(54) УСТРОЙСТВО ДЛЯ ШТА ПЕЛИ РОБА НИЯ ЖГУГОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения штапелированной ленты из разноусадочных полиакрилонитрильных волокон | 1985 |
|
SU1288210A1 |
| Устройство для разрезания жгута химических волокон | 1983 |
|
SU1151603A1 |
| УСТРОЙСТВО ДЛЯ ШТАПЕЛИРОВАНИЯ ЖГУТОВ И НИТЕЙ | 1991 |
|
RU2026425C1 |
| УСТРОЙСТВО ДЛЯ ШТАПЕЛИРОВАНИЯ ЖГУТА ХИМИЧЕСКИХ ВОЛОКОН | 1992 |
|
RU2008377C1 |
| Устройство для штапелирования жгутовых химических нитей | 1976 |
|
SU687146A1 |
| ШТАПЕЛИРУЮЩИЙ МЕХАНИЗМ И СПОСОБ ШТАПЕЛИРОВАНИЯ ЖГУТОВ, ОБРАЗОВАННЫХ ВОЛОКНАМИ ИЗ ТЕРМОПЛАСТИКОВОГО МАТЕРИАЛА | 2001 |
|
RU2257430C2 |
| Устройство для штапелирования жгута химических нитей | 1984 |
|
SU1401081A1 |
| Устройство для штапелирования жгута химических нитей | 1989 |
|
SU1680815A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ВОЛОКНИСТЫХ КАРКАСОВ, В ЧАСТНОСТИ, ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 1998 |
|
RU2176296C2 |
| Ножевая головка к устройству для штапелирования химических волокон | 1978 |
|
SU773162A1 |
Изобретение относится к текстильной промышленности и может быть использован при; переработке химических злементарных нитей в жгуте Известно устройство для штапелирова- НИЯ ; жгутов,. содержащее ножевой вал со спиральной поверхностью и гладкий опорны вал, в точках контакта которых осуществляется разрезание волокон в жгуте. Недостатком этого устройства является необходимость обеспечения большого удельного давления в валах, что вызывает расплавление элементарных нитей, их расплющивание, склейку нескольких нитей, прнчем в результате режущая кромка тупится. Kpi ме того, устройство требует дополнител1гных зон для формирования штапелированной ленты, это усложняет конструкцию, наладку я обслуживание. Лента, выработанная на устройстве, обладает низкой прочностью. Известно также устройство для штапелирования жгутов coдepжaщee опорный вал и установлейный с возможностью контакта с его наружной поверхностью ножевой вал. имеющий режушую кромку, выполмеавую по спирали. 