Изобретение относится к обработке металлов со снятием стружки, а именно к обработке металлов шлифовальным инструментом с торцовой режущей поверхностью, в частности алмазным шлифовальным кругом, и может быть использовано на всех предприятиях, применяющих охлаждение воздухом при механической обработке.
Известен способ абразивной обработки, предусматривающий предварительное охлаждение поверхности заготовки низкотемпературными средами. При этом хладагент подают на локальный участок заготовки, расположенный перед абразивным кругом, на расстоянии, превышающем радиус абразивного круга на 5-10 мм, при этом длина охлаждаемого участка равна высоте круга, а ширина 3-5 мм. (Авторское свидетельство №779054, кл. В24В 55/02, опубл. 15.11.80, бюл. №42).
Недостаток данного способа обработки состоит в том, что подавать хладагент необходимо строго впереди зоны резания на определенном расстоянии, для этого необходим дополнительный привод подачи хладагента. Это приводит к увеличению габаритов и большим затратам на модернизацию станка, настройки на одинаковые скорости движения привода подачи хладагента и привода вращения абразивного круга, что сказывается на качестве обрабатываемой поверхности. Открытая подача хладагента на локальный участок заготовки требует больших мер безопасности при обслуживании.
Наиболее близким по технической сущности является абразивный инструмент для плоского шлифования, содержащий корпус с нанесенным на один его торец слоем абразивного материала и втулку с отверстиями для подвода СОТС, размещенную на другом торце корпуса. При этом инструмент снабжен установленным на втулке со стороны абразивного слоя с возможностью осевого перемещения конусом, предназначенным для направления СОТС, и винтовыми лопастями, расположенными на втулке над указанным конусом, при этом на абразивном слое с равномерным шагом выполнены криволинейные канавки переменного сечения. (Патент RU №2095227, кл. В24В 55/02, В24D 7/10, опубл. 10.11.97, бюл. №31).
Недостаток данного инструмента заключается в том, что при использовании эффекта охлаждения обрабатываемой поверхности для улучшения ее качества требуется большой расход смазочно-охлаждающего технологического средства. А при работе со смазочно-охлаждающими технологическими средствами необходимо строго соблюдать требования безопасности, производственной санитарии и санитарные правила для локализации вредных веществ СОТС, что приводит к существенным затратам на организационно-технические мероприятия.
Задачей изобретения является повышение эффективности охлаждения экологически чистым охлаждающим средством при одновременном повышении производительности и получении высококачественных показателей обрабатываемых плоских поверхностей труднообрабатываемых материалов.
Решение поставленной задачи достигается тем, что в шлифовальном инструменте с вихревым охлаждением, содержащем корпус с нанесенным на его торец слоем абразивного материала, в котором выполнены с равномерным шагом криволинейные канавки переменного сечения и закрепленном на пиноле, согласно изобретению в корпусе инструмента расположены вихревые трубки с подводящими и отводящими трубопроводами, угол наклона вихревых трубок к оси вращения инструмента составляет 10-15, при этом количество вихревых трубок соответствует количеству криволинейных канавок, а для подачи рабочей среды на пиноли выполнены сообщающиеся с трубопроводами концентрическое и радиальные отверстия.
Отличительные особенности предложенной конструкции шлифовального инструмента, а именно угол наклона вихревых трубок к оси вращения, принятый в пределах 10-15°, позволяет создать безотрывное отекание воздуха из отверстия вихревой трубки в канавки абразивного слоя и увеличить коэффициент теплоотдачи на 40-50%, а количество вихревых трубок, соответствующее количеству криволинейных канавок, обеспечивает эффективное охлаждение зоны резания и требуемое качество обрабатываемой поверхности за счет того, что поток охлажденного воздуха из каждого отверстия вихревой трубки поступает в соответствующую канавку, кроме того, поток холодного воздуха осуществляет вынос шлама из зоны резания.
В процессе проведенного поиска по источникам научно-технической и патентной информации не обнаружен инструмент, характеризующий совокупность заявленных признаков, совпадающих с заявляемым изобретением, и обеспечивающий такой же технический результат. Таким образом, заявляемое изобретение представляет собой техническое решение задачи, является новым и обладает изобретательским уровнем.
