1
Изобретение относится к области индукционного нагрева и может быть применено в устройствах для индукционной термообработки изделий.
Известен индуктор-трансформатор для нагрева цилиндрических изделий, например шеек коленчатых валов, содержащий подвижную в осевом направлении первичную многовитковую обмотку, охватывающую вторичный виток, выполненный из поворотных разводных полуколец, разделенных между собой воздушным зазором l.
Недостатком известного индуктора является сложность загрузки в него изделий типа коленчатых валов.
Целью изобретения является упрощение процесса установки изделий в индуктор.
Это достигается тем, что индуктор снабжен Ш-образным магнитопроводом и вторичной многовитковой галетной обмоткой, при этом галеты обеих обмоток установлены на среднем стержне магнитопровода с возможностью углового раэворота на нем, а галеты вторичной обмотки жестко связаны с индуктирующими полукольцами так, что одна галета или группа соединеньых между собой галет связана с одним полукольцом или группой последовательно соединенных полуколец, а другая галета или группа галет связана с противолежашим симметричным голукольцом или группой полуколец индуктора.
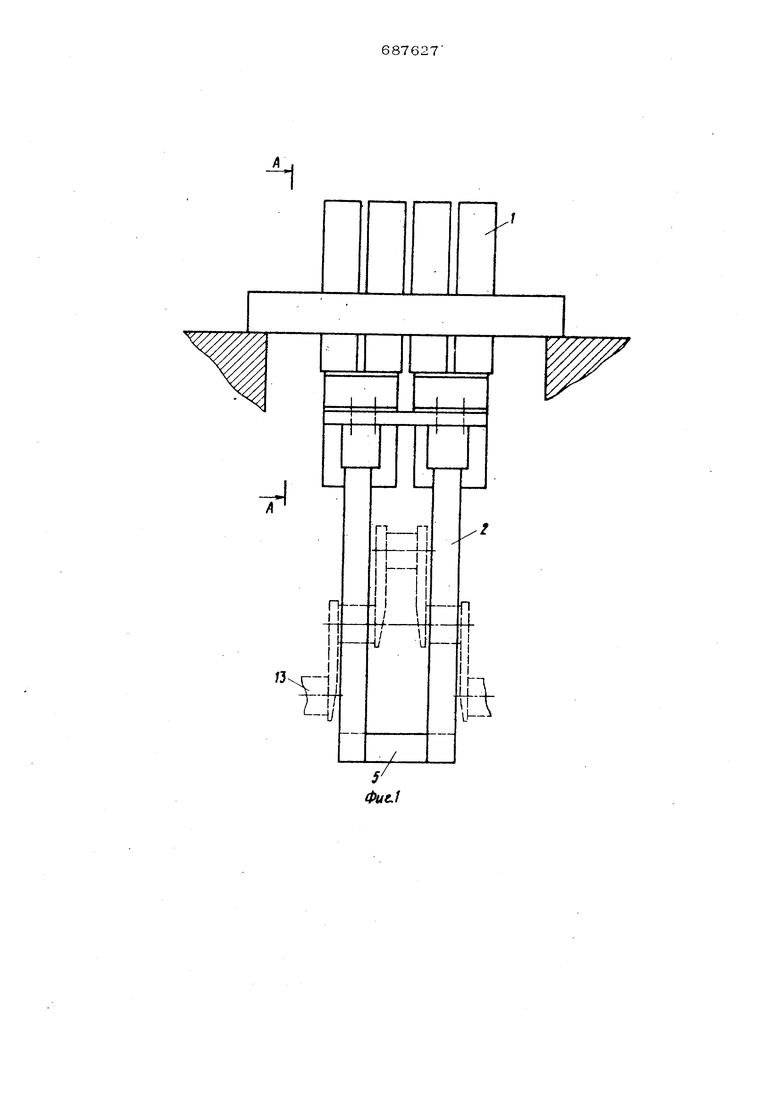
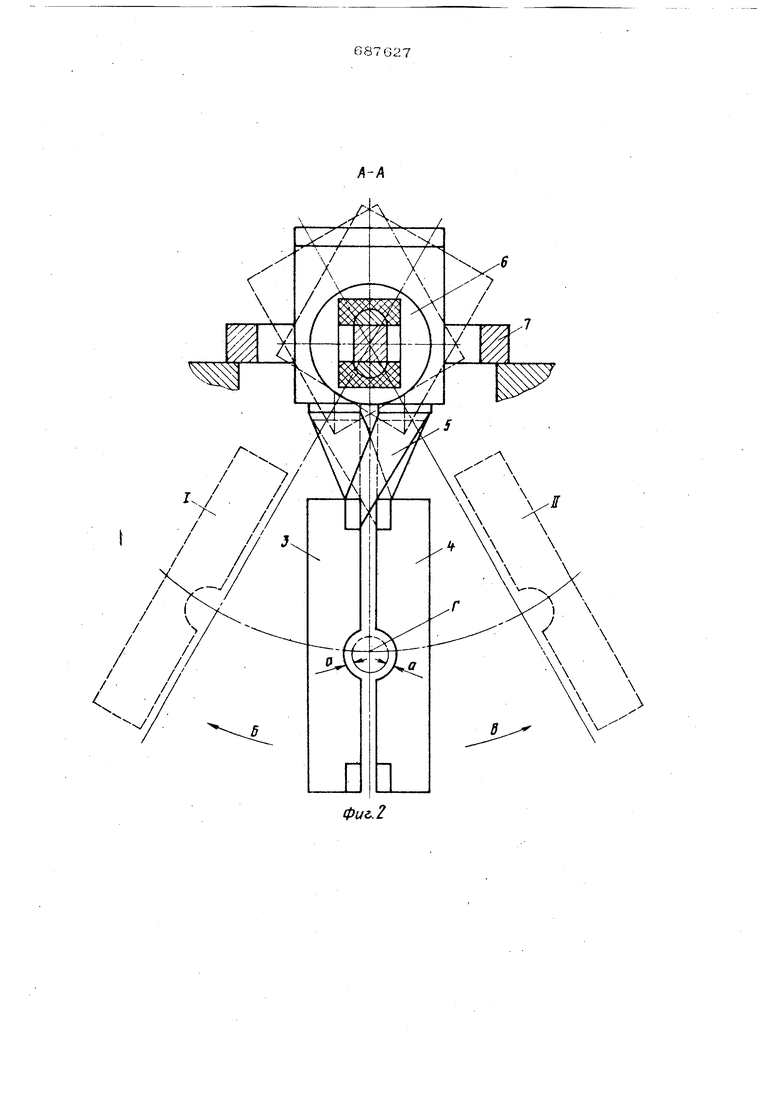
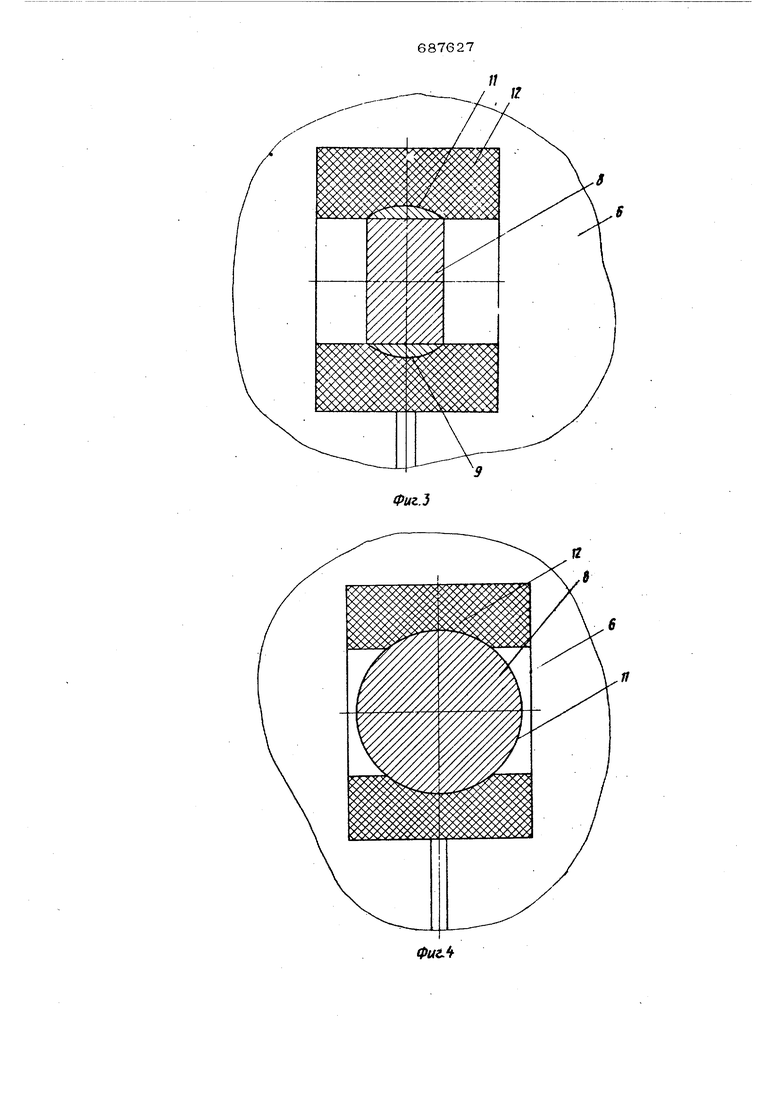
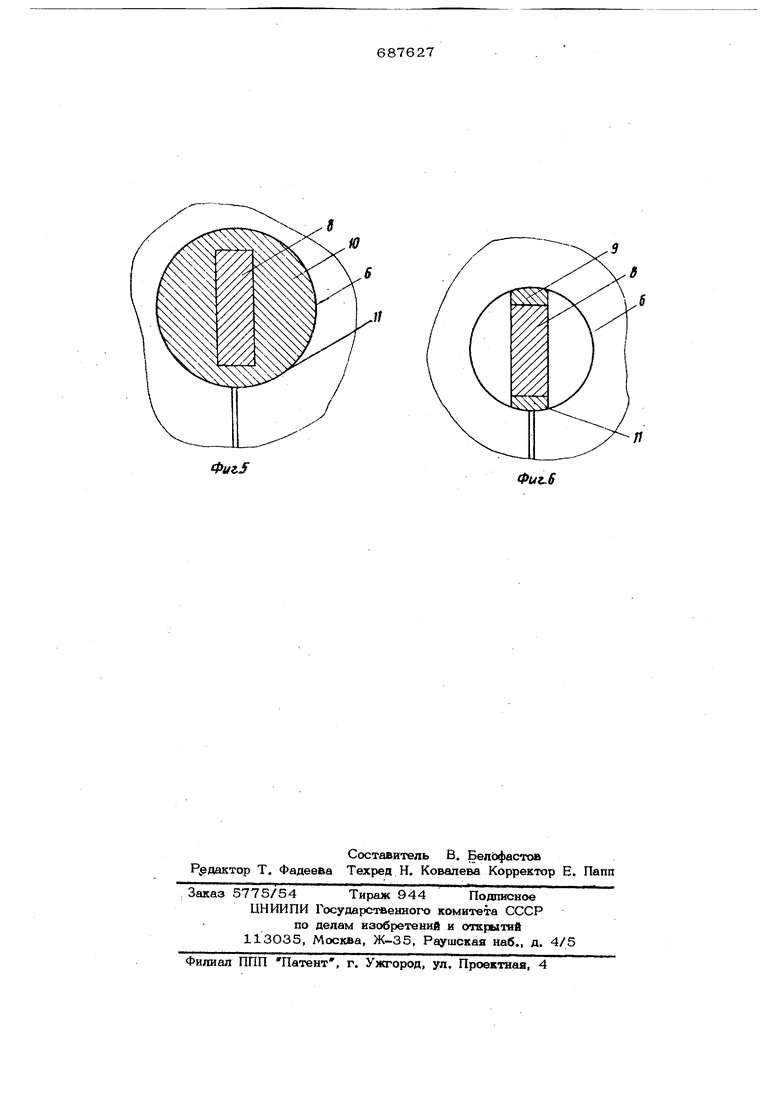
На фиг. 1 показан предлагаемый индукгор-трансформатор,. общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3-6 изображена цапфа-галета (различные варианты выполнения).
