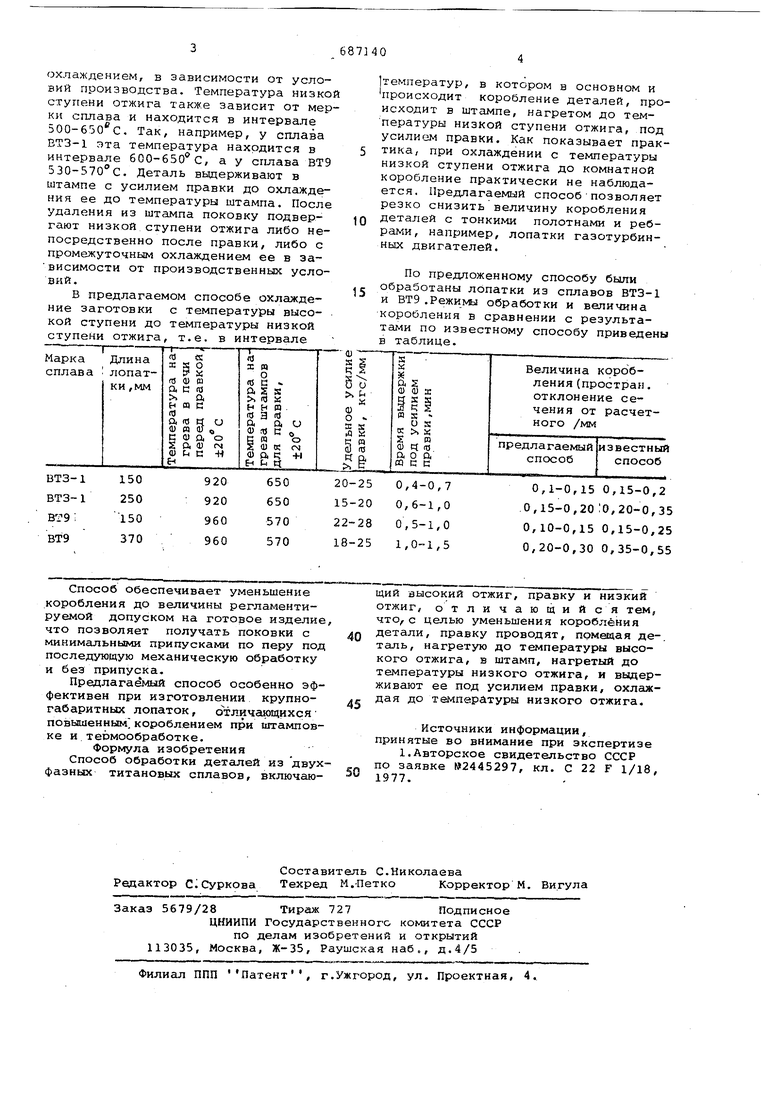
охлаждением, в зависимости от условий производства. Температура низкой ступени отжига также зависит от мерки сплава и находится в интервале ЗОО-бЗО С, Так, например, у сплава ВТЗ-1 эта температура находится в интервале 600-650 С, а у сплава ВТ9 530-570°С. Деталь вьвдерживают в штампе с усилием правки до охлаокдения ее до температуры штампа. После Удаления из штампа поковку подвергают низкой ступени отжига либо непосредственно после правки, либо с промежуточным охлаждением ее в зависимости от производственных условий.
В предлагаемом способе охлаждение заготовки с температуры высокой ступени до температуры низкой ступени отжига, т.е. в интервале
1температур, в котором в основном и происходит коробление деталей, происходит в штампе, нагретом до температуры низкой ступени отжига, под усилием правки. Как показывает практика, при охлаждении с температуры низкой ступени отжига до комнатной коробление практически не наблюдается. Предлагаемый способ позволяет резко снизитьвеличину коробления деталей с тонкими полотнами и ребрами, например, лопатки газотурбинных двигателей.
По предложенному способу были обработаны лопатки из сплавов ВТЗ-1 и ВТ9 .Режима обработки и величина коробления в сравнении с результатами по известному способу приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения деталей,преимущественно вытянутой формы | 1983 |
|
SU1162541A1 |
| Способ горячей изотермической штамповки | 1978 |
|
SU774746A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК ТУРБИННЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2017 |
|
RU2679157C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАССИВНЫХ ПОЛУФАБРИКАТОВ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2020 |
|
RU2744582C1 |
| Способ горячей объемной штамповки деталей | 1988 |
|
SU1611533A1 |
| Способ правки деталей типа турбинных лопаток и устройство для его осуществления | 1975 |
|
SU624683A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛОПАТОК ТУРБОМАШИН ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 1987 |
|
SU1555955A1 |
| Способ изготовления штампованых изделий | 1978 |
|
SU780330A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ЛОПАТОК ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА | 2013 |
|
RU2525961C1 |
| Способ термической обработки изделий | 1972 |
|
SU461137A1 |
Способ обеспечивает уменьшение коробления до величины регламентируемой допуском на готовое изделие что позволяет получать поковки с минимальными припусками по перу под последующую механическую обработку и без припуска.
Предлагаемый способ особенно эффективен при изготовлении крупногабаритных лопаток, отличающихся повышенным короблением при штамповке и термообработке.
Формула изобретения Способ обработки деталей из двухфазных титановых сплавов, включающий высокий отжиг, правку и низкий отжиг, отличающийся тем, что с целью уменьшения коробления детали, правку проводят, помечая деталь, нагретую до температуры высокого отжига, в штамп, нагретый до температуры низкого отжига, и вьвдерживают ее под усилием правки, охлаждая до температуры низкого отжига.
Источники информации, принятые во внимание при экспертизе
