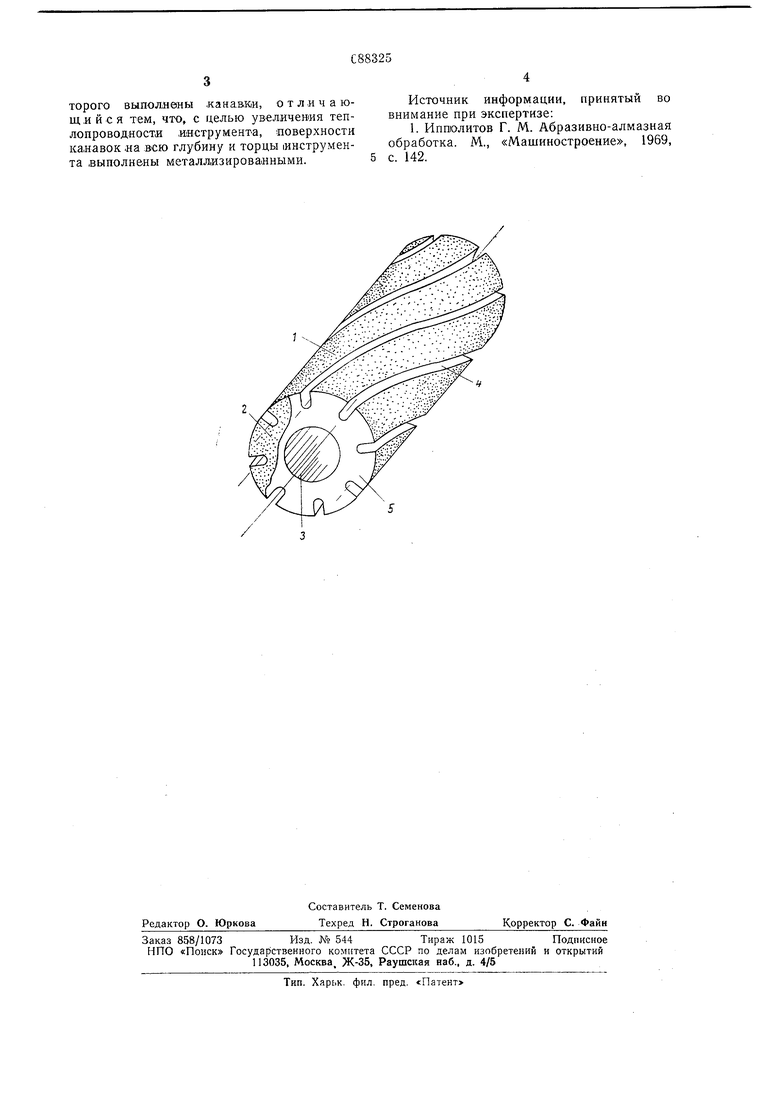
Изобретение относится к области изготовления абразивно-алмазных инструментов. Известен шлифовальный круг с абразивным корпусом, на цилиндрической поверхностикоторого выполнены канавки 1. Недостатком известного инструмента является низкая теплопроводность, так как отвод тепла с обрабатываемой поверхности детали осуществляется только за счет теплоотдачи. Целью изобретения является повышение теплопроводносто инструмента. Для этого в предлагаемом шлифовальном круге поверхности канавок на всю глубину и торцы инструмента выполнены металлизированными. На чертеже представлен предлагаемый шлифовальный круг. Он содержит рабочую поверхность 1, две торцовые поверхности 2, внутреннюю цилиндрическую поверхность 3, на которой выполнены винтовые канавки 4. Иоверхиости торцов и винтовых канавок покрыты металлизированным слоем 5. Предлагаемый шлифовальный круг работает следующим образом. Наличие винтовых канавок на рабочей поверхности, смываемых охлаждающей средой, обеспечивает теплоотдачу, а металлизированный слой этих канавок, соединенный с металлизированными торцами инструмента, увеличивает его теплопроводность на всей длине рабочей поверхности. Для осуществления изобретения необходимо изготовить специальную пресс-форму, которая обеспечит изготовление предлагаемого круга. После изготовления инструмента металлизируют поверхности винтовых канавок, торцов и внутреннего отверстия, соединяя при этом их между собой. Тогда наличие металлизированного слоя канавок, соединенного с торцовыми слоями металлизации, позволяет увеличить теплопроводность на всей длине рабочей поверхности инструмента и теплоотдачу при смывании металлизированных поверхностей канавок охлаждающей средой. Формула изобретения Шлифовальный круг с абразивным корпусом, на цилиндрической поверхности которого выполнены .канааки, отличающийся тем, что, с целью увеличения теплопроводности инструмента, поверхности канавок .на всю глубину и торцы (инструмента .выполнены металлизирова.нными.
Источник информации, принятый во внимание при экспертизе:
1. Ипполитов Г. М. Абразивно-алмазная обработка. М., «Машиностроение, 1969, с. 142.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ С ВИХРЕВЫМ ОХЛАЖДЕНИЕМ | 2005 |
|
RU2307729C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВРЕЗАНИЕМ ВНУТРЕННИХ КАНАВОК | 2006 |
|
RU2329130C1 |
| УПРУГИЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2006 |
|
RU2327557C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| Инструмент с прерывистой режущей поверхностью | 1983 |
|
SU1133076A1 |
| Способ прерывистого торцового алмазно-абразивного шлифования | 1983 |
|
SU1106648A1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2184025C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