Индуктор-трансформатор содержит высокочастотный трансформатх)р 1 и эазъем ный индуктор 2, индуктирующие полукольца 3 и 4 которого подключены жесткими шинами. 5 к выводам вторичной
. обмотки трансформатора. Высокочастот ный трансформатор 1 состоит из галет- ных обмоток 6 и Ш образного магнитогфовода 7. Средний стержень 8 Ш-образыого магнитопровода выполнен в виде цапфы и может иметь различные конструкции (см. фиг. 3-6). Цапфа на фиг. состоит из среднего стержня 8 прямоугольного сечения, на который помещены накладки 9 из ферромагнитного материала, например феррита. Цапфа на фиг. 4 образована непосредственно средним стержнем 8 магнитопровода, имеющим цилиндрическую форму. Цапфа на фиг. 5 состоит из среднего стержня 8 прямоугольного сечения, на котором помещена втулка 10 из ферромагнитного материала Во всех вариантах исполнения наружная поверхность 11 цапфы или ее часть выполнена цилиндрической. У каждой галеты 6 внутренняя поверхность или ее часть, контактирующая с цилиндрической по- верхностью 11 цапфы, также выполнена цилиндрической. На фиг. 3 и 4 в галете 6 выполнено прямоугольное отверстие, в котором установлены вкладыши 12 из антифрикцион кого материала, например полиамида. На фиг. 5 и 6 внутренняя поверхность 1 галеты цилиндрическая, а сама галета изготовлена из антифрикционного матери ла, например сплава АО-2О. Индуктор работает следующим образо Индуктирующие полукольца 3, соединенные жесткими шинами 5 с группой галет 6, образующих вторичную обмотку поворачиваются в направлении по стрелк Б вокруг цапфы, роль которой выполняет средний стержень 8 Ш-образного маг нитопровода, в положение 1. Индуктирую щие полукольца 4, соединенные жестким шинами 5 с другой группой галет 6 вто ричной обмртки, поворачиваются в напра лении по стрелке В вокруг цапфы (стерж ня 8) в положение П. .Обрабатываемая деталь 13 (коленчатый вал) устанавливается механизмом загрузки в положени для нагрева так, чтобы ось шейки, подлежащей закалке, совпала с осью Г индуктора 2. После этого индуктирующие полукольца 3 и 4 поворачивают в рабоч положение. Электрический ток высокой частоты от источника питания (не пока- еан) подводится к первичной обмотке алет 6 трансформатора 1. Ток вторичной обмотки галет 6 каждой группы о жестким ишнам 5 поступает в индуктирующие полукольца 3 и 4 и нагревает шейку закаливаемой детали до необходимой температуры. Так как индуктирующие полукольца 3 и 4 выполне1Ш1 зеркально-симметричными, а воздушные зазоры о( между индуктирующими пол кольцами и шейкой вала одинаковы, то нагрев шейки вала будет равномерным. По окончании термообработки индуктирующие полукольца 3 и 4 снова разво-. дят по стрелкам Б и В и закаленную деталь удаляют. Затем цикл повторяется. Данная конструкция индуктора-трансформатора исключает необходимость в перемещении первичной обмотки, что позволяет упростить конструкцию устройств для термической обработки машиностроительных изделий. Формула изобретения Индуктор-трансформатор, содержащий первичную многовитковую галетную обмотку и вторичный виток, состоящий из симметричных индуктирующих полуколец, разделенных воздушным зазором, о т личающийс я тем, что, с целью упрощения процесса установки изделий в индуктор, он снабжен Ш-образным магнитопроводом и вторичной многовитковой галетной обмоткой, при этом галеты обеих обмоток установлены на среднем стержне магнитопровода с возможностью углового разворота, а галеты вторичной обмотки жестко связаны с индуктирующими полукольцами так, что одна галета или группа соединенных между собой галет связана с одним полукольцом или группой последовательно соединенных полуколец, а другая галета или группа галет связана с противолежащим симмео ричным полукольцом или группой полуколец индуктора. Источники информации, принятые во внимание при экспертизе 1. Слухоцкой А. Е., РЫСКИН С. Е. Индукторы для индукционного нагрева. Л., Энергия, 1974, с. 168, рис. 1O-I5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высокочастотногоНАгРЕВА дЕТАли | 1978 |
|
SU841126A1 |
| Установка для высокочастотной закалки деталей | 1984 |
|
SU1235941A1 |
| Индуктор для локального нагревазОНы шВА СпиРАльНОшОВНыХ ТРуб ВОблАСТи ТОРцА | 1979 |
|
SU807507A1 |
| Устройство для закалки валов | 1975 |
|
SU579327A1 |
| Кольцевой индуктор для высокочастотной термообработки деталей | 1978 |
|
SU745025A1 |
| Устройство индукционного нагрева полых цилиндрических деталей | 1991 |
|
SU1781846A1 |
| Трансформатор для установок индукционного нагрева | 1984 |
|
SU1314393A1 |
| Устройство для высокочастотного зонального нагрева длинномерных изделий | 1977 |
|
SU708542A1 |
| Устройство для индукционного нагрева изделий | 1989 |
|
SU1760656A1 |
| ИНДУКЦИОННОЕ НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО | 2010 |
|
RU2431241C1 |
7
т I
(3
I
I I
r
I -1/
Г12
Фиг.
л