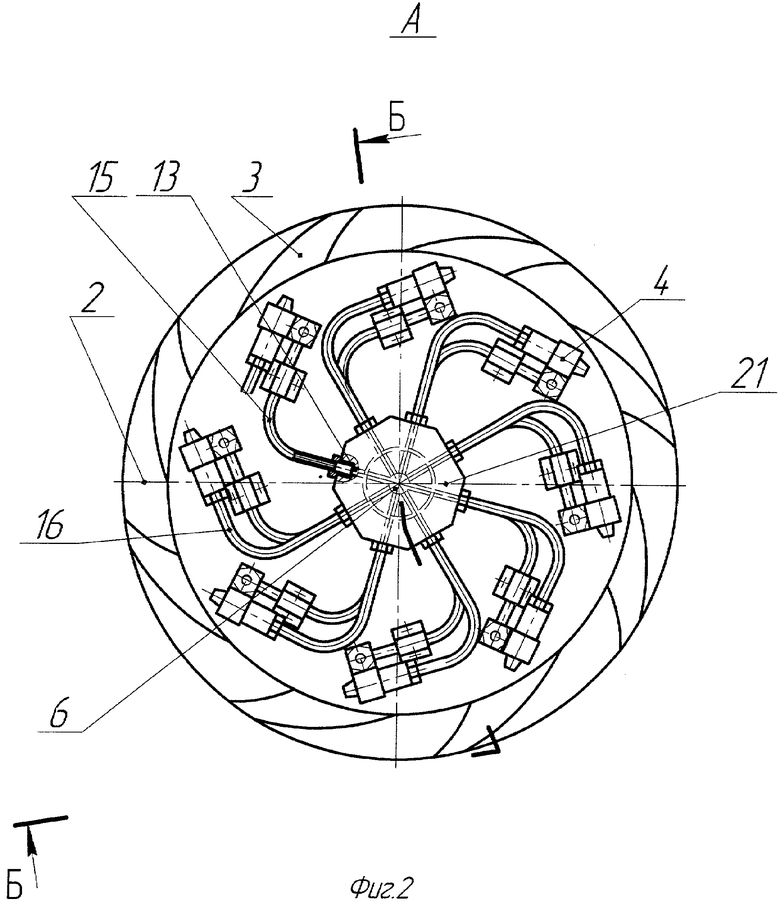
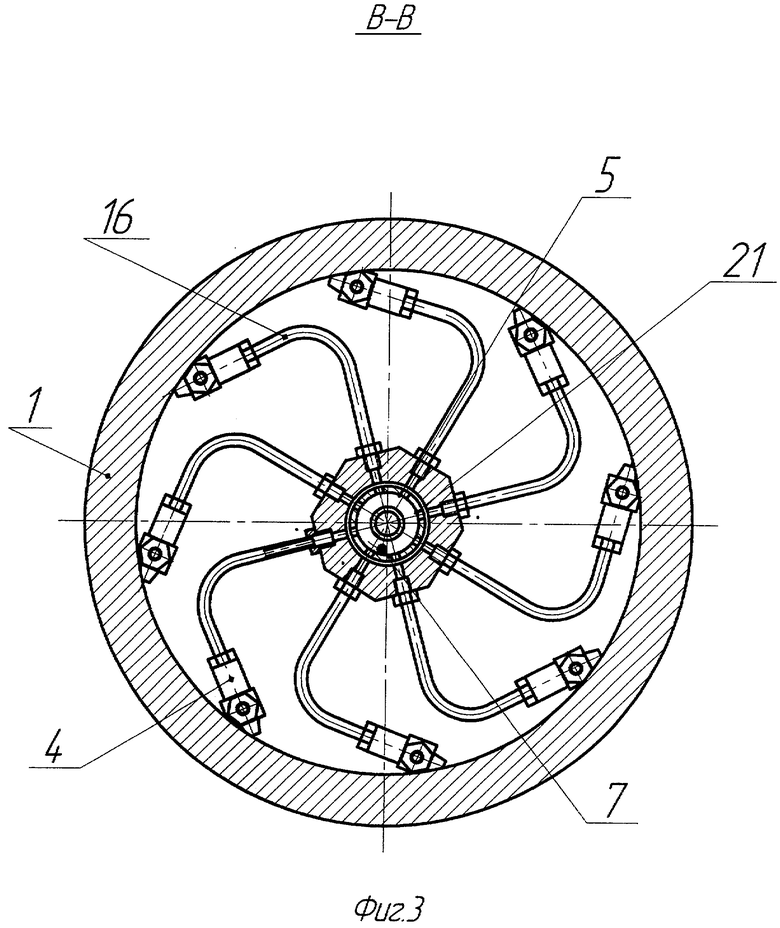
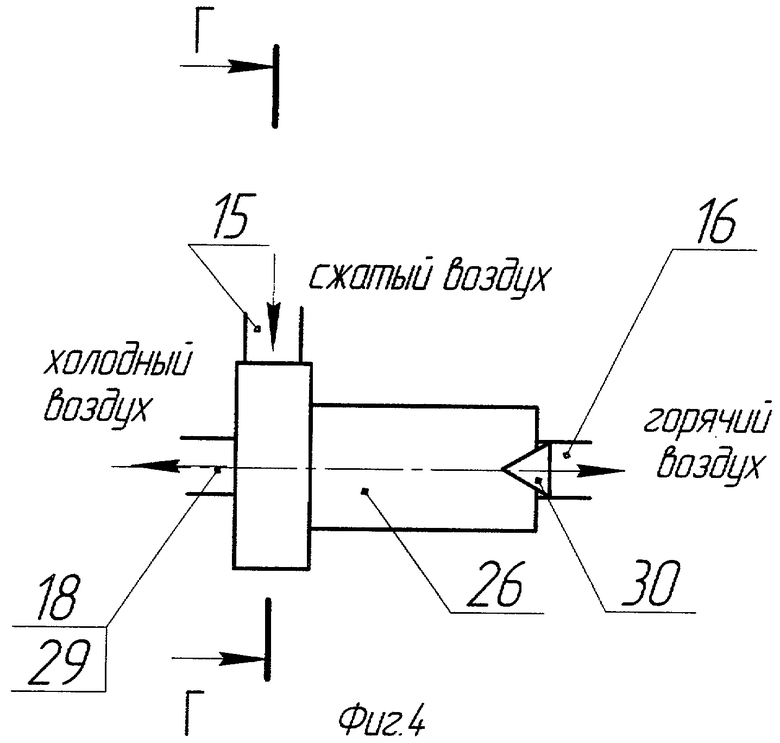
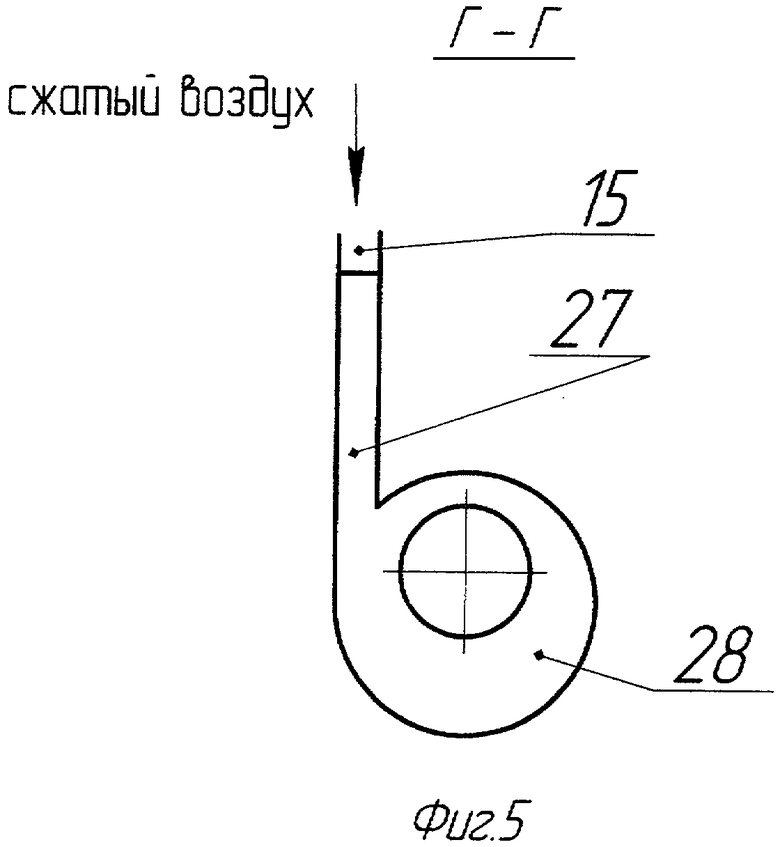
Сущность заявляемого изобретения поясняется чертежом, где изображен инструмент с вихревым охлаждением: фиг.1 - общий вид; фиг.2 - вид А со стороны абразивного слоя; фиг.3 - сечение В-В фиг.1; фиг.4 - устройство вихревой трубки, фиг.5 - сечение Г-Г фиг.4.
