О5 05
00 о со
Изобретение относится к обработке металлов давлением и может быть использовано в прокатном производстве для резки металла.
Целью изобретения явл яется улучшение качества резки при разделении разнотол- щинного материала.
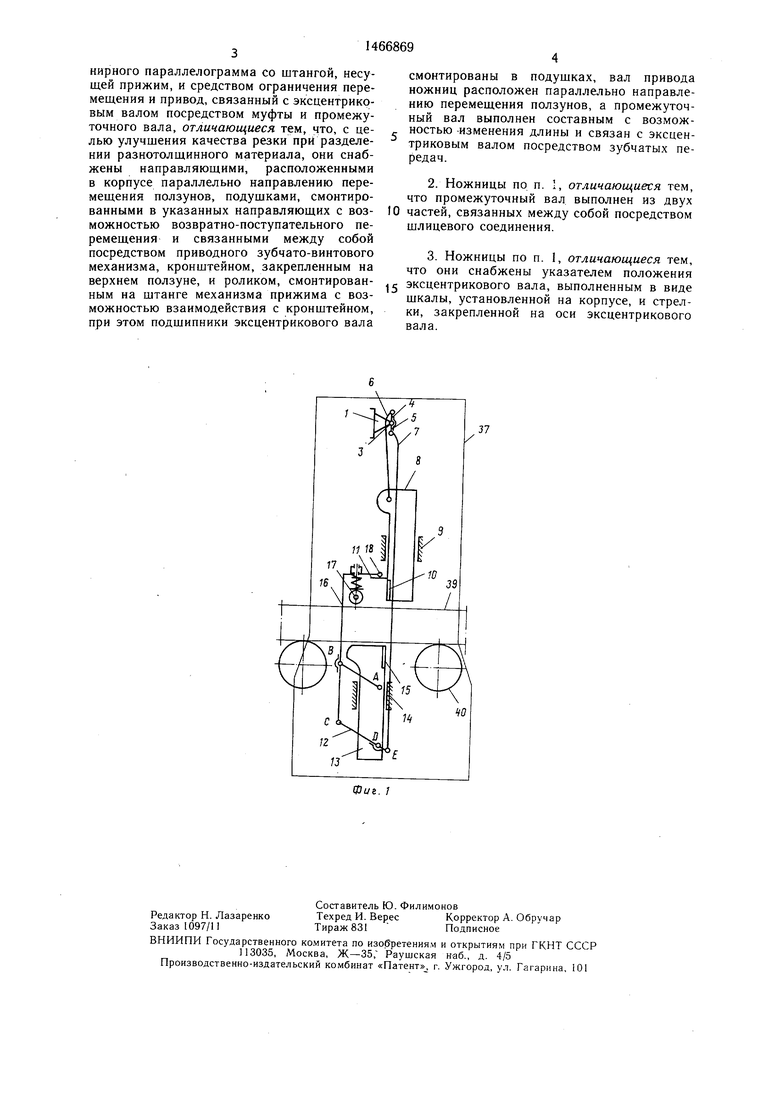
На фиг. 1 изображена кинематическая схема эксцентриковых ножниц для резки металла; на фиг. 2 - привод эксцентрикового вала ножниц.
Эксцентриковые ножницы для резки металла содержат подшипники 1 и 2, в которых ; закреплен эксцентриковый вал 3 с эксцентри- ками 4 и 5, шарнирно соединенными с шату- : нами 6 и 7. Шатун 6 шарнирно соединен с верхним ползуном 8, расположенным в на- I правляюш.их 9 и имеюшим жестко закрепленный на нем верхний нож 10 и кронштейн 11, а шатун 7 шарнирно соединен с механизмом 12 прижима в точке Е, который также шарнирно связан с нижним ползуном 13, расположенным в направляющих 14 и имею- ш,им жестко закрепленный на нем нож 15. Механизм прижима выполнен в виде шарнирного параллелограмма АВСД со штангой 16, прижимом 17 и роликом 18 подъема, контактирующим с кронштейном 11. Электродвигатель 19 через муфту 20, промежуточный вал 21 со шлицевым соединением и зубчатую передачу 22 связан с валом 3, а подшипники 1 и 2 вала 3 расположены в подушках 23 и 24, установленных в направляющих 25 и 26 и сочлененных с винтами 27 и 28, находящимися в резьбовом соединении с зубчатыми колесами 29 и 30, связанными между собой зубчатой шестерней 31, а зубчатой передачей 32 через муфту 33.- с электродвигателем 34, вал которого соединен с тормозом 35. Шкала 36 указателя настройки расположена на корпусе ножниц 37, а стрелка 38 связана с валом 3. На фиг. 1 обозначены также полоса 39 и ролики 40 рольганга.
