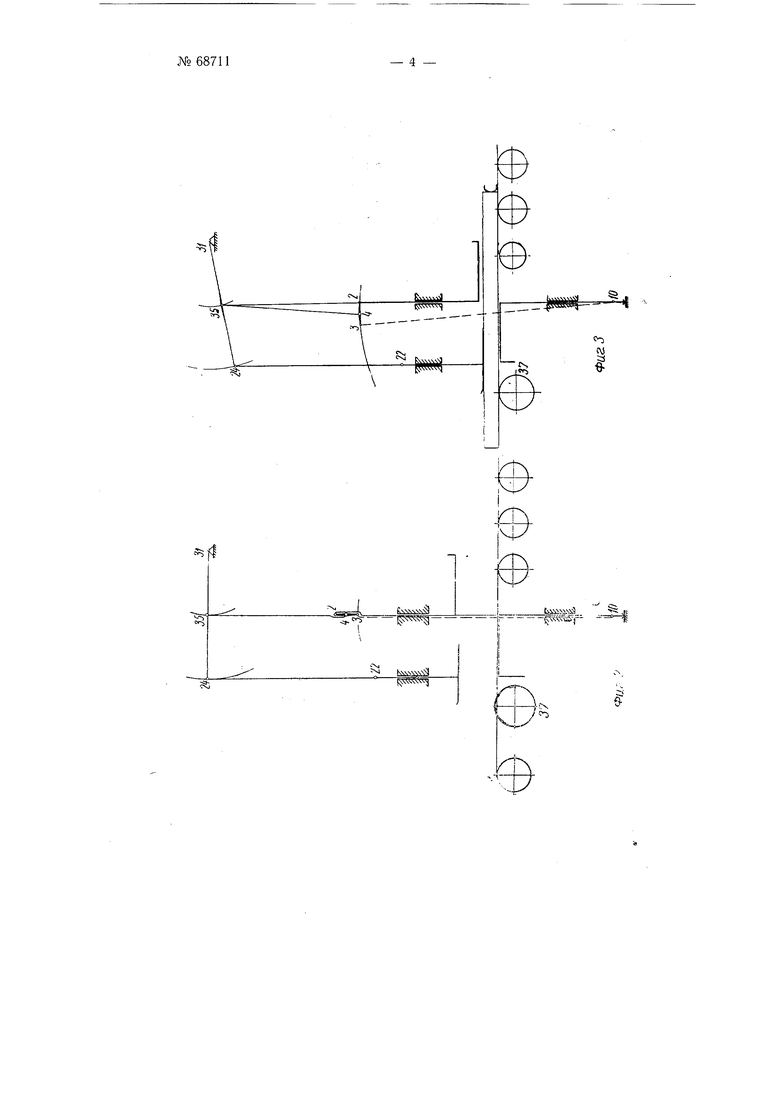
На фиг. 1 изображены описываемые иожнпцы; на фиг. 2-6 схема )аботы ножниц.
Верхний ножево ползун / через эксцентриково-шатунн15н 1 механизм, состоящий из вала 2 с двумя иарами эксцентрике , ., 4 и 5. 6 ii двух шатунов 7 н 8, связан с нижним ножс1, ио.пзуном 9, нмеюн нм ось 10. Нижний нолзун ,9 движется в вертнь:альн1 1х направляющих ./ н J2, находяии1хся в теле верхнего ползуна /. В нижнем с:5ое.м положении ползун 9 опирается иа онорную нодун:ку 13 станины ножиии,. BepxiHjii ползун / движется в нанравляющих 14 i /5 станнш; н нередает cBoii вес через шатунный механизм на ось /О, я через нолзун .9--на подушку J3. Привод ножинц осуи1ест1 лиется через универсальньн| шниндель 16. шарнир которого связан с экcпeнтpнкo i -/. Экснентрикн 4 1 6 служат для 11р1нзода системы нрижи.ма и лмеют эксцентриситет, равный ноловине эксцентрнситета эксцеитрнко 3 и 5.