Шлифовальный инструмент с системой охлаждения зоны резания охлажденным воздушным потоком с помощью вихревого эффекта содержит корпус 1 с нанесенным на его торец слоем абразивного материала 2. В абразивном слое 2 с равномерным шагом выполнены канавки переменного сечения 3, сужающиеся по направлению к наружной поверхности корпуса 1, с глубиной, соответствующей толщине абразивного слоя, и разбивающие режущую поверхность инструмента на отдельные участки: режущие выступы и впадины (канавки). Внутри корпуса 1 расположены вихревые трубки 4 с углом наклона 10-15° к оси вращения инструмента. Инструмент 1 закрепляется на пиноли 5. В пиноли 5 просверлены центральное концентрическое отверстие 6, отверстие 7, радиальные отверстия 8, 9, в которые вворачиваются штуцера с гайками 10 трубопроводов 11, 12 и радиальные отверстия 13, 14, в которые вворачиваются штуцера с гайками 10 трубопроводов 15, 16. На торце пиноли 5 со стороны крепления инструмента выполнена полость 17, которая соединяется с отверстием 7. Трубопровод 15 прикрепляется к вихревой трубке 4 с помощью штуцера с гайкой 10. Холодный воздух из отверстия 18 вихревых трубок 4 поступает в канавки 3 абразивного слоя 2. Отверстие 18 вихревой трубки 4 выполнено в виде усеченного конуса. Для предотвращения утечек холодного и горячего воздуха на пиноли 5 над корпусом 1 установлена невращающаяся муфта 19, в которой расположены уплотнительные манжеты 20. А на нижнем конце пиноли 5 внутри корпуса 1 установлена резьбовая муфта 21, которая служит для закрепления инструмента 1 на пиноли 5 и для закрепления трубопроводов 15, 16. В резьбовой муфте 21 установлены уплотнительные кольца 22 и прокладка 23, служащие для предотвращения утечек воздуха. Муфта 19 так же служит и для закрепления трубопроводов 11, 12. Винт 24 служит для исключения утечек воздуха в атмосферу. Штуцера с гайками 10 служат для закрепления трубопроводов 11, 12 в муфте 19 и трубопроводов 15, 16 в резьбовой муфте 21 и в вихревых трубках 4. Для предотвращения смещения трубопроводов 15 внутри корпуса 1 установлены хомутики 25. Для обеспечения герметичности винт 24 устанавливается на мастику. Вихревая трубка 4 представляет собой цилиндрическую трубу 26, снабженную тангенциальным соплом 27, улиткой 28 в виде спирали Архимеда, диафрагмой 29 с осевым отверстием 18 в виде усеченного конуса и дросселем 30.
Шлифовальный инструмент с вихревым охлаждением работает следующим образом.