Предлагаемые эксцентриковые ножницы для резки металла работают следующим образом. От электродвигателя 19 через муфту 20, промежуточный вал 21 со шлицевым соединением, зубчатую передачу 22, например, червячную, передается вращательное движение валу 3 с насаженными на него эксцентриками 4 и 5, которые приводят в движение шатуны 6 и 7, а они - ползуны 8 и 13, движущиеся в направляющих 9 и 14 и несущие ножи 10 и 15. Первым прикасается к полосе нижний нож 15, затем ползун 13 с ножом 15 и полосой движутся до встречи с прижимом .17, после чего, прижим 17 также движется вместе с полосой. При этом ролик подъема 18 перемещается вверх, а кронштейн 11, закрепленный на верхнем ползуне, вместе с ползуном движется вниз. После встречи полосы с верхним ножом 10 происходит рез обоими ножами верхним 10
5
0
и нижним 15 одновременно. Усилие прижатия полосы 39 прижимом 17 обеспечивается силой, действующей в точке Е от щатуна 7 на механизм прижима. После осуществления
реза устройство возвращается в исходное положение в обратной последовательности. Верхний ползун 8 с ножом 10 и кронштейном 11 перемещается вверх. Кронщтейн 11 приходит в контакт с роликом подъема 18 и через него поднимает в исходное положе0 ние весь механизм прижима. Нижний ползун 13 ( нижним ножом 15 опускается вниз к своему исходному положению. По пути движения он укладывает полосу 39 на ролики рольганга 40.
Настройка ножниц при порезке полос различной толщины происходит следующим образом.
Подшипники 1 и 2 эксцентрикового вала 3 вместе с подушками 23 и 24, расположенными в направлящих 25 и 26 при помощи винтов 27 и 28 зубчатых колес 29 и 30, шестерни 31, зубчатой передачи, например, червячной, 32, муфты 33 и двигателя 34 перемещаются в нужном направлении вверх или вниз. Вместе с подшипниками перемещается и закрепленный в них вал 3, который перемещает ножницы в вертикальном направлении. Этим самым на такую же величину перемещается линия встречи ножей при резе в том же направлении и, следовательно, изменяется на такую же величину и высота
Q подъема полосы. Стрелка 38 указателя настройки, которая может быть, например, шарнирно установлена на валу 3, при градуировке шкалы 26 числами, соответстую- щими толщине разрезаемой полосы, сразу покажет на какую величину реза настрое5 ны ножницы.
Настройка ножниц путем перемещения вала эксцентриков в вертикальной плоскости приводит к перемещению линии встречи ножей при резе, которая должна быть от рольганга на высоте не ниже половины
0 толщины полосы, чтобы при резе не было давления полосы на рольганг. С другой стороны, чем больше подъем полосы, тем больше она искривляется, снижается качество продукции. Поэтому целесообразно при
с каждом переходе на рез полос иной толши- ны настраивать ножницы таким образом, чтобы линия встречи ножей была на высоте немного больше половины толшины полосы.
50
55
Формула изобретения
1. Эксцентриковые ножницы для резки металла, содержащие корпус со смонтиро- ваннЕ)1ми в нем верхним и нижним ползунами, ножи, установленные на ползунах, эксцентриковый вал, установленный в подшипниках, шатуны, соединенные одними концами с эксцентриками вала, а другими - с ползунами, механизм порижима в виде шарнирного параллелограмма со штангой, несущей прижим, и средством ограничения перемещения и привод, связанный с эксцентриковым валом посредством муфты и промежуточного вала, отличающиеся тем, что, с целью улучшения качества резки при разделении разнотолщинного материала, они снабжены направляющими, расположенными в корпусе параллельно направлению перемещения ползунов, подушками, смонтированными в указанных направляющих с воз- 10 частей, связанных между собой посредством можностью возвратно-поступательного пе- шлицевого соединения, ремещения и связанными между собой
посредством приводного зубчато-винтовогоз. Ножницы по п. 1, отличающиеся тем
механизма, кронштейном, закрепленным на они снабжены указателем положения верхнем ползуне, и роликом, смонтирован- эксцентрикового вала, выполненным в виде ным на штанге механизма прижима с воз- шкалы, установленной на корпусе и стрел- можностью взаимодействия с кронштейном, ки, закрепленной на оси эксцентрикового при этом подшипники эксцентрикового вала вала
смонтированы в подушках, вал привода ножниц расположен параллельно направлению перемещения ползунов, а промежуточный вал выполнен составным с возмож- ностью -изменения длины и связан с эксцентриковым валом посредством зубчатых передач.
