Изобретение относится к производству химических нитей и касается устройств для штапелирования жгутовых химических нитей.
Известно устройство для штапелирования жгутовых химических нитей, содержащее опорный и ножевые валы, последний из которых имеет размещенные по спирали с равномерным шагом и чередующиеся между собой режущие элементы и пазы 1.
Известное устройство обеспечивает высокую степень сцепления штапеля, однако разрыв неразрезанных нитей приводит к низкой структурной равномерности ее,
Для повышения качества штапелирования ножевой вал дополнительно имеет режущие элементы, расположенные по спирали, при этом длина режущих элементов равна длине пазов, а в поперечном сечении перпендикулярном к оси ножевого.вала режущие элементы чередуются с пазами.
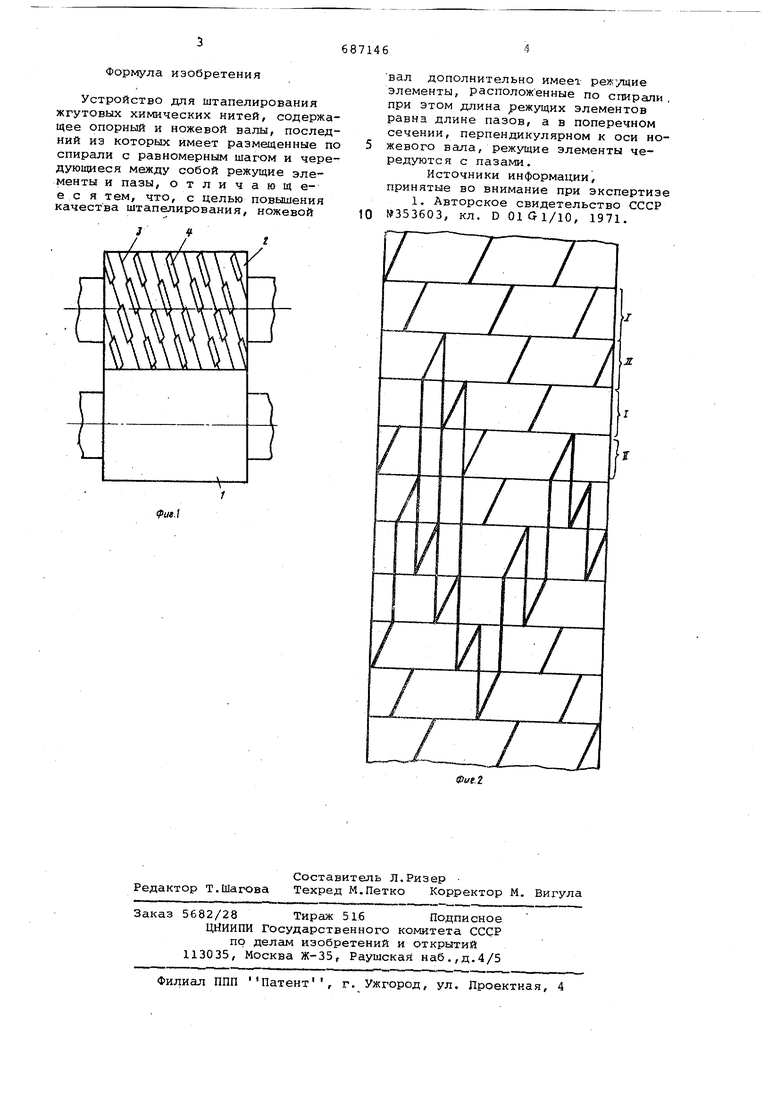
На фиг 1 дана общая схема предлагаемого устройства; на фиг, 2 - схема штапелирования нитей.
Устройство для штапелирования жгутовых химических нитей имеет опорный
вал 1 и ножевой вал 2, имеющий размещенные по крайней мере на двух спиралях с равномерным шагом и чередующиеся между собой режущие элементы 3 и пазы 4. При этом длина режущих элементов 3 равна длине пазов 4, а в поперечном сечении перпендикулярном к оси ножевого вала, режущие элементы чередуются с паза0ми.
Устройство работает следующим образом.
При пропускании между принуди5тельно вращаемыми валами 1, 2 жгутовых химических нитей последние разрезают нити в месте контакта режущих элементов с опорным вгипом. В зоне Г осуществлен дифференцирован0ный разрез режущими элементами одной спирали, а в зоне II - другой спирали, при этом разрезы зоны ГГ смещены относительно разрезов зоны I. Величина смещения равна псхпо5вине длины волокна, что соответствует необходимой величине сцепления штапелей между собой, а это в свою очередь обеспечивает повышение прочности штапелированной ленты.
