Настоящее изобретение касается производства жгутов из штапелированных волокон термопластикового материала, в частности стекловолокон, и, более конкретно, способа штапелирования и штапелирующего механизма, предназначенного для использования в таком производстве.
Как известно из предшествующего уровня техники, штапелирование жгутов (называемых иногда шнурами) осуществляют, пропуская термопластиковый материал между колесом, называемым наковальней, и колесом, называемым штапелирующим и оснащенным лезвиями, равномерно установленными по периферии колеса и выступающими за ее пределы, при этом оба колеса вращаются в противоположных направлениях. Колесо-наковальня, как правило, выполняемое из эластомера типа полиуретана располагают таким образом, чтобы оно соприкасалось под давлением с кромками лезвий, выступающих над штапелирующим колесом, определяя таким образом зону разрезания.
Для обеспечения рентабельности таких установок необходимо, естественно, чтобы процесс штапелирования был непрерывным с минимальным количеством остановок. Остановки в основном происходят из-за разрыва подаваемого жгута. После каждого разрыва необходимо вновь “запускать” штапелирующее устройство, то есть как можно скорее заводить жгут в зону разрезания.
Известно несколько технических решений.
В документе FR 2162068 описана штапелирующая установка, опорный барабан которой продолжен частью в виде усеченного конуса. Установка помещена в защитный кожух, оборудованный отверстием, через которое выходит наружу часть опорного барабана, выполненная в виде усеченного конуса, передняя сторона которой закрыта, в свою очередь, защитной пластиной, закрепленной на указанном кожухе. Таким образом, между кожухом и пластиной образуется боковое отверстие, через которое вручную подается состоящий из волокон жгут, соприкасающийся с конусообразной частью опорного барабана. Жгут наматывается на коническую поверхность и поднимается по ней, поступая потом между резаком и наковальней.
При каждом повторном запуске такого устройства необходимо привести скорость прохождения жгута к значению, составляющему примерно 1-2 м/сек; это приемлемо в случае, когда в устройство подают жгут, выходящий из одной фильеры, но невозможно при одновременном штапелировании нескольких жгутов, выходящих из нескольких фильер. Действительно, любой случайный разрыв одного из жгутов приводит к остановке процесса вытягивания волокон на всех фильерах, что сказывается на их работе, ускоряет износ оборудования и значительно снижает производительность установки.
Вариант предыдущего устройства описан во французской публикации FR 2204715. Согласно этому документу штапелирующая установка содержит опорный барабан, продолженный усеченным конусом, заканчивающимся вершиной малого диаметра.
Пусковой валик, содержащий последовательный ряд дисков, опирается на образующую усеченного конуса. Комплекс резак/наковальня постоянно вращается с нормальной скоростью.
Во время операции повторного запуска жгут проходит сначала через направляющее колесо, выровненное по зоне разрезания, и проходит рядом с вершиной усеченного конуса, наматываясь на него на малой скорости. Из-за того, что жгут стремится к следованию по прямолинейной траектории, он быстро зажимается пусковым валиком и поверхностью усеченного конуса, постепенно поднимается по последней с придаваемой ему скоростью вытягивания и в конечном итоге заходит между наковальней и резаком.
Такое расположение позволяет заводить жгут без изменения скорости вращения штапелирующей установки. Однако и это устройство не лишено недостатков.
Действительно, чтобы избежать преждевременного разрыва жгута, необходимо, чтобы скорость вытягивания увеличивалась постепенно, что требует совмещения с наковальней очень длинного усеченного конуса, который, естественно, находится в висячем положении. Такое положение усугубляется тем, что на усеченный конус оказывает давление ряд дисков, образующих пусковой валик. Такое устройство быстро изнашивается, в частности, когда необходимо поддерживать скорость вытягивания от 30 до 50 м/сек.
В другом устройстве, описанном в документе FR 2397370, также предусмотрено боковое заведение жгута в штапелирующую установку.
Это устройство содержит вспомогательный опорный барабан, расположенный смежно с одним из концов основного опорного барабана и выровненный в осевом направлении с последним, и вспомогательный ножевой барабан, выполненный с возможностью взаимодействия с вспомогательным опорным барабаном.
