Предлагаемое приспособление предназначается для точечной сварки на стыковой машине прутков, которые по своим размерам (длине) не помещаются в вылете машины.
Сущность изобретения заключается в конструктивном выполнении этого приспособления, представляющего собой рычаг, один конец которого снабжен рукояткой, а другой несет контактный башмак с вилкой. Посредством этой вилки рычаг может быть сцеплен с упором на одном из зажимов машины для того, чтобы после наложения указанного башмака на пруток можно было осуществить вручную нажимом на рычаг необходимое для сварки давление.
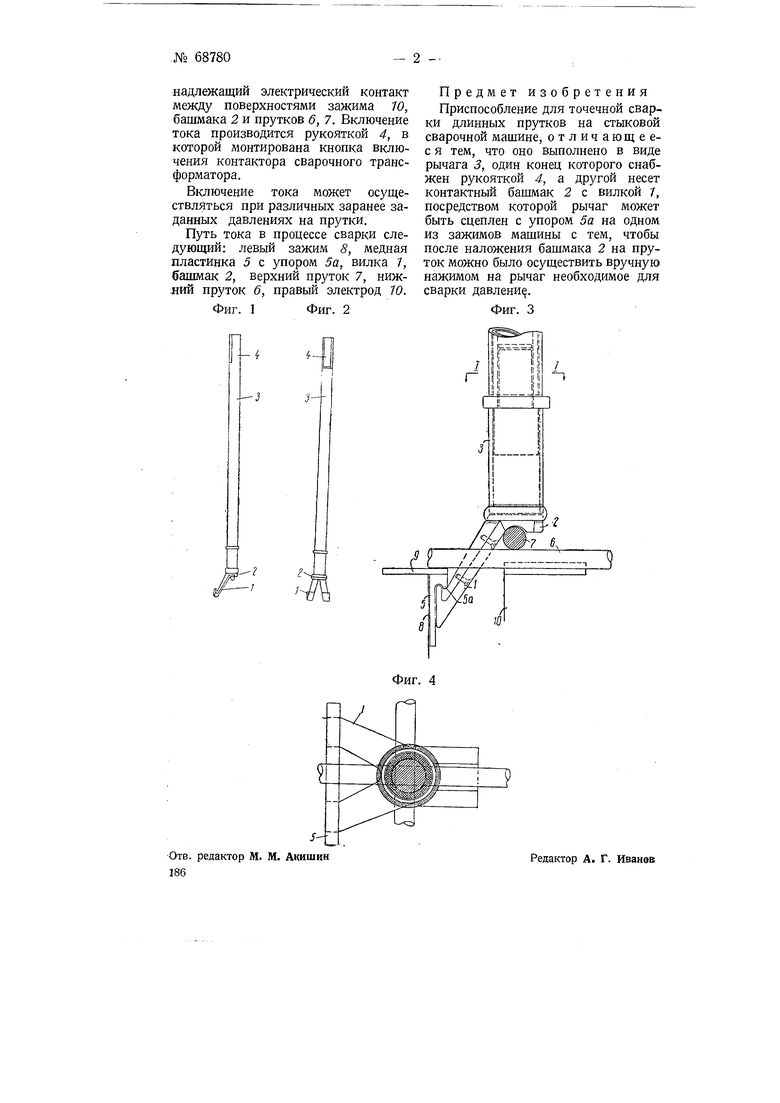
На фиг. 1 и 2 изображен рычаг в двух проекциях, на фиг. 3 - установка рычага на сварочной машине и на фиг. 4 - разрез по линии /-/ фиг. 3.
Рычаг 3 (фиг. 1 и 2) выполнен из газовой трубы, на одном конце его закреплена рукоятка 4, а на другом- контактный башмак 2 с вилкой 1.
Прутки, подлежащие перекрестной точечной сварке, укладываются с таким расчетом, чтобы нижний пруток б (фиг. 3) лежал поперек щели, образованной между двумя зажимами сварочной машины, а верхний - параллельно краю щели.
Поверхность одного зажима 8 (левого) покрыта сверху слоем изоляции 9, а другого W (правого) оголена для того, чтобы нижний пруток 6 мог свободно с ним соприкасаться и находиться под его электрическим напряжением.
На Внутреннюю оголенную боковую поверхность другого зажима 8 наложена медная пластина 5 (фиг. 3 и 4) с упором 5а (фиг. 3).
Рычаг 3 заводится в щель так, чтобы нижний пруток 6 проходил через его вилку 1, которая при этом сцепляется с упором 5а медной пластины 5, соприкасаясь в то же время с поверхностью последней.
Башмак 2 (фиг. I, 2 и 3) рычага при этом ложится на верхний пруток 7, который оказывается под электрическим напряжением второго зажима 8.
Производя нажим на рукоятку 4 рычага 3, осуществляют давление на прутки, в результате чего достигается
185
надлежащий электрический контакт между поверхностями зажима Ю, башмака 2 и прутков 6, 7. Включение тока производится рукояткой 4, в которой монтирована кнопка включения контактора сварочного трансформатора.
Включение тока может осуществляться при различных заранее заданных давлениях на прутки.
Путь тока в процессе сварки следующий; левый зажим 8, медная пластинка 5 с упором 5а, вилка 7, башмак 2, верхний пруток 7, нижний пруток 6, правый электрод 10.
Фиг. 2
Фиг. 1
Предмет изобретения Приспособление для точечной сварки длинных прутков на стыковой сварочной машине, отличающеес я тем, что оно выполнено в виде рычага 3, один конец которого снабжен рукояткой 4, а другой несет контактный башмак 2 с вилкой 7, посредством которой рычаг может быть сцеплен с упором 5а на одном из зажимов машины с тем, чтобы после наложения башмака 2 на пруток можно было осуществить вручную нажимом на рычаг необходимое для сварки давлени.
Фиг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для точечной сварки на стыковой машине круглых прутков в тестах их пересечения | 1945 |
|
SU68781A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |
| Ручной инструмент для контактной стыковой сварки проволоки | 1989 |
|
SU1712099A1 |
| Станок для удаления игл из основания игольчатой гарнитуры текстильных машин | 1961 |
|
SU143329A1 |
| Многоточечная электросварочная машина для изготовления арматурных сеток | 1949 |
|
SU87423A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Приспособление к сварочной машине для электростыковой сварки долбяков Феллоу и дисковых фрез | 1940 |
|
SU68528A1 |
| Устройство для восстановления тракторных деталей типа гусеничных башмаков | 1987 |
|
SU1426725A1 |
| МАЛОГАБАРИТНАЯ ХЛОПКОПРЯДИЛЬНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПРЯЖИ ИЗ ЛЕНТЫ | 1952 |
|
SU98484A1 |
| Машина для контактной точечной сварки сеток | 1976 |
|
SU596344A1 |
/-/