Корпус 1 инструмента устанавливают на станок с вертикальным расположением пиноли 5. В пиноль 5 вворачивают на мастику винт 24 для устранения утечек воздуха. Затем внутри корпуса 1 на пиноль 5 закручивают резьбовую муфту 21, на которой установлены трубопроводы 15, 16 с вихревыми трубками 4. Трубопроводы 15 закрепляют хомутиками 25 к корпусу 1. Сжатый воздух из заводской сети подается по трубопроводу 11 концентрического отверстия 6 в пиноль 5. Затем он поступает в трубопровод 15 вихревых трубок 4. При втекании сжатого воздуха через трубопровод 15 образуется интенсивный круговой поток, приосевые слои которого заметно охлаждаются и отводятся через отверстие 18 диафрагмы 29 в виде холодного потока, а периферийные слои подогреваются и вытекают через дроссель 30 в виде горячего потока через трубопровод 16. Если через тангенциальное сопло 27 пропускать сжатый воздух, то, втекая в цилиндрическую трубу 26 с большей скоростью, он образует интенсивный вихрь. За счет центробежных сил частички воздуха не могут переместиться к центру трубки, они движутся, вращаясь около стенок, и выходят через трубопровод 16. В центре вихря цилиндрической трубы 26 образуется вакуум. Если на выходе трубопровода 12 установить вентиль (не показан) и его прикрыть, то давление внутри трубок 4 будет повышаться, и часть воздуха начнет вытекать из трубок через отверстие 18 диафрагмы 29 в зону резания. Вихревой эффект охлаждения заключается: выходящий через отверстие 18 диафрагмы 29 воздух будет иметь температуру более низкую, чем температура поступающего сжатого воздуха в сопло 27 из трубопровода 15, а температура воздуха, вытекающего через вентиль трубопровода 16, станет выше, чем у поступающего сжатого воздуха из трубопровода 15. По мере закрывания вентиля трубопровода 12 все большая часть будет уходить в холодный поток, а эффект охлаждения увеличиваться, эффект подогрева горячего потока также начнет возрастать.
Угол наклона вихревой трубки больше 15° приведет к удару о стенку инструмента при выходе потока холодного воздуха из отверстия 18, в результате может возникнуть турбулизация потока, что негативно скажется на величине допускаемых гидравлических сопротивлений и конструктивных требований. А угол наклона вихревой трубки меньше 10° уменьшает скорость подачи холодного воздуха в канавки 3, что допустимо только при малой глубине срезаемого слоя.
Вихревые трубки 4 обслуживают два потока движения воздуха: поток отвода тепла во внешнюю среду и поток охлаждения обрабатываемой поверхности. Поток отвода тепла во внешнюю среду поступает из каждой вихревой трубки 4 в трубопровод 16, затем в полость 17 и через общее отверстие 7 пиноли 5 в трубопровод 12 и отводится на выход из зоны обработки в цеховую вентиляцию. Поток охлаждения обрабатываемой поверхности холодным воздухом осуществляется через отверстия 18 вихревых трубок 4, затем он поступает без потерь в канавки 3 абразивного слоя 2.
Регулируя давление в вихревых трубках 4 с помощью вентиля, установленного на трубопроводе 12, можно изменять температуру охлаждающего воздуха, выходящего из отверстия 18 вихревой трубки 4 в зону резания.
Для уменьшения дисбаланса шлифовального инструмента рекомендуется количество вихревых трубок и канавок в абразивном слое делать четное количество.
Обслуживание вихревых трубок, их надежность, простота получения холодного потока воздуха, производственная экономичность получения холодного потока позволяют решать проблему охлаждения зоны шлифования без применения традиционных СОЖ.
В предлагаемом инструменте осуществляется принудительное охлаждение непосредственно самой зоны резания, режущих кромок инструмента и обрабатываемой поверхности. Изобретение способствует снижению сил резания, трения, уменьшению выделения теплоты, а также быстрого ее отвода, что повышает производительность, стойкость инструмента, улучшает качество обрабатываемой поверхности, так как исчезают прижоги отпуска, закалки и остаточные напряжения, возникающие при большом перепаде температур по глубине обрабатываемых деталей. Следовательно, не нарушаются однородность структуры, постоянство твердости, и как следствие, повышается износостойкость и контактная прочность обрабатываемых деталей.