Во время нештатного разрыва жгута, последний может быть повторно заведен в штапелирующую установку без ее остановки следующим образом:
После ручного вытягивания жгут заводят между вспомогательными барабанами при малой скорости и удерживают в этом положении при помощи желобчатого ролика.
Скорость обоих вспомогательных барабанов, выполняющих роль штапелирующей установки, постепенно увеличивают вплоть до достижения жгутом нормальной скорости вытягивания. Перемещением желобчатого ролика жгут заводят в основную зону разрезания.
Это устройство представляет собой интересное решение проблем, связанных с заведением жгута в штапелирующую установку, вращающуюся с большой скоростью. Однако каждый раз, когда возникает необходимость в смене основной штапелирующей установки, нужно демонтировать и вновь монтировать вспомогательные барабаны, что не может не считаться недостатком в непрерывном процессе производства, где непродуктивные остановки должны сводиться к минимуму.
Решение этой проблемы описано в документе FR 2490251 и в основном состоит в том, что жгут вытягивают в зоне, заключенной между плоскостями, проходящими через боковины ножевых барабанов, при этом оси вращения указанных барабанов находятся в практически горизонтальной плоскости, после чего вытянутый таким образом жгут отводят к зоне разрезания, определяемой зоной контакта между барабаном-наковальней и ножевым барабаном, для его заведения, по меньшей мере, на участок поверхности ножевого барабана, расположенного на входе, при этом указанный участок поверхности практически является смежным по отношению к зоне разрезания.
Однако это решение требует как минимум одного вмешательства человека для предварительного вытягивания жгута в горизонтальной плоскости вплоть до пусковой зоны. Именно на этой стадии отмечается самое большое количество разрывов и, как следствие, потерь времени. Это тем более имеет под собой почву в силу того, что выходящие из нескольких фильер несколько жгутов подаются одновременно оператором на пусковой валик.
Таким образом смогли определить степень возникновения разрывов, которая составила примерно 20 разрывов на одну фильеру в день.
Другое решение состояло в разработке конструкции штапелирующей системы, описанной в американском патенте US 5935289, в которой жгут захватывается под каждой фильерой и автоматически подается к системе повторного запуска.
Однако данная система оказалась слишком сложной, в частности она содержит довольно сложный узел повторного запуска, а также столь же сложные направляющий узел, защитные детали и узел привода зажима.
Настоящим изобретением предлагается механизм, который не содержит ни колеса, ни узла повторного запуска, ни направляющего узла и который позволяет путем простого прямолинейного перемещения жгута осуществлять автоматический повторный запуск, а также вследствие этого является намного более простым в использовании, чем предыдущие системы, позволяя добиться показателя успешных повторных запусков, близкого к 100% и во всяком случае превышающего 98%.
С другой стороны, в сравнении с штапелирующим узлом, описанным в патентной заявке FR 2490251 настоящее изобретение является полностью автоматизированным, так как не требует вмешательства оператора для манипуляций со жгутом.
Кроме того, настоящее изобретение не содержит ни спицы для заведения жгута в зону разрезания, ни колеса повторного запуска. Эти элементы являются основополагающими для обеспечения функционирования в системах из предшествующего уровня, однако они характеризуются показателем срывов повторного запуска, которым трудно пренебречь, по причине усилий, прилагаемых к жгуту во время их запуска.
Кроме того, объектом настоящего изобретения является простое техническое решение, характеризующееся сокращенным количеством элементов, благодаря чему обеспечивается его надежность и, как следствие, увеличившаяся рентабельность установки.
Таким образом, объектом настоящего изобретения является механизм для штапелирования жгутов, образованных термопластиковыми волокнами, содержащий ножевое колесо и колесо-наковальню, вращающиеся в противоположных направлениях вокруг двух параллельных осей, по меньшей мере, одно средство для приведения в действие указанных колес и средство установления контакта между жгутом и колесом-наковальней.
В соответствии с настоящим изобретением штапелирующий механизм дополнительно содержит:
средство в виде качающегося кронштейна указанных колес с осью, параллельной оси указанных колес, и взаимодействующее с ним приводное средство;
средство установления контакта между указанными колесами;
средство, предназначенное, в частности, для захватывания жгута, и взаимодействующее с ним приводное средство, предназначенное для подачи жгута между ножевым колесом и колесом-наковальней, когда указанные колеса не находятся в контакте.