2. Ножницы по п. I, отличающиеся тем, что промежуточный вал выполнен из двух
частей, связанных между собой посредством шлицевого соединения,
смонтированы в подушках, вал привода ножниц расположен параллельно направлению перемещения ползунов, а промежуточный вал выполнен составным с возмож- ностью -изменения длины и связан с эксцентриковым валом посредством зубчатых передач.
2. Ножницы по п. I, отличающиеся тем, что промежуточный вал выполнен из двух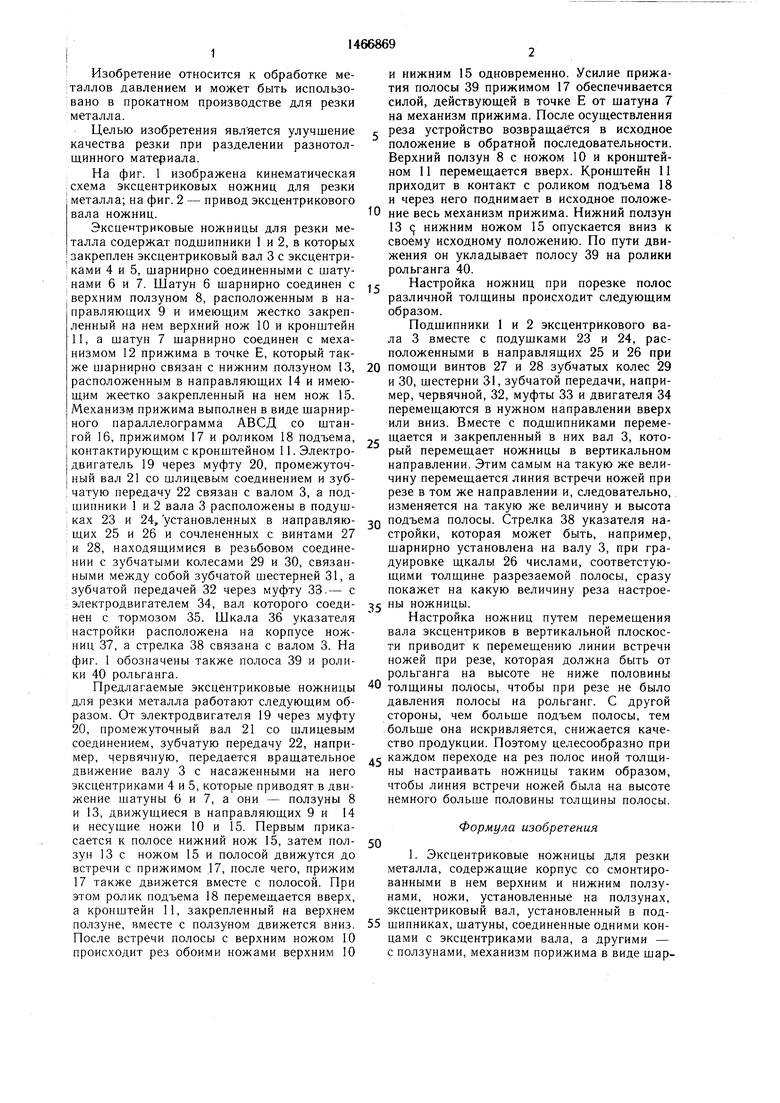
| название | год | авторы | номер документа |
|---|---|---|---|
| Эксцентриковые ножницы для резки металла | 1987 |
|
SU1569109A1 |
| Эксцентриковые ножницы для резки металла | 1985 |
|
SU1292941A1 |
| Ножницы для резки проката | 1984 |
|
SU1165532A2 |
| Сортовые кривошипные ножницы | 1984 |
|
SU1146144A1 |
| Параллельные ножницы | 1946 |
|
SU68711A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1991 |
|
RU2019366C1 |
| Ножницы для резки проката | 1983 |
|
SU1119789A2 |
| Ножницы для резки проката | 1982 |
|
SU1058720A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Летучие ножницы | 1987 |
|
SU1461589A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в прокатном производстве для резки металла. Цель улучшение качества резки при разделении разнотолщинного материала на эксч1ентриковых ножницах. При настройке ножниц на требуемую толщину разрезаемого металла подшипники 1 и 2 эксцентрикового вала 3 вместе с подушками 23 и 24, расположенными в направляющих 25 и 26, при помощи винтов 27, 28, зубчато-винтового механизма, муфты 33 и двигателя 34 перемещают в требуемом направлении - вверх или вниз. Перемещение вала 3 вызывает перемещение ножниц в вертикальном направлении, что и позволяет регулировать по высоте линию встречи ножей ножниц при резке. Стрелка 38 указателя настройки показывает по шкале 36 это положение относительно роликов рольганга. 2 з п А-лы 2 ил.
| Эксцентриковые ножницы для резки металла | 1985 |
|
SU1292941A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
