Настоящее изобретение касается устройства для перекрестной точечной сварки прутков или сетки на стыковых машинах, которые в то же время могут использОВаться по своему прямому назначению, т. е. для сварки изделий встык.
В предлагаемом устройстве, согласно изобретению, электроды, подводящие ток к нижнему из свариваемых прутков, закрепляются в зажимах стыковой машины, а электрод, подводящий ток к верхнему свариваемому прутку и осуществляющий давление на прутки, закреплен в головке. Для осуществления давления применен электромагнит, установленный между зажимами стыковой машины и притягивающий головку к столу машины с усилием, регулируемым сжатием пружины.
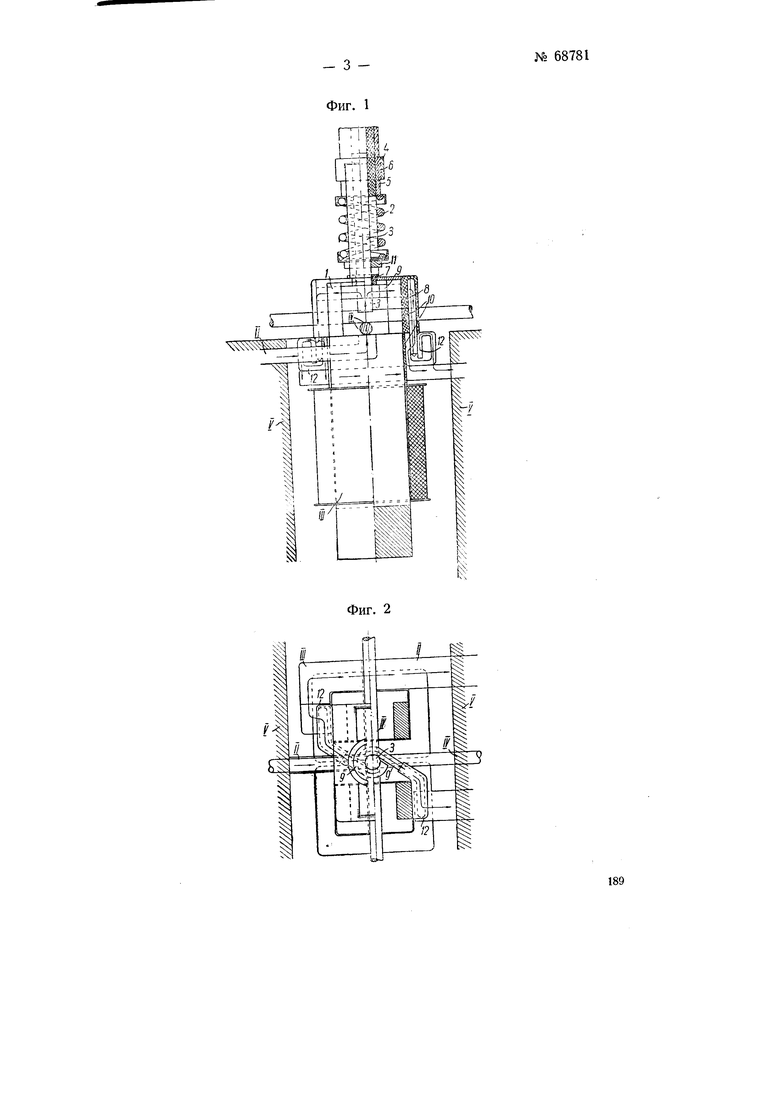
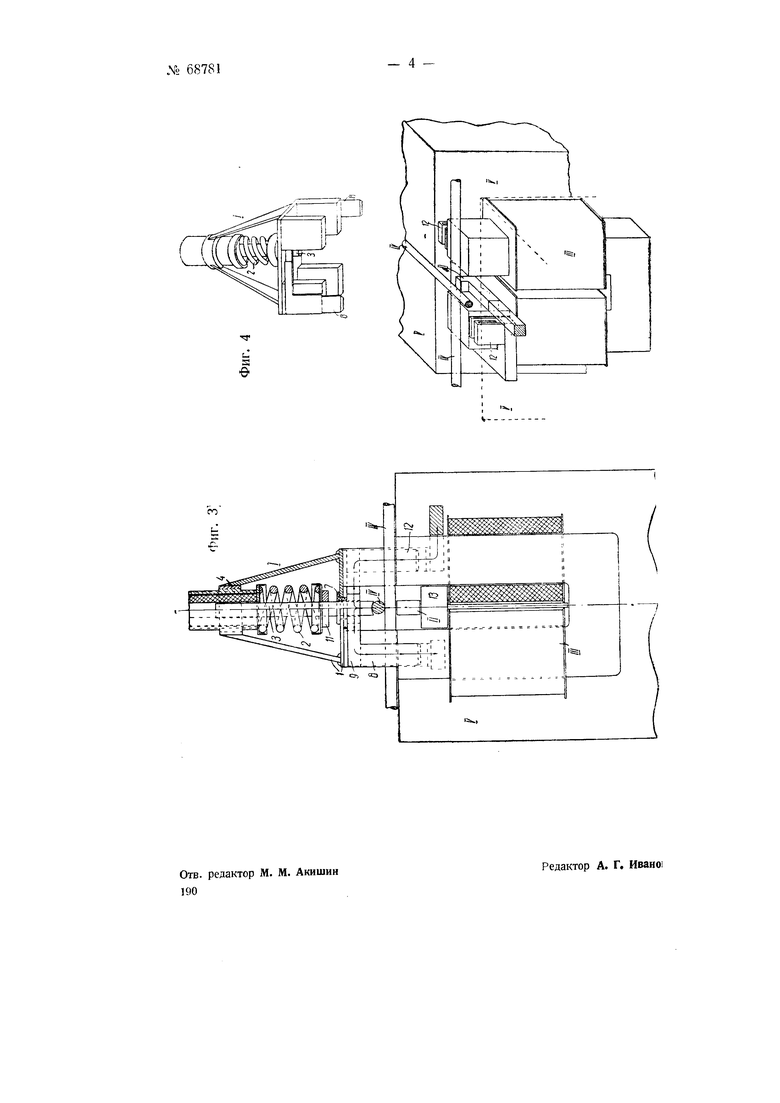
Сущность изобретения поясняется фиг. 1, 2 и 3, на которых предлагаемое устройство показано в трех проекциях с частичными разрезами, а на фиг. 4 - перспективный вид устройства. На чертежах стрелками обозначен путь протекания электрического тока.