В соответствии с одним из вариантов штапелирующий механизм дополнительно содержит средство изменения положения жгута на колесе-наковальне для обеспечения возвратно-поступательного контактного движения по ширине указанного колеса.
Благодаря этому средству преимущественно обеспечивается распределение износа колеса-наковальни по всей его ширине.
В частности, средство изменения содержит, по меньшей мере, один ролик, приводимый в движение набором поводков и взаимодействующий с эксцентриком.
В частном случае выполнения штапелирующий механизм в соответствии с настоящим изобретением может дополнительно содержать средство ограничения вращения качающегося кронштейна между двумя крайними положениями.
Оставаясь в рамках настоящего изобретения, штапелирующий механизм дополнительно содержит средство механической обработки периферийной поверхности колеса-наковальни.
Кроме того, штапелирующий механизм содержит разделительный ролик, установленный перед резаком и средством установления контакта между жгутом и колесом-наковальней.
Объектом настоящего изобретения является также способ штапелирования нитей из термопластика, состоящий в заведении, по меньшей мере, одного жгута вокруг колеса-наковальни по некоторой дуге наматывания, затем в разрезании жгута путем контакта указанного колеса-наковальни с ножевым колесом, вращающимся в направлении, противоположном вращению колеса-наковальни, при этом указанные колеса имеют две параллельные оси.
В соответствии с настоящим изобретением способ штапелирования дополнительно состоит в осуществлении автоматического повторного запуска штапелирования благодаря особому одновременному вращению оси указанных колес, соответствующему вращению указанных колес вокруг их соответствующих осей (x1, х2).
