Изобретение относится к обработ Ke-jfCfateESrfa toiB в аГрывом, в частнбёти й йлатйироб&ЙИЮ взрывом соеуд6в вы cokbfb лавлёния , и может быть использовано в энергетической, химической и Других отраслях машиностроения . Известен спос/об плакирования взрывом через промежуточную прокла ку, состоящую из антидиффуЗйннЬгб слоя и материала плакируемой заготовки TI J ., Недостаткомспособа явл:F ёtcя , невьзможность плакирования Kpynrio гаШ йтных изделий . , Целью изобретения является обес возможности плакирований крупногабаритных изделий. . Поставленная цель достигается teM, что промежуточную прокладку Йредварйтелйно сваривают с плакирующим листом. ., ;. , На чертеже.показана схема осуществлений способа. , . Предварительно плакирующий лист сваркой взрывом Соединяют с промежуточной прЬкладкоЙ, состоящей из антидиффузнрмного слоя 2 и слоя 3 материала плакируемой заготовки 4. Проводят термообработку сваренного с промежуточной прокладкой плакирующего листа и плакируемой заготсэвки. Затем плакирующий лист с пр6межу точ нбйпрокладкой ливают над плакируемой, размещай на нем взрывчатого вещества и производят сварку. ; ёлагодаря прейваритёльной сваркё промежуточной прокладке с плаки руйщим листом повышается жесткость послёДнего, что позволяет устанавливать его над плакируемой крупногабаритной заготовкой с равномерным зазором, обеспечивая качественное плакирование. Пример. Заготовку из стали 22К плакировали сталью 08Х18Н1ОТ. Предварительно сваркой взрывом сваривали плакирующий лист из стали 08X18нЮТ толщиной 3 мм с антидиффузионнщ; слоем толщиной 0,15 мм из якгкеля и слоём толщиной 1 мм материала плакируемой заготовки стали 22К. После сварки плакирующий лист с промежуточной прокладкой прокатывали с трехкратным обжа;тием и пбдвёргали ё1)мической обработке (аустенизации) при 1050°G. Плакируемую заготовку из стали 2 2К подвергали нормализации при и отпуску при 650°С. После чего плакирующий лист с промежуточной прокладкой устанавливали над плакируемой Заготовкой, размещали . на ней заряд взрывчатого вещества (аммоний 6.ЖВ) и производили сварку взрывом. ; После сварки изделие подвергали отпуску при 650°С. У Испытания показали высЬкие механические свойства соединения на ypiuS e основного металла. Исцользойание изобретения позволит получать биметаллические крупногабаритные изделия с высокими Механическими свойствами.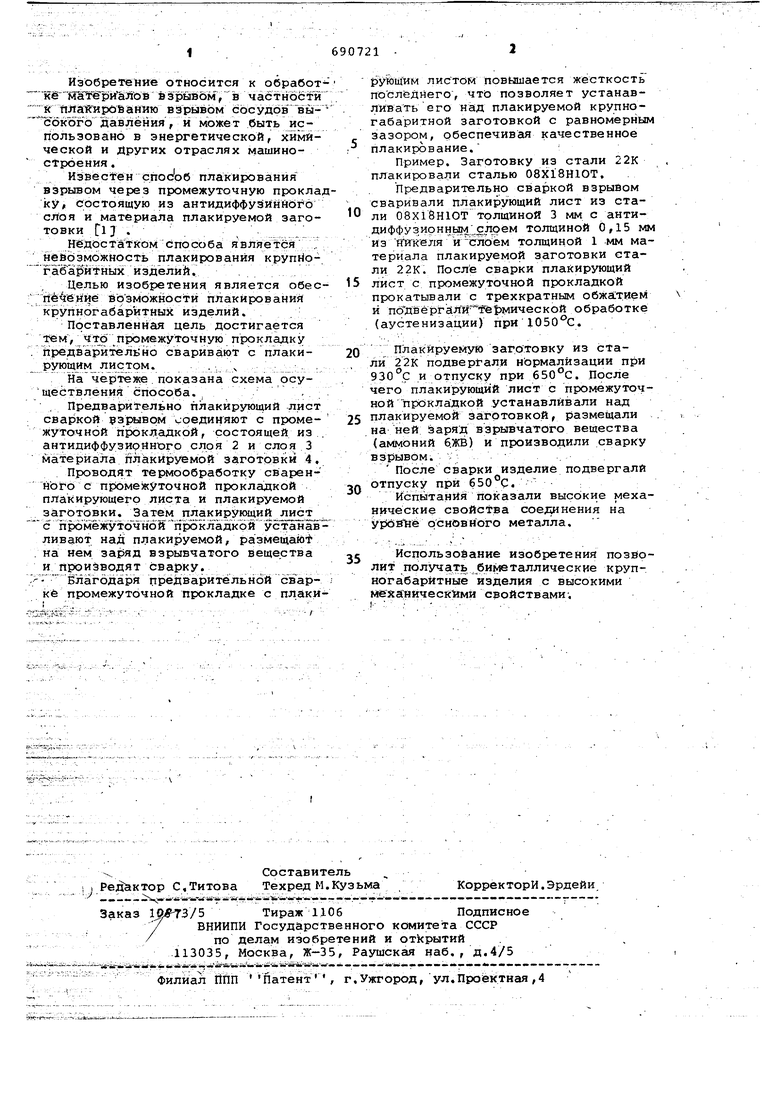
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плакирования взрывом деталей из стали | 1979 |
|
SU1042931A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| ДВУХСЛОЙНАЯ, СТОЙКАЯ К ДИНАМИЧЕСКОМУ ВОЗДЕЙСТВИЮ, ЛИСТОВАЯ СТАЛЬ ВЫСОКОЙ ПРОЧНОСТИ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2011 |
|
RU2501657C2 |
| СПОСОБ ПЛАКИРОВАНИЯ ВЗРЫВОМ | 2000 |
|
RU2197367C2 |
| СПОСОБ ПЛАКИРОВАНИЯ СВАРКОЙ ВЗРЫВОМ | 2002 |
|
RU2237558C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2417868C2 |
| СПОСОБ ВЗРЫВНОГО ПЛАКИРОВАНИЯ ТОРЦЕВОЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ | 2010 |
|
RU2412033C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СТАЛЬ-ТИТАН СВАРКОЙ ВЗРЫВОМ | 2000 |
|
RU2174458C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ ПУТЕМ СВАРКИ ВЗРЫВОМ | 2007 |
|
RU2343054C2 |
| СПОСОБ ПЛАКИРОВАНИЯ ВЗРЫВОМ | 1997 |
|
RU2113955C1 |
СПОСОБ ПЛАКИРОВАНИЯ ВЗРЫВОМ через промежуточную прокладку, сострящую"й:з;''ай*ййиффузионнрго слоя и слоя материала плакируемой • заготовки, о т л и ч а ю щ' и и с я тем, что, с целью обеспечения воз- мбжности пЛакйрогаййя крупнЬгаба- ритных изделий,/промежуточную tipo- кладку предварительно сваривают с плакирующим йисто'м.'со^tsD