Предлагаемое изобретение относится к электротехнике, в частности к устройствам для индукционного нагрева токами промышленной частоты полых цилиндрических деталей, например, поршней автотракторных двигателей перед сборкой их с шатунами.
Известен ряд станков и устройств, используемых для индукционного нагрева: многовитковый индуктор для нагрева деталей, станок индукционно-тепловой сборки и разборки шатунно-поршневых групп.
Индуктор представляет собой многовитковый индуктор, содержащий соленоидную катушку из гибкого токомровода и скрепляющий ее витки подвижный каркас.
Однако такой индуктоо имечт существенный недостаток. Малая производительность ввиду того, что в зависимости от габаритов нагреваемого изделия, его конфигурации и ширины зоны нагрева необходимо производить дополнительные работы
по установке -необходимого количества П- образных элементов, укладке теплоизоляционной прокладки и намотке обмотки гибкого токопровода на нагреваемую деталь.
Наиболее близким техническим решением, выбранным в Качестве прототипа, является станок индукционно-тепловой сборки и разборки шатунно-поршневых групп.1
Станок содержит индуктор в виде обмотки из теплостойкого провода и магнито- проводящую систему, состоящую из неподвижного тороидального сердечника и двух подвижных магнитопроводов, пневмо- цилиндра, траверсы, укрепленной на пустотелом штоке пневмоцилиндра и соединенной с двумя разноплечими рычагами, которые связаны с подвижными магни- топроводами. Процесс нагрева осуществляется следующим образом. Поршень в исходном положении монтируется
w s
ё
VI
00
од
на чашу, которая сопрягается со штоком пневмоцилиндра. Шток с поршнем опускается в зону нагрева. Одновременно с помощью разноплечих рычагов подвижные магнитопроводы сближаются до соприкос- новения своими призматическими участками с поверхностью поршня. При этом магнитопроводная система нагревателя замыкается. Включается нагревательное устройство и на обмотки индуктора подается электричес 6е напряжение. Происходит нагрев поршня. По истечении необходимого времени индуктор отключается, подвижные магнитопроводы разводятся и поршень -пневмоцилиндром поднимается вверх для сборки с шатуном.
К недостаткам этого станка можно отнести следующее. Индукционная катушка смонтирована неподвижно и не позволяет изменять свое положение относительно зо- ны бобышек различных марок поршней, устанавливаемых в индуктор, что приводит к увеличению времени нагрева поршней, т.е. бобышки каждой марки поршня расположены на разном уровне и при установке в индуктор оказываются вне зоны, в которой сконцентрировано электромагнитное поле индукционной катушки.
Наличием этого недостатка является результат того, что указанный станок имеет большую продолжительность нагрева поршня, которая составляет 2,5-3 мин и большую активную мощность индуктора 50 кВт.
Таким образом, целью изобретения является повышение производительности и улучшение энергетических показателей устройства.
Указанная цель достигается тем, что соленоидная катушка размещена на магнито- проводе с возможностью осевого перемещения и снабжения двумя П-образ- ными скобами, расположенными в диаметрально противоположных точках в ее верхней части, внутри прижимного винта размещена подвижная штанга с конусным наконечником, к нижнему участку винта жестко закреплен фланец, на котором соосно П-образным скобам установлены выдвижные подпружиненные упоры, снабженные с одного конца роликами, взаимодействую- щими с конусным наконечником штанги а с другого - зацепами, взаимодействующими с П-образными скобами катушки. Возможность осевого перемещения соленоидной катушки и взаимодействия выдвижных под- пружиненных упоров с конусным наконечником и П-образными скобами позволяет устанавливать соленоидную катушку напротив зоны бобышек нагреваемого поршня и тем самым концентрировать электромагнитное поле в нужной узкой зоне и рационально использовать активную мощность индуктора,. Что в 4-5 раз сокращает время нагрева, позволит уменьшить активную мощность установки до 4 кВт и тем самым повышает производительность устройства и улучшает его энергетические показатели. Приведенные выше признаки не имеют аналогов среди других устройств, установок для нагрева деталей.