В частности, повторный запуск состоит в том, что жгут перед колесами зажимают и заводят между указанными колесами, отведенными друг от друга по прямолинейной траектории во время остановки, затем колеса приближают друг к другу и приводят их во вращение, при этом их направляют таким образом, чтобы обеспечить оптимальную дугу наматывания жгута на колесе-наковальне перед штапелированием, а также заданное направление выброса штапелей.
Согласно одному из вариантов способ штапелирования дополнительно содержит изменение положения жгута по ширине указанного колеса-наковальни.
Таким образом, способ штапелирования может содержать возвратно-поступательное движение жгута по ширине колеса-наковальни.
Способ штапелирования может также содержать механическую обработку колеса-наковальни вне периодов штапелевания.
Кроме того, способ заключается в штапелировании жгута после его зажатия.
В соответствии с настоящим изобретением способ может также заключаться в удалении за пределы зоны падения штапелей части неразрезанного жгута во время возвратного движения зажима в исходное положение.
Другие отличительные признаки, преимущества и детали изобретения будут более понятны из нижеследующего описания, приведенного в качестве неограничительного примера, со ссылками на прилагаемые чертежи, на которых
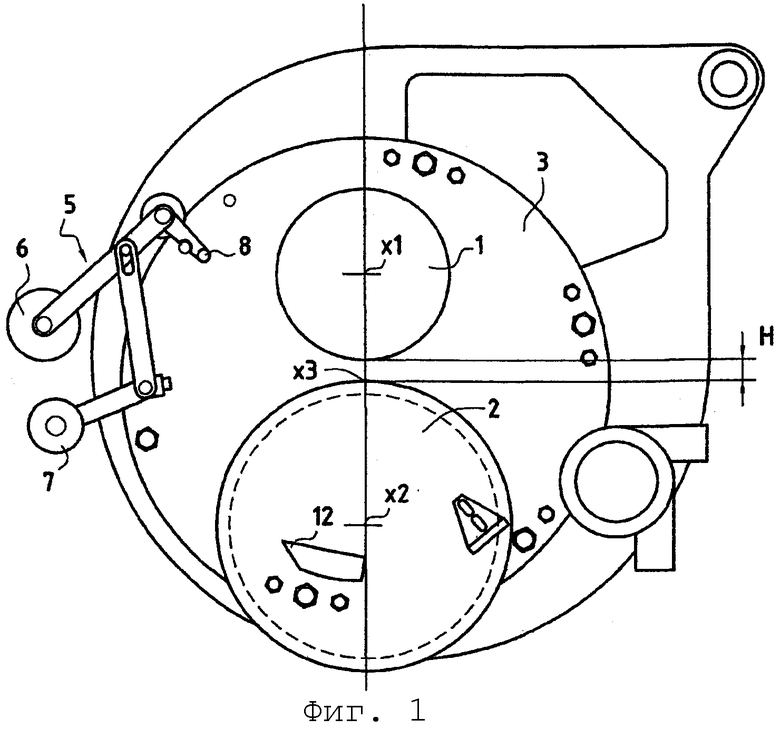
Фиг.1 - схематическое изображение штапелирующего механизма в соответствии с настоящим изобретением в положении остановки;
Фиг.2 - общая схема изобретения;
Фиг.3 - схематическое изображение основных элементов согласно изобретению непосредственно перед захватом жгута;
Фиг.4 - схематическое изображение изобретения во время захвата жгута;
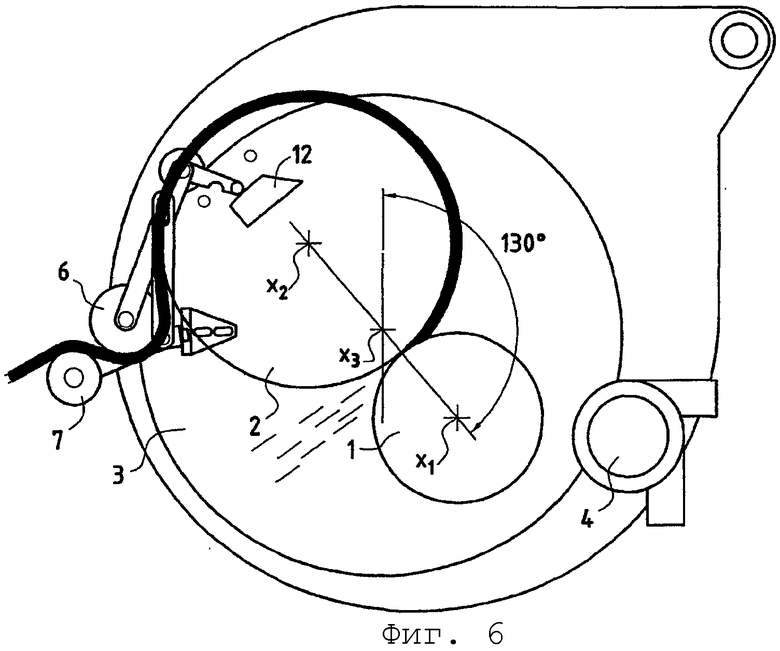
Фиг.5 и 6 - схематические изображения резака в соответствии с настоящим изобретением в двух положениях штапелирования;
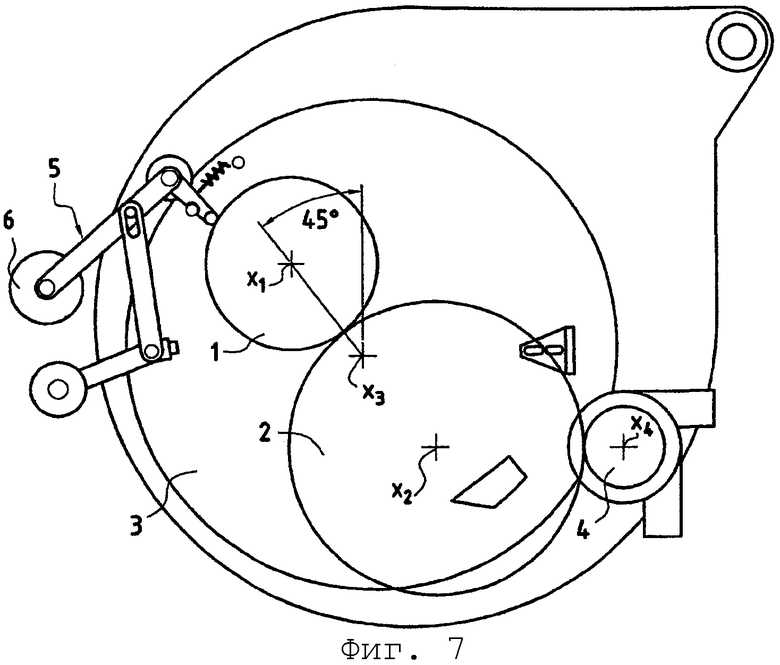
Фиг.7 - схематическое изображение резака во время механической обработки колеса-наковальни.