Формула изобретения
Устройство для штапелирования жгутовых химических нитей, содержащее опорный и ножевой валы, последний из которых имеет размещенные по спирали с равномерным шагом и чередующиеся между собой режущие элементы и пазы, отличающ ее с я тем, что, с целью повышения качества штапелирования, ножевой
вал дополнительно имеег ревущие элементы, расположенные по спирали, при этом длина режущих элементов равна длине пазов, а в поперечном сечении, перпендикулярном к оси ножевого вала, режущие элементы чередуются с пазами.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №353603, кл. DOiai/10, 1971.
.l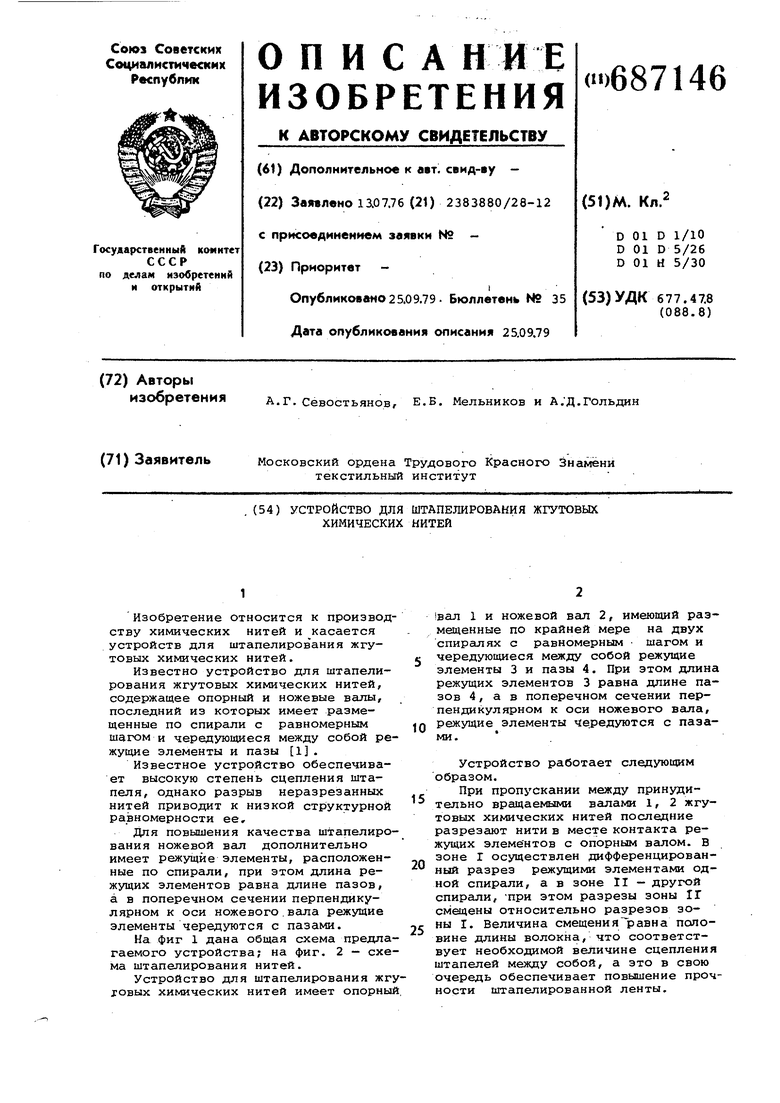
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШТАПЕЛИРОВАНИЯ ЖГУТА ХИМИЧЕСКИХ ВОЛОКОН | 1992 |
|
RU2008377C1 |
| Головка для штапелирования отходов стекловолокна | 1980 |
|
SU966051A1 |
| Устройство для штапелирования жгутов | 1975 |
|
SU575382A1 |
| Ножевая головка к устройству для штапелирования химических волокон | 1978 |
|
SU773162A1 |
| Устройство для штапелирования химических нитей | 1983 |
|
SU1130628A1 |
| УСТРОЙСТВО ДЛЯ ШТАПЕЛИРОВАНИЯ ЛЬНЯНОГО ВОЛОКНА | 2000 |
|
RU2167226C1 |
| Устройство для штапелирования жгутовых химических волокон | 1981 |
|
SU968115A1 |
| УСТРОЙСТВО ДЛЯ ШТАПЕЛИРОВАНИЯ И ОЧИСТКИ ЛЬНЯНОГО ВОЛОКНА | 2000 |
|
RU2178021C1 |
| ШТАПЕЛИРУЮЩИЙ МЕХАНИЗМ И СПОСОБ ШТАПЕЛИРОВАНИЯ ЖГУТОВ, ОБРАЗОВАННЫХ ВОЛОКНАМИ ИЗ ТЕРМОПЛАСТИКОВОГО МАТЕРИАЛА | 2001 |
|
RU2257430C2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОГО ШТАПЕЛИРОВАНИЯ ЛЬНЯНОГО ВОЛОКНА | 1997 |
|
RU2125129C1 |