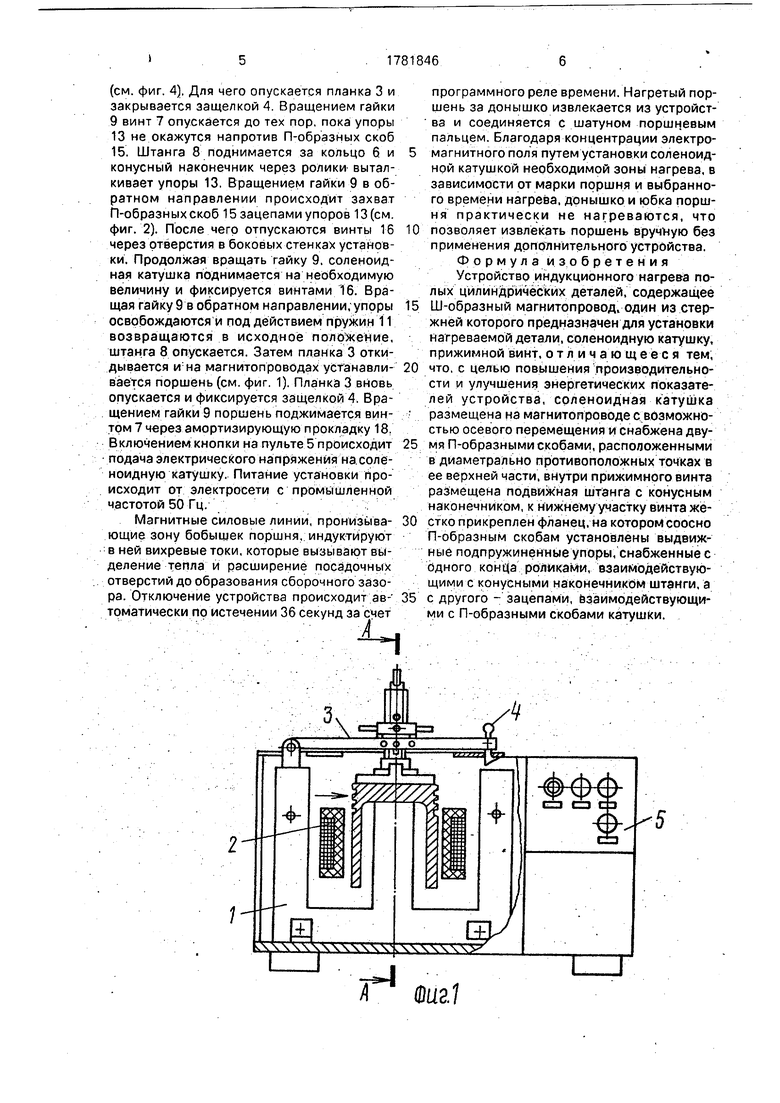
На фиг. 1 изображено устройство индукционного нагрева полых цилиндрических деталей, вид спереди; на фиг. 2 - вид слева по стрелке Б (момент подъема катушки); на фиг. 3 - устройство индукционного нагрева полых цилиндрических деталей, сечение А-А на фиг. 1; на фиг. 4 - устройство индукционного нагрева полых цилиндрических деталей, схемы установки соленоидной катушки в зависимости от марок нагреваемых поршней.
Предлагаемое устройство состоит из Ш- образного магнитопровода 1, набранного из трансформаторной стали, подвижной соленоидной катушки 2, закрепленной на кронштейнах 14 с помощью винтов 16, прижимной планки 3, снабженной винтом 7 с защелкой 4, пульта управления 5.
Винт 7 выполняет две функции. Удерживает нагреваемый поршень в индукторе от выброса, т.к. на него во время нагрева действует выталкивающая сила со стороны магнитного поля, а также используется для подъема соленоидной катушки 2 при установке зоны нагрева 0-0 фиг. 4 в зависимости от марки нагреваемого поршня.
Винт 7 перемещается поступательно гайкой 9, которая имеет кольцевую проточку и удерживается двумя штифтами 10. От про- ворота винт 7 удерживается стопором 19, который контактирует с продольным пазом выполненным в винте 7. В нижней части винт 7 жестко закреплен к фланцу 17 винтами.
Внутри винта 7 имеется штанга 8 с конусным наконечником, предназначенная для выдвижения двух подпружиненных упоров 13, которые входят в зацепление с П-образными скобами 15. закрепленными на -соленоидной катушке.