На фиг.1 схематически показаны основные элементы изобретения.
Как известно из предшествующего уровня техники, резак содержит ножевое колесо 1, оборудованное режущими лезвиями, выходящими наружу по направлению радиусов. Режущие лезвия на фигурах не показаны. Резак содержит также колесо 2, называемое “наковальней”, ось которого (х2) параллельна оси (x1) ножевого колеса; когда оба колеса приближены одно к другому, то соприкасаются своими образующими и вращаются в противоположных направлениях, в этом случае создается зона разрезания.
Само собой разумеется, что соответствующие тангенциальные скорости колес 1, 2 должны быть равны, и момент затягивания между колесами 1 и 2 может регулироваться в зависимости от различных параметров разрезания, таких как диаметр волокон, образующих жгут, материал жгута, скорость разрезания и т.д.
Кроме того, рядом с колесом-наковальней 2 может быть предусмотрено так называемое колесо механической обработки 4 для шлифования внешней поверхности этого колеса тогда, когда это необходимо и/или возможно.
В соответствии с настоящим изобретением ножевое колесо 1 и колесо-наковальня 2 установлены на роторном средстве, таком как барабан 3, который может качаться вокруг оси x3, параллельной осям x1 и x2 каждого из колес 1 и 2.
На фиг.1, которая относится к нерабочему положению, колеса 1 и 2 удалены на расстояние Н, которое, впрочем, может меняться со временем в соответствии с износом колеса-наковальни 2.
Штапелирующий механизм в соответствии с настоящим изобретением содержит также комплект поводков 5, предназначенных для перемещения и позиционирования следующих элементов:
- входного ролика 6, выполняющего роль направляющей для жгута перед колесом-наковальней 2, как будет подробно пояснено ниже;
- разделительного ролика 7, предназначенного для возможного удерживания в разделенном состоянии различных волокон, образующих жгут. Вместе с тем, этот элемент не является необходимым для функционирования изобретения;
- приводной ролик 8, функция которого будет уточнена далее.
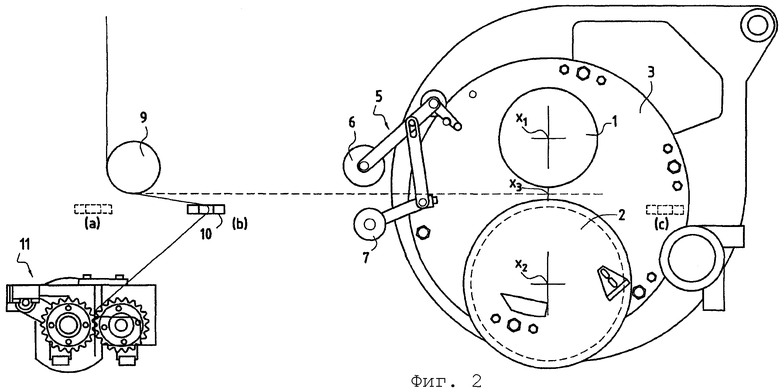
На фиг.2 показан не только сам резак (как на фиг.1), но также так называемый отклоняющий ролик 9, предназначенный для перевода, во время работы, выходящего из фильеры жгута из вертикального направления в горизонтальное направление. Именно в этом последнем направлении жгут движется при подаче на резак.
На фиг.2 также схематически показан зажим 10 в трех разных положениях (а), (b) и (с):(а) крайнее положение, в котором зажим захватывает, по меньшей мере, один жгут, (b) промежуточное положение, в котором жгут захватывается и перемещается зажимом, а (с) это другое крайнее положение, в котором зажим освобождает жгут. Этот период работы более подробно описан ниже. Предпочтительно зажим движется по прямолинейной траектории.