0 устройство яаляется вавболее бляэ кнм к изобретению по твхвичвской cjmaooти и достигаемому результату. Недостаток его состоит в нваозможноо ти увеличения разеесл жгута, так ках увеличение развеса у еатвла«г нагрузку на ножевой вал, которая свою очередь cnt собствует быстрому взносу режущей хромки; при увеличенвв же ширины ржущей кромки пропадает принщга диффереыцвального разрезания. Кроме того, ножевой вал имеет сложную конструкцию к при эксплуатации этого устройства нельзя регулировать длину волокон. Цель изобретения - повышение качес ва штапелирования, уменьшенве неровности по длине волокон и создание возможности просто регулировать длину волокон. Это достигается тем, что на опорном вау выполнена винтовая канавка с , нв кратным шагу режущей кромки ножеоого .
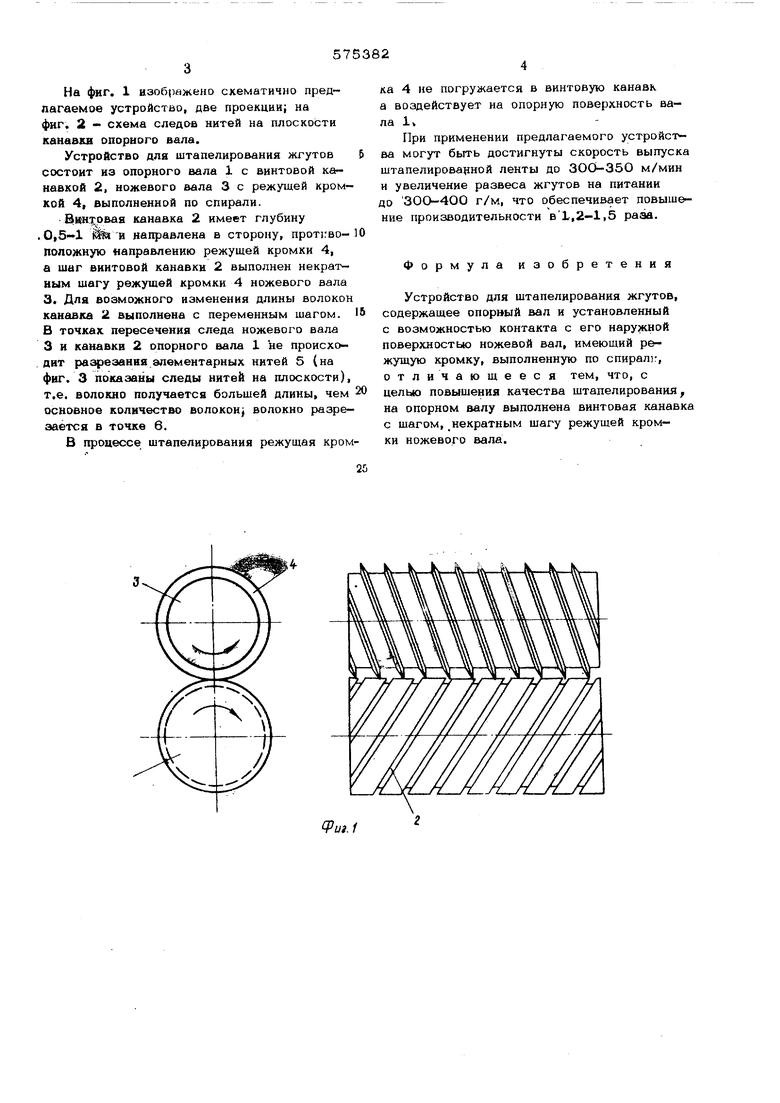
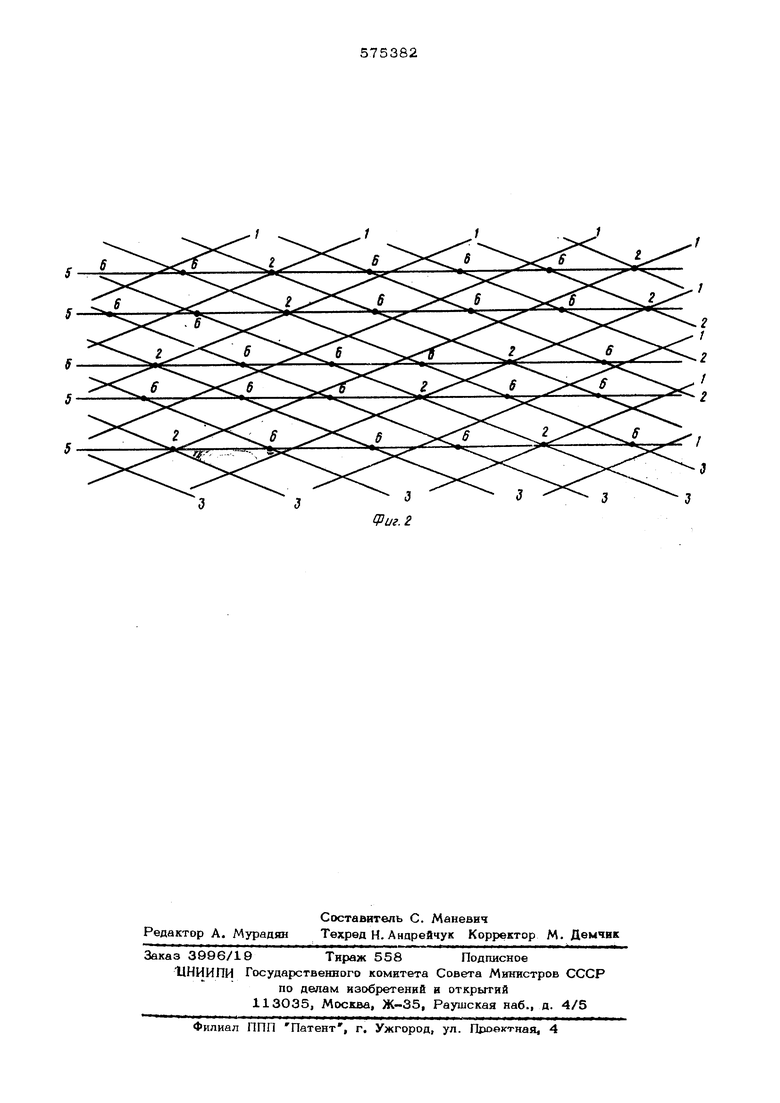
На фиг. 1 изображено схематично предлагаемое устройство, две проекции; на фиг. 2 - схема следов нитей на плоскости канавки опорного вала.
Устройство для штапелирования жгутов состоит из опорного вала 1 с винтовой канавкой 2, ножевого вала 3 с режущей кромкой 4, выполненной по спирали.
канавка 2 имеет глубину .0, Ш1 и направлена в сторону, протквоПоложную направлению режущей кромки 4, а шаг винтовой канавки 2 выполнен некратным шагу режущей кромки 4 ножевого вала 3. Для возможного изменения длины волокон канавка 2 выполнена с переменным шагом. В точках пересечения следа ножевого вала 3 и канавки 2 опорного вала 1 не происходит разрезания элементарных нитей 5 (на фиг. 3 показаны следы нитей на плоскости), т.е. волокно получается большей длины, чем основное количество волокон волокно разрезается в точке 6.
В процессе штапелирования режущая кромка 4 не погружается в винтовую канавк а воздействует на опорную поверхность вала 1
При применении предлагаемого устройств ва могут быть достигнуты скорость выпуска штапелироварной ленты до ЗОО-350 м/мин и увеличение развеса жгутов на питании до ЗОО-400 г/м, что обеспечивает повышение производительности в1,2-1,5 раза.
Формула изобретения
Устройство для штапелирования жгутов, содержащее опорный вал и установленный с возможностью контакта с его наружной поверхностью ножевой вал, имеющий р&жущую кромку, выполненную по спирал :, отличающееся тем, что, с целью повышения качества щтапелирования, на опорном валу выполнена винтовая канавк с шагом, некратным шагу режущей кромки ножевого вала.
CPui.1
