Растущие потребности рыболовства в сетях покрываются в настоящее время, главным образом, за счет механизированного производства на сетевязальных машинах.
Давая гораздо большую производительность, чем ручное вязание, существующие сетевязальные автоматические машины все же являются машинами пониженной производительности, что обусловливается периодичностью движения каретки. Замена периодически действующей каретки устройством для непрерывного вязания при прочих равных условиях обеспечивает значительное увеличение производительности сетевязальных машин. В основном эта цель и преследуется автоматическим круглым сететкацким станком, построенным на принципе непрерывного действия.
Предлагаемый способ вязания сетей крестообразным узлом имеет ту особенность, что из основной нити образуют сначала простую петлю, которую затем перегибают в двойную петлю, через которую пропускают уточную нить, после чего двойную основную петлю превращают опять в простую петлю, чем одновременно образуют простую петлю из уточной нити, после чего основную и уточную петли затягивают в надлежащем месте, соответственно размеру ячеи, в нераспускающийся крестообразный узел.
Станок для осуществления способа составлен из ряда рабочих органов, выполняющих в результате согласованных рабочих действий образование ячей сети из основных и уточных нитей, связываемых крестообразным узлом согласно способу.
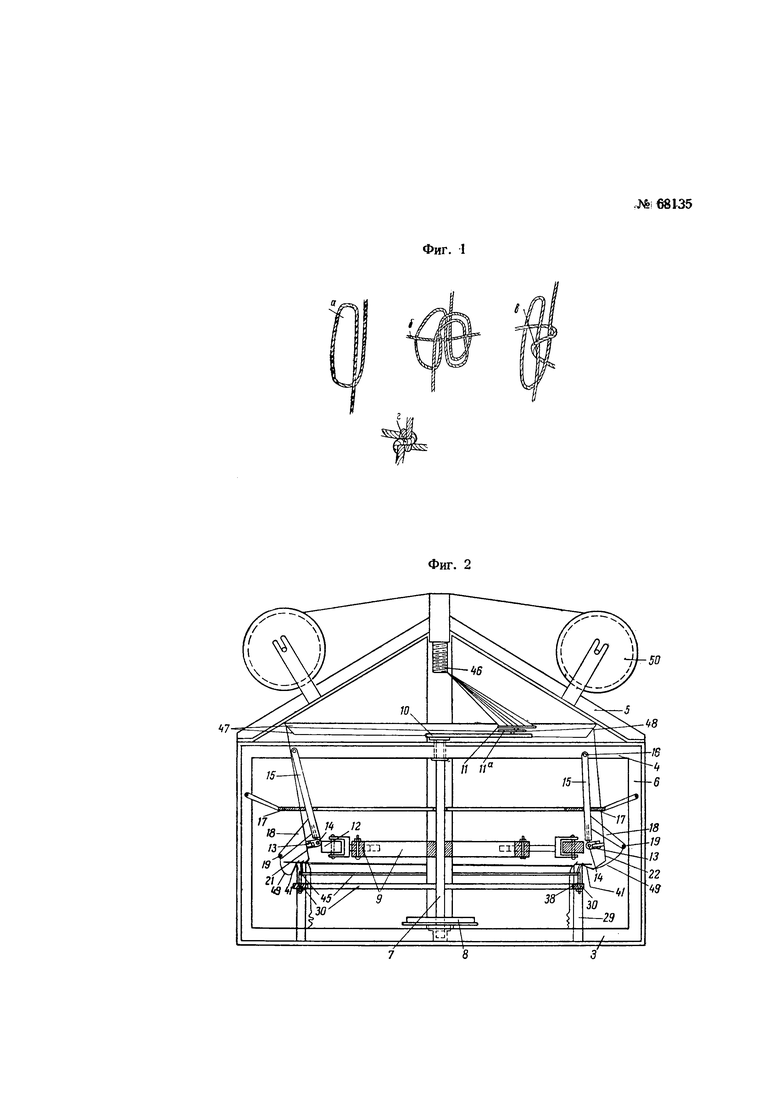
На фиг. 1а, б, в и г изображены последовательные стадии изготовления крестообразного узла; на фиг. 2 - автоматический круглый сететкацкий станок в вертикальном разрезе; на фиг. 3 - составной роликовый эксцентрик станка в плане; на фиг. 4 - приспособления, образующие и затягивающие узел, в вертикальном разрезе; на фиг. 5 - нитеводитель - вид сбоку; на фиг. 6 - челнок - вид сбоку и на фиг. 7а, б, в, г, д, е, ж, з, и показано последовательное движение образующих и затягивающих узел нитеобразующих органов.
Узел образуется путем изготовления простой петли (фиг. 1а), которая затем перегибается в двойную петлю и через нее пропускается уточная нить (фиг. 1б). После этого двойная основная петля превращается снова в простую петлю, причем из уточной нити в свою очередь образуется простая петля (фиг. 1в). Наконец, основная и уточная нити затягиваются в надлежащем месте, соответственно размеру ячеи, образуя крестообразный «мертвый» узел (фиг. 1г). Станок для вязания сетей вышеописанным узлом состоит из следующих частей.
Станина станка (фиг. 2, 3 и 4) состоит из трех крестовин 3, 4, 5, четырех основных стоек 6, четырех стоек 29, кольца 39, тридцати шести стоек 31 и двух колец 32 и 33.
Привод основных рабочих органов станка осуществляется от электромотора через шкив 8 (или коническую передачу) и вал-стояк 7.