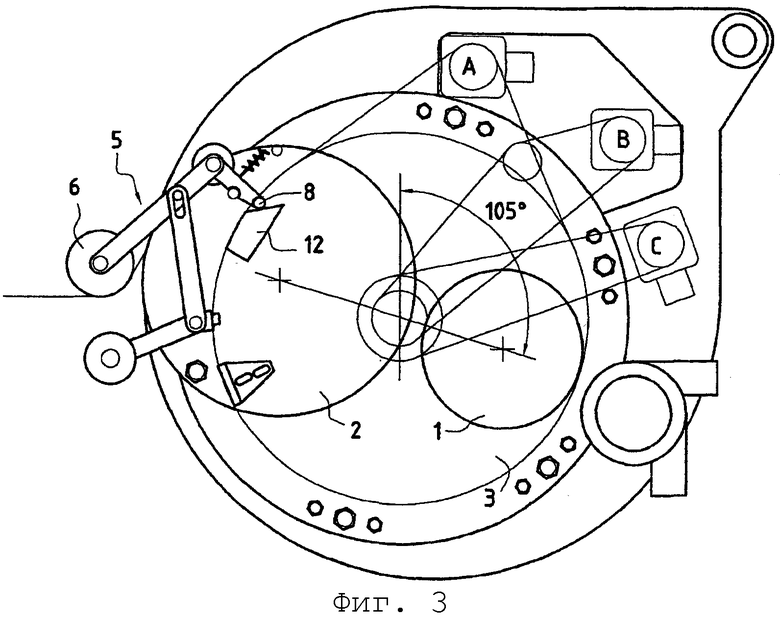
На фиг.3 показано второе положение, следующее за положением, показанным на фиг.1, в котором барабан 3 поворачивается в направлении, противоположном вращению, на первый угол α 1≅105° под действием первого двигателя А. Жестко соединенный с барабаном и установленный на его периферии кулачок 12 входит в контакт с роликом 8, вследствие чего ролик 6 приближается к колесу-наковальне 2, которое находится теперь в зоне поводков 5.
По окончании этого этапа, то есть когда барабан 3 повернулся на угол α 2>α 1, при помощи второго двигателя С осуществляют затягивание соприкасающихся друг с другом колеса 1 и колеса 2, в то время как третий двигатель В приводит во вращение ножевое колесо 1.
Между положениями, показанными на фиг.2 и 3, то есть перед затягиванием колес, зажим 10 завел жгут между пока еще разведенными колесами 1 и 2, затем отпустил жгут сразу же после того, как колеса 1, 2 оказались затянутыми друг против друга и начали вращаться со скоростью, соответствующей расходу фильеры.
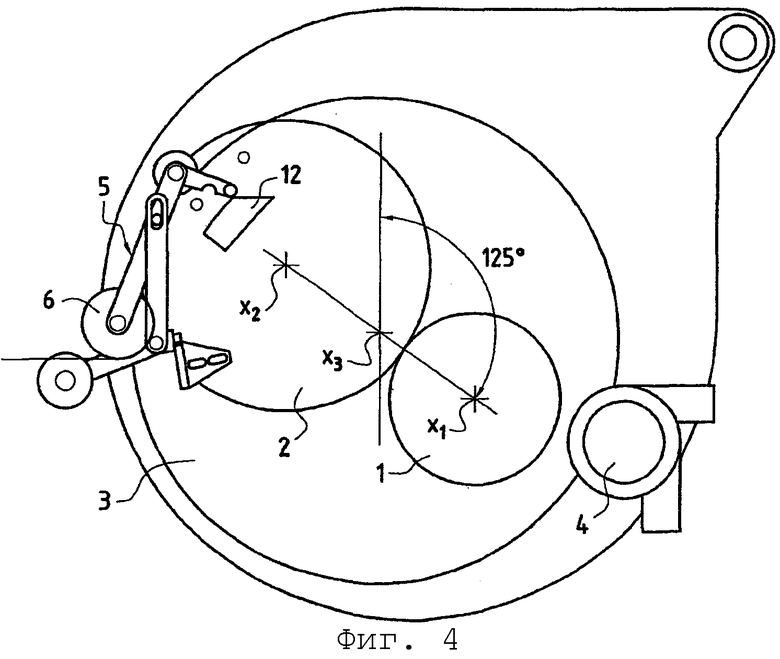
На фиг.4 показано это положение с углом α 2 = 125° , приведенным в качестве примера. Входной ролик в данном случае находится максимально близко к колесу-наковальне 2.