Прижим 17 движется в наиравляюних 18 и 19 станпг1Ы ножниц и связан с шатунами 20 и 21 тиарнирами 22 и 23 через 1нарниры 24 и 2.) с рычагами 26 и 27, сидяшими на валу 28. На этсн: же валу сидят ги 29 и 30, длина которых в два раза меньше длииы рычагов 26 и 27. Вал 28 находится в ноднн-1нниках 5/ и. 32, расноложс1ПН)1х на
№68711
ножниц. Шатунами ,13 и 34 связаны с эксцеитриками 4 и 6 концы 35 и 36 рычагов 29 и 30.
Передний ролик 37 рольганга (фиг. 2-6) расноложен несколько выше остальных роликов рольганга.
В исходном ноложении (фиг. 1 и 2) ножевые ползуны 1 и 9 находятся в своих крайних верхнем и, соответственно, нижнем положениях, т. е. ножницы полностью раскрыты и вес всей подвижной системы передается через нижний ползун 9 на подушку 13 станины. При начале вращения привода эксцентрики 3 и 5 отклоняются, ось вала 2 движется с верхним ползуном / вниз, эксцентрики 4 w 6 тоже перемещаются вниз, но с половинной скоростью. Шарниры 24 и 25 будут двигаться вниз со скоростью, равной скорости движения ползуна /, ввиду того, что рычаги 26 и 27 вдвое длиннее рычагов 29 и 30.
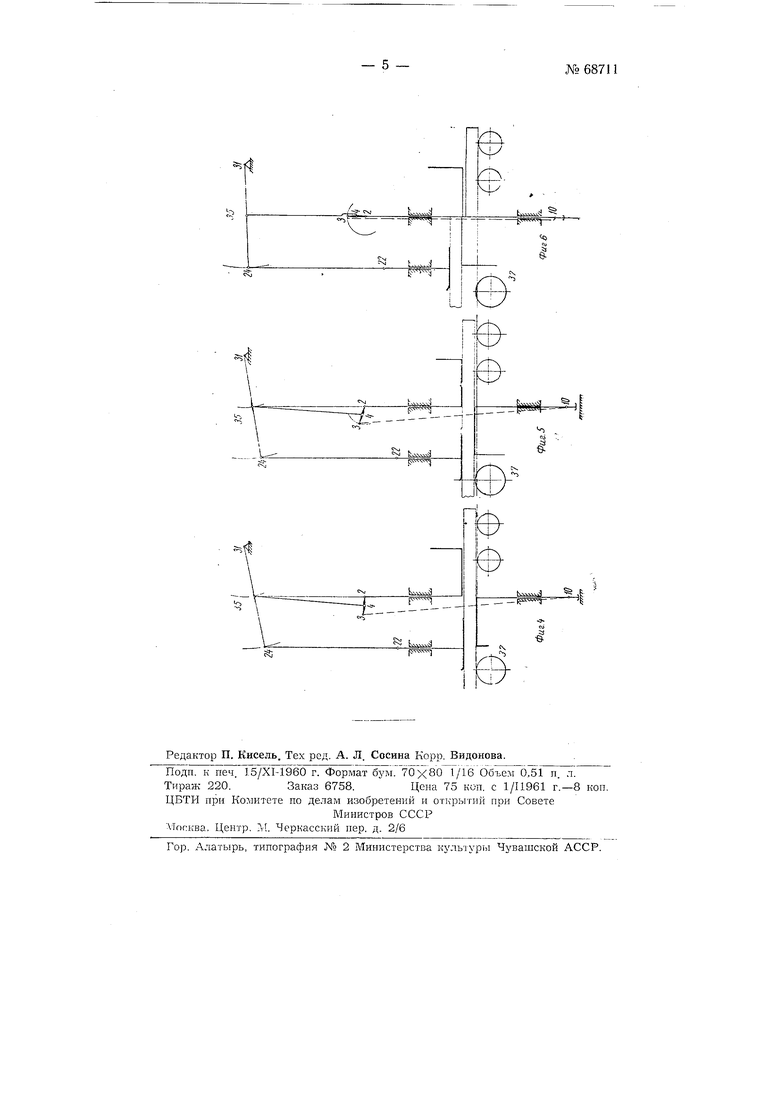
Когда прижим опустится на разрезаемый металл (фиг. 3) и его к переднему ролику 37 рольганга, щарниры 22, 23, 24 и 25 остановятся. При продолжающемся вращении щпинделя 16 ось поворота вала 2 переместится с оси эксцентриков 3 н 5 на ось эксцентриков 4 и 6. В связи с этим верхний ножевой ползун / будет опускаться со скоростью, в два раза меньщей прежней скорости, и с такой же скоростью начнет подниматься нижний ножевой ползун 9. Встречное движение ползунов J-9 будет продолжаться до тех пор пока нижний ползун 9 не дойдет до металла. С того момента, когда нижний ползун 9 поднялся до Л1еталла (фиг. 4) и, следовательно, металл оказался зажатым между прижимом /7 и нижним ползуном 9, верхний ползун / останавливается. Центр вращения вала 2 переходит с осей эксцентриков 4 и 5 в центр вала 2. Оси эксцентриков 5 и 5 начинают двигаться вверх с удвоенной скоростью по сравнению с предыдущим положением системы. С этой же скоростью будет подниматься нижний ползун 9 вместе с разрезаемым металлом и находящимся на нем прижимом 17. Подъем над рольгангом разрезаемого металла будет происходить до момента соприкосновения его с верхним, неподвижным в данный момент, ползуном /. Дальнейщий подъем нижнего ползуна 9 (фиг. 5) соответствует началу резания.