Нет необходимости в квалифицированном персонале и специальном оборудовании для обслуживания инструмента. Инструмент имеет большой ресурс работы, для работы используется экологически чистое охлаждающее средство (воздух), простота конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПЛОСКОГО ШЛИФОВАНИЯ | 1996 |
|
RU2095227C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПЛОСКОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228832C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187424C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ С РАДИАЛЬНЫМИ ОТВЕРСТИЯМИ И АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2190517C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ТВЕРДОГО СМАЗОЧНОГО МАТЕРИАЛА НА ШЛИФОВАЛЬНЫЙ КРУГ | 2008 |
|
RU2359807C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2009 |
|
RU2410228C1 |
| СПОСОБ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196040C1 |
| УСТРОЙСТВО ДЛЯ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196041C1 |
Изобретение относится к области машиностроения и может быть использовано на предприятиях, применяющих охлаждение воздухом при механической обработке шлифовальными инструментами, в частности алмазными с торцовой режущей поверхностью. Шлифовальный инструмент выполнен с вихревым охлаждением и закреплен на пиноли. На торец корпуса инструмента нанесен слой абразивного материала, в котором выполнены с равномерным шагом криволинейные канавки переменного сечения. Предусмотрены расположенные под углом наклона 10-15° к оси вращения инструмента вихревые трубки с подводящими и отводящими трубопроводами. Последние сообщаются с концентрическим и радиальными отверстиями, выполненными в пиноли для подачи рабочей среды. Количество вихревых трубок соответствует количеству криволинейных канавок переменного сечения. Такая конструкция повышает производительность и качество обработки и обеспечивает эффективное охлаждение зоны резания экологически чистым средством. 5 ил.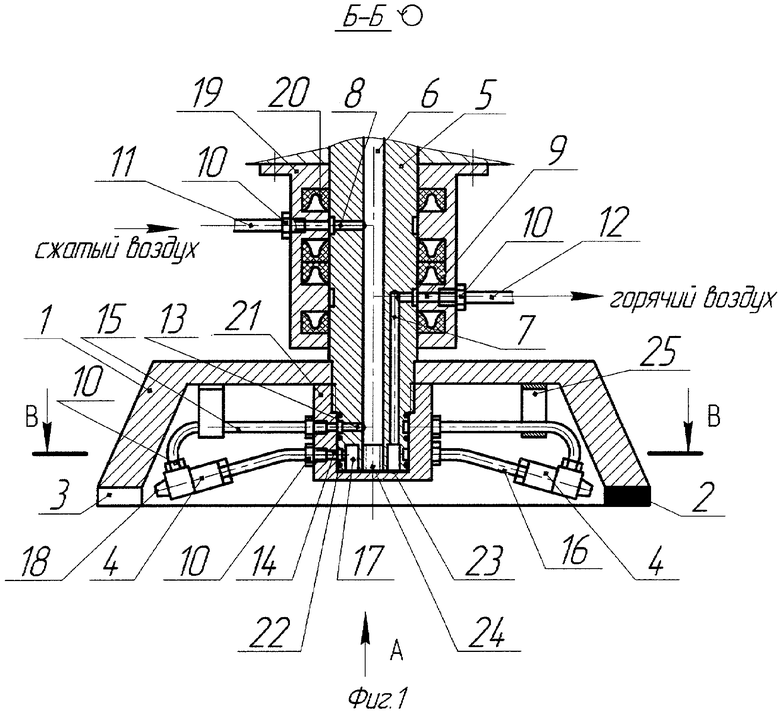
Шлифовальный инструмент с вихревым охлаждением, закрепленный на пиноли и содержащий корпус с нанесенным на его торец слоем абразивного материала, в котором выполнены с равномерным шагом криволинейные канавки переменного сечения, отличающийся тем, что в корпусе инструмента расположены под углом наклона 10-15° к оси его вращения вихревые трубки с подводящими и отводящими трубопроводами, сообщающимися с концентрическим и радиальными отверстиями, выполненными в пиноли для подачи рабочей среды, при этом количество вихревых трубок соответствует количеству криволинейных канавок переменного сечения.
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПЛОСКОГО ШЛИФОВАНИЯ | 1996 |
|
RU2095227C1 |
| Устройство для подвода смазочно-охлаждающей жидкости | 1987 |
|
SU1463456A2 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1984 |
|
SU1268389A1 |
| СПОСОБ ОТБОРА РАСТИТЕЛЬНЫХ ПРОБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2622440C2 |