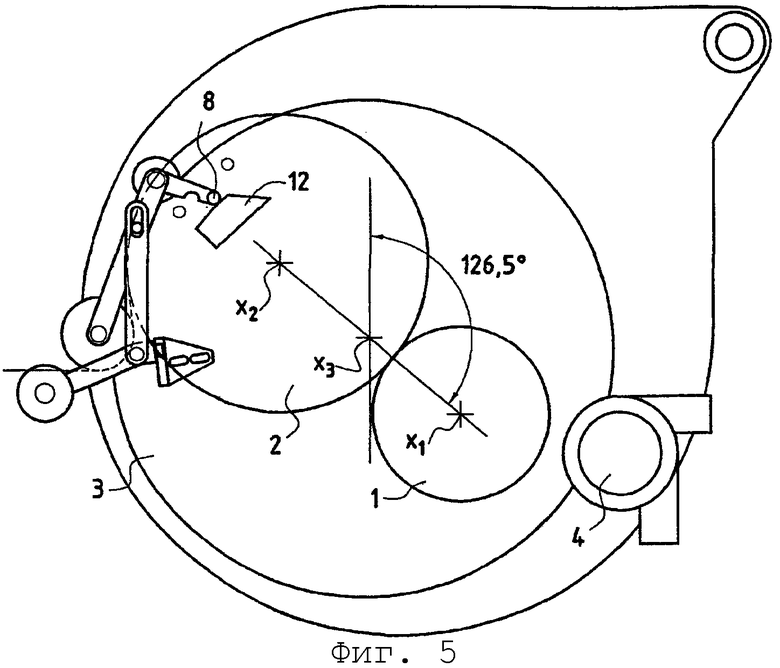
На фиг.5 показано положение барабана 3, слегка смещенное по отношению к положению на фиг.4 и соответствующее началу колебательно-вращательного движения барабана. Это движение активируется положением ролика 8 на кулачке 12 и порождает возвратно-поступательное движение жгута по ширине колеса-наковальни 2. Это преимущественно обеспечивает равномерное распределение износа указанного колеса 2 и, следовательно, позволяет сократить последствия этого износа.
На этой стадии процесса дуга наматывания жгута на колесе-наковальне 2 составляет примерно 250° .
На фиг.6 жирной линией показана траектория на колесе 2, соответствующая этому наматыванию жгута. Кроме того, по этой траектории видно, что жгут последовательно проходит перед колесом 2 над разделительным роликом 7 и под входным роликом 6.
По сравнению с фиг.5 барабан 3 дополнительно повернулся на несколько градусов до крайнего положения возвратно-поступательного движения таким образом, что с этого момента он качается в противоположном направлении. Например, барабан может качаться примерно на 5° в своем колебательном движении вокруг оси х3.
Кроме того, не выходя за рамки настоящего изобретения, можно механически обрабатывать внешнюю поверхность колеса-наковальни 2. Эту операцию осуществляют, например, во время разрыва жгута или во время штатной остановки.
На фиг.7 показано позиционирование барабана 3 для реализации этой операции.
Шлифовальный круг 4 устанавливают в положении, приблизительно диаметрально противоположном поводкам 5, хотя такое расположение и не является обязательным. Это расположение выбирают в основном из соображений сокращения габаритов.
Обрабатываемое колесо-наковальню 2 при помощи соответствующего вращения барабана 3 перемещают в положение рядом со шлифовальным кругом 4 таким образом, что колесо 2 и круг 4 начинают соприкасаться. Предпочтительно один и тот же двигатель, в данном случае двигатель В колеса 1, приводит во вращение колесо 2 и круг 4 и вращает их в противоположных направлениях. Для осуществления этой операции (фиг.7) барабан 3 поворачивают приблизительно на угол 45° против часовой стрелки по отношению к нерабочему положению.
В основных чертах работу штапелирующего механизма можно представить следующим образом.
Перед началом повторного запуска механизм находится в положении, показанном на фиг.2, за исключением жгута, который заведен в нитепротяжное устройство 11, то есть натянут в вертикальном направлении. Зажим 10 находится в положении (а).
Двигатель (не показан на фигуре) приводит в движение зажим 10, который, соприкасаясь с жгутом, захватывает его. Скорость движения зажима должна соответствовать скорости протяжного устройства, чтобы избежать перебоев в движении жгута.