Как упоминалось выше, уст слство состоит из:
1)сварочной головки /, назначение которой заключается в подводе электрического тока к верхнему прутку IV свариваемой арматуры и в создании надлежащего давления на свариваемую точку (давление регулируется пружиной);
2)электродов //, закрепляемых в зажимные устройства V стыковой машины. На один из электродов (по фиг. 1 и 2 - левый) накладывается нижний пруток IV арматуры. Другой электрод снабжается двумя контактными губками, при помощи которых ток через ножи, закрепленные в сварочной головке, подводится к электроду 3 головки и через него к верхнему прутку арматуры и
3)электромагнита ///, предназначенного для прихвата сварочной головки и прижатия ее электрода к свариваемой арматуре.
Сварочная головка имеет сварной железный корпус 1, снабженный четырьмя выступами и притягиваемый электромагнитом. Весь корпус является якорем электромагнита и через
187
него проходит магнитный поток последнего.
К верхней части головки приваривается газовая муфта 4, внутри которой на резьбе вращается обрезок 5 газовой трубы, снабженной на конце чашечкой для опоры нажимной пружины 2. Нижний конец пружины опирается в другую чашечку, которая помещена на опорное кольцо 77, приваренное к медному электроду 3. Таким образом, электрод 3 отжимается пружиной 2 вниз.
Изоляция электрода от корпуса осуществляется внутри трубы текстолитовой втулкой 6, а также втулкой 7 из того же материала, расположенной в месте прохода электрода 3 через основную плоскость корпуса 7.
Электрод J, выполненный из красной меди, ходит в двух направлениях: верхней втулке 5 и нижней втулке 7, предотвращающих его от боковых отклонений и защемления. Ввертыванием верхнего обрезка трубы создается требуемое давление на пружину, через нее на электрод и на арматуру. Стальная пружина из 4-5 витков при диаметре проволоки 60 мм может создать давление до 350 кг.
Подвод тока к электроду 3 производится в нижней его части через две медные пластины, соединенные подводящими шинами Q с контактными ножами 8, вводимыми в неподвижные контакты 72. Неподвижные контакты помещены около электромагнита и соединены с электродом, закрепленным в зажимное приспособление сварочной машины.
Другой электрод, выполненный в виде консоли, опирающейся на деревянную подкладку 13 (фиг. 3), помещенную между полюсами магнита, служит для подвода тока к нижнему прутку арматуры. Деревянная подкладка служит для воспринятия давления, передаваемого электродом.
Электромагнит устанавливается между зажимными приспособлениями V сварочной машины с таким расчетом, чтобы плоскости его полюсов находились на уровне стола, на котором находятся свариваемые стержни.
Управление аппаратом производится с помощью кнопки, включающей сначала ток, протекающий через электромагнит, а затем сварочный ток, протекаемый через свариваемые стержни.
Под действием электромагнита сварочная головка прижимается к полюсам, и электрод головки оказывает давление на свариваемую точку с силой, на которую зажата пружина. Сварочный ток, получаемый от трансформатора сварочной машины, проходит следующий путь: через-зажимное приспособление V (на фиг. I - левый зажим), нижний электрод //, на; оженный на него пруток /V, поперечный верхний пруток,электрод 3 сварочной головки и далее - через две соединительные шины 9 и ножи 8 к контактам и электродам другого зажимного приспособления. Путь тока показан на чертеже пунктиром.
Сила тока, длительность его протекания и давление при сварке устанавливаются в зависимости от диаметра свариваемых ст ержней.
Предмет изобретения
Устройство для точечной сварки на стыковой машине круглых прутков в местах пересечения их, отличающееся тем, что электроды, подводящие ток к нижнему из свариваемых прутков, закреплены в зажимах стыковой машины, а электрод, подводящий ток к верхнему свариваемому прутку и осуществляющий давление на прутки, закреплен в головке, и для осуш,ествления давления применен электромагнит, установленный между зажимами стыковой машины и притягивающий головку к столу машины с усилием, регулируемьш сжатием пружины. Фиг. 1
№ 68781
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для точечной сварки длинных прутков на стыковой машине | 1945 |
|
SU68780A1 |
| Многоточечная электросварочная машина для изготовления арматурных сеток | 1949 |
|
SU87423A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ И ПОСЛЕДУЮЩЕЙ ТЕРМООБРАБОТКИ ПОЛОС | 2009 |
|
RU2399467C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| УСТРОЙСТВО СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ СОПРОТИВЛЕНИЕМ | 2010 |
|
RU2434723C1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ АРМАТУРНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2667273C1 |