При максимальном подъеме нижнего ползуна 9 (фиг. 6) металл разрезается н отрезанный конец металла падает на отводящий рольганг и транспортируется дальше. При дальнейщем вращении щпинделя 16 прижим /7 с металлом, зажатым между ползуном 9 и прижимом 17, опускается вниз и движение системы повторяется в обратной последовательности. В положении, соответствующем изображенному на фиг. 2, привод щпинделя 16 автоматически останавливается.
При резании металла небольшой по сравнению с ходом ножей толщины исходное положение соответственно фиг. 2 выбирается не в верхней точке кривощипа, а ниже, настолько, чтобы величина зазора между металлом и прижимом, т. е. величина хода между положениями, изображенными на фиг. 3 и 4, обеспечила свободное передвижение металла. Останов и торможение привода производятся автоматически. Точка останова устанавливается предварительной настройкой автостопа. При следующем резании мотор реверсируется и привод вращает ножницы до следующего останова, симметричного первому. В этом случае вал 2 соверщает неполный оборот, сокращая цикл реза и увеличивая этим количество возможных резов.
предмет изобретения
1.Параллельные ножницы для резания металла, отличающиеся применением вращающегося в верхнем ножевом ползуне эксцентрикового вала, связанного с приводным валом универсальным шарнирным
соединением и сочлененного щатунами с имеющим онорную подушку нижним ножевым ползуном и щатунами с рычажным приводом прижима.
2.В параллельных ножницах по п. 1 применение опорного для материала рольганга, у которого передний ролик расположен выше прочих.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прижимное приспособление к параллельным ножницам с двумя подвижными ножами | 1946 |
|
SU69935A1 |
| Эксцентриковые ножницы для резки металла | 1987 |
|
SU1466869A1 |
| Ножницы для резки проката | 1984 |
|
SU1165532A2 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1993 |
|
RU2093318C1 |
| Ножницы для резки проката | 1983 |
|
SU1119789A2 |
| Сортовые кривошипные ножницы | 1984 |
|
SU1146144A1 |
| Эксцентриковые ножницы для резки металла | 1987 |
|
SU1569109A1 |
| Ножницы для резки проката | 1982 |
|
SU1058720A1 |
| Ножницы с двумя подвижными ножами | 1926 |
|
SU7275A1 |
| Эксцентриковые ножницы для резки металла | 1985 |
|
SU1292941A1 |

(Saj
.
Фиг1
;;
isi3
feiiig.
.,;j- C4 -iSj- -S-
c