В этом случае отрезание части жгута между зажимом 10 и протяжным устройством 11 обеспечивается независимым средством.
Зажим 10 продолжает свое линейное движение, показанное на фиг.2 пунктирной линией, увлекая за собой жгут. В частности, он проходит между разведенными по время остановки колесами 1 и 2.
После прихода в положение (с) зажим 10 останавливается. Перед этим колеса 1, 2 опять затягиваются друг против друга и приводятся во вращение: положение на фиг.4. С этого момента жгут захватывается колесами, при этом вначале затягивание является слабым, затем усиливается, что и является началом собственно штапелирования.
Кроме того, после остановки в положении (с) зажим 10 возвращается в положение (а) по прямолинейной траектории, параллельной первоначальному движению, но смещенной для прохождения рядом с работающими колесами. Во время этого возврата к исходному положению (а) зажим захватывает неотрезанную часть жгута и удаляет ее за пределы зоны падения штапелей.
Начиная с этого момента, создается качательное движение барабана 3, связанное с вовратно-поступательным движением жгута по ширине колеса-наковальни 2.
Таким образом реализуется собственно штапелирование до момента разрыва жгута или штатной остановки, например, для замены или механической обработки колеса-наковальни 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ ШТАПЕЛЬНЫХ ВОЛОКОН ИЗ ТЕРМОПЛАСТИЧЕСКОГО МАТЕРИАЛА | 2001 |
|
RU2261299C2 |
| Устройство для получения штапелированной ленты | 1989 |
|
SU1714001A1 |
| Устройство для штапелирования жгутовых химических волокон | 1981 |
|
SU968115A1 |
| Устройство для штапелирования химических нитей разрывом | 1982 |
|
SU1106852A1 |
| Устройство для штапелирования жгута химических волокон | 1976 |
|
SU575381A1 |
| Устройство для штапелирования жгута химических нитей | 1989 |
|
SU1680815A1 |
| Штапелирующее устройство | 1986 |
|
SU1359352A1 |
| Головка для штапелирования отходов стекловолокна | 1980 |
|
SU966051A1 |
| Устройство для штапелирования жгута химических нитей | 1984 |
|
SU1401081A1 |
| Резально-штапелирующая машина | 1958 |
|
SU117182A2 |
Штапелирующий механизм для штапелирования жгутов, образованных волокнами из термопластичного материала, содержащий ножевое колесо и колесо-наковальню, вращающиеся в противоположных направлениях вокруг параллельных осей, по меньшей мере, одно средство привода указанных колес и средство установления контакта между жгутом и колесом-наковальней, он дополнительно содержит средство в виде качающегося кронштейна указанных колес, ось которого параллельна оси указанных колес, и взаимодействующее с ним приводное средство, средство установления контакта между указанными колесами, средство, предназначенное для захватывания указанного жгута, и взаимодействующее с ним приводное средство, предназначенное для заведения жгута между ножевым колесом и колесом-наковальней, когда эти колеса не находятся в контакте. Объектом изобретения также является соответствующий способ штапелирования. Использование данной группы изобретений позволит обеспечить автоматический повторный запуск путем простого прямолинейного перемещения жгута. 2 н. и 11 з.п. ф-лы, 7 ил.
| Способ изготовления изоляцииОбМОТОК элЕКТРичЕСКиХ МАшиН | 1979 |
|
SU849381A1 |
| US 4411180 А, 25.10.1983 | |||
| СПОСОБ ПРОФИЛАКТИКИ И ЛЕЧЕНИЯ ВОСПАЛЕНИЯ В РОТОВОЙ ПОЛОСТИ ПОСЛЕ СТОМАТОЛОГИЧЕСКОЙ ХИРУРГИЧЕСКОЙ ОПЕРАЦИИ | 2012 |
|
RU2492851C1 |
| Устройство для штапелирования химических волокон | 1975 |
|
SU539993A1 |
| Устройство для разрезания жгутаХиМичЕСКиХ ВОлОКОН | 1978 |
|
SU804728A1 |
| Устройство для штапелирования жгутовых химических волокон | 1978 |
|
SU720063A2 |