Подпружиненные упоры 13 имеют направляющие пазы через которые они закреплены с возможностью перемещения к фланцу 17 винтами 12 и в исходном положении, под действием пружины 11, прижаты роликами к конусному наконечнику штанги 7. , Устройство работает следующим образом. В зависимости от марки нагреваемых поршней устанавливается зона нагрева 0-0
(см. фиг. 4). Для чего опускается планка 3 и закрывается защелкой 4. Вращением гайки 9 винт 7 опускается до тех пор, пока упоры 13 не окажутся напротив П-образных скоб 15. Штанга 8 поднимается за кольцо 6 и конусный наконечник через ролики выталкивает упоры 13. Вращением гайки 9 в обратном направлении происходит захват П-образных скоб 15 зацепами упоров 13 (см. фиг. 2). После чего отпускаются винты 16 через отверстия в боковых стенках установки. Продолжая вращать гайку 9. соленоидная катушка поднимается на необходимую величину и фиксируется винтами 16. Вращая гайку 9 в обратном направлении, упоры освобождаются и под действием пружин 11 возвращаются в исходное положение, штанга 8 опускается. Затем планка 3 откидывается и на магнитопроводах устанавли- вается поршень (см. фиг. 1). Планка 3 вновь опускается и фиксируется защелкой 4. Вращением гайки 9 поршень поджимается вин- том 7 через амортизирующую прокладку 18. Включением кнопки на пульте 5 происходит подача электрического напряжения на соленоидную катушку. Питание установки происходит от электросети с промышленной частотой 50 Гц.
Магнитные силовые линии, пронизыва- ющие зону бобышек поршня, индуктируют в ней вихревые токи, которые вызывают выделение тепла и расширение посадочных отверстий до образования сборочного зазора. Отключение устройства происходит ав- тематически по истечении 36 секунд за счет
программного реле времени. Нагретый поршень за донышко извлекается из устройства и соединяется с шатуном поршневым пальцем. Благодаря концентрации электромагнитного поля путем установки соленоидной катушкой необходимой зоны нагрева, в зависимости от марки поршня и выбранного времени нагрева, донышко и юбка поршня практически не нагреваются, что позволяет извлекать поршень вручную без применения дополнительного устройства. Формула изобретения Устройство индукционного нагрева полых цилиндрических деталей, содержащее Ш-образный магнитопровод один из стержней которого предназначен для установки нагреваемой детали, соленоидную катушку, прижимной винт, отличающееся тем, что, с целью повышения производительности и улучшения энергетических показателей устройства, соленоидная катушка размещена на магнитопроводе с возможностью осевого перемещения и снабжена двумя П-образными скобами, расположенными в диаметрально противоположных точках Ё ее верхней части, внутри прижимного винта размещена подвижная штанга с конусным наконечником, к нижнему участку винта жестко прикреплен фланец, на которомсоосно П-образным скобам установлены выдвижные подпружиненные упоры, снабженные с одного конца роликами, взаимодействующими с конусными наконечником штанги, а с другого - зацепами, взаимодействующими с П-образными скобами катушки.
Н шца/
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная установка для нагрева деталей | 1972 |
|
SU469755A1 |
| Установка для отпуска кромок листового металлопроката | 2023 |
|
RU2817655C1 |
| ТЕРМООБРАБОТКА ДЕТАЛИ ПОСРЕДСТВОМ МНОГОЧАСТОТНОГО ИНДУКЦИОННОГО НАГРЕВА | 2005 |
|
RU2359431C2 |
| Многовитковый индуктор для нагрева деталей | 1981 |
|
SU955527A1 |
| Устройство для индукционного нагрева кольцевых деталей | 1980 |
|
SU951756A1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ХВОСТОВИКОВ АВТОСЦЕПОК | 1993 |
|
RU2091987C1 |
| ВЗРЫВОЗАЩИЩЕННОЕ ВЫСОКОЧАСТОТНОЕ НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО, ПРИМЕНЯЕМОЕ В БЕЗОГНЕВОЙ РЕМОНТНОЙ ТЕХНОЛОГИИ | 1997 |
|
RU2145468C1 |
| Устройство для высокочастотногоНАгРЕВА ТОлСТОлиСТОВыХ издЕлийС ВыРЕзАМи | 1979 |
|
SU845299A1 |
| Автомат для тепловой сборки | 1976 |
|
SU560729A1 |
| СПОСОБ ЗАЩИТЫ ОТ ПЕРЕГРЕВА МНОГОВИТКОВЫХ, МНОГОСЛОЙНЫХ ИНДУКТИРУЮЩИХ КАТУШЕК | 2004 |
|
RU2317658C2 |

Сущность изобретения: устройство содержит Ш-образный магнитопровод, катушку, винтовой механизм. Особенности конструкции механизма позволяют повысить энергетические показатели устройства. 4 ил.
ffff/t&PW
aipeyfarqpa 7-/30
/fopl&PW ffffsrrff- /юдул. ЛЯ МАЗ
| Многовитковый индуктор для нагрева деталей | 1981 |
|
SU955527A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Журнал Механизация и автоматизация производства, 1975 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| стр | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