Кривошип 10, жестко посаженный одним концом на стояке 7, несет на другом конце диск 11, свободно вращающийся около оси, место которой на кривошипе можно регулировать. На диске 11 эксцентрично сидит диск 11а, большего размера, чем диск 11 на величину эксцентриситета, также свободно вращающийся на своей оси. Диски 11 и 11а по окружностям, разно удаленным от центра, имеют ряды отверстий, количество которых в одном круговом ряду соответствует числу нитей основы. Через эти отверстия проводят при заправке все нити основы, идущие с навоев 50 через втулку 46. Длина втулки регулируется поворотом втулки в ту или другую сторону. После дисков нити основы пропускаются через направляющие отверстия кольца 47 в нитеводители 22 и закрепляются на крючках 35.
Шкив (эксцентрик) 9, несущий ролики 12, разноудаленные от центра шкива (удаление их можно регулировать), при вращении стояка 7 сообщает держателям 13 нитеводителей 22 соответствующие эксцентриситету роликов 12 перемещения, необходимые для петлеобразования основных нитей в соответствии с вышеприведенным способом образования узла.
Держатели 13 нитеводителей 22 плотно посажены на резиновый ремень 14 и всегда находятся в положении, перпендикулярном осевой линии ремня. С другой стороны, держатели 13 нитеводителей 22 скреплены с нижними концами батанчиков 15, шарнирно подвешенных верхними своими концами 16 и имеющих только радиальные направления качания, обусловливаемые направляющими щелями кольца 17. Нитеводители 22 при таком способе крепления имеют возможность поворота относительно батанчиков в горизонтальной плоскости под действием ремня 14. Каждый, примерно, двенадцатый батанчик имеет жестко сидящий кронштейн 18. Эти кронштейны на свободных концах своих удерживают круглый бесконечный резиновый ремень 19.
Нитеводитель 22 (фиг. 2 и 5) представляет из себя трубку 21, на которую надета вторая трубка 25, несущая иглу 26 и подъемную пластинку 27. Трубка 25 может свободно перемещаться вдоль трубки 21, но не вращаться на ней. На нижнем конце трубки 21 жестко насажен сапожок 23, имеющий отверстие, сообщающееся с отверстием трубки 21, через которые пропускается нить основы. При нижнем положении трубки 21 игла 26 входит своим острием в углубление 28 на сапожке 23, чем и обеспечивается удержание нити, попавшей под иглу 26.
Зевообразование (фиг. 4) осуществляется с помощью пластинки 34, сидящей на кольцах 32, 33, а на нижней части внизу имеющей вырез 36, который, совокупно с вырезами всех других пластинок этого рода, составляет круговую направляющую и поддерживающую часть для челнока 37, движущегося по ней по окружности станка под действием нитей основы. Конец консольной части пластины 34 имеет вырез 40 для удержания нитей основы при зевообразовании. На внутренней части пластины 34 имеется крючок 35 и собачка 39, шарнирно скрепленная с вилкой 38, которая свободно сидит на пластине 34 и удерживается от перемещения вдоль пластины 34 кольцом 45. Последнее с помощью болтов 44 позволяет регулировать положение собачки 39 относительно крючка 35, что необходимо в случае изменения размера ячей.
Пружина 46а, укрепленная в кольце 30 и опирающаяся на кольцо 45, предназначена для уравнивания ячей по утку, а также для затягивания узла по утку. Положение ее, в соответствии с размером ячеи, регулируется также кольцом 45. К пластине 34 шарнирно присоединена одним концом деталь 41, несущая на другом своем конце два крючка направителя 42. Деталь 41 шнуром 49 связана с резиновым ремнем 19, чем обеспечивается в нужный момент подъем этой детали в верхнее положение, причем вниз она опускается под действием собственного веса.
Челнок станка (фиг. 6) для шпули с уточной нитью представляет из себя дугообразную коробку с заостренной передней частью, внутри которой находится шпуля. На коробке сверху укреплены ролики 51 и планка 52 с роликом 52а, с задней стороны - храповик 54, на который при затягивании петли действуют нити основы, сообщая челноку поступательное движение. Планка 52 вместе с роликом 52а под действием пружин 53 отходит от роликов 51, чем обеспечивается удержание челнока в вырезе 36 пластины 34. В случае крайней необходимости челнок может быть освобожден сжатием пружины 53 при нажиме на концы планки 52.
Основные моменты работы на станке (фиг. 7а-и).
Шкив 9, вращаясь со скоростью вала 7, несет с собой ролики 12, которые действуют на держатели 13 нитеводителей 22, сообщая им движения, необходимые для петлеобразования. За один оборот шкива каждый нитеводитель (число их соответствует числу нитей основы) совершает следующие движения:
1. Исходное положение нитеводителя (см. фиг. 7а) - за крючком 35.
2. Обходя крючок 35 слева, нитеводитель идет вперед левее собачки 39, наклоненной назад (внутрь станка) и обходит ее слева направо (фиг. 7в);
3. Нитеводитель, продолжая движение, идет назад правее собачки 39 до места между собачкой 39 и крючком 35. В то же время нить, скользя по переднему вырезу собачки 39, оказывается выше нижнего края нитеводителя (фиг. 7в). Этому же содействует и то, что крючок 35 расположен выше собачки 39.
4. Нитеводитель заходит левее собачки 39, задевая нить за задний крючок собачки, и идет вперед. При этом нить заскакивает под иглу 26 до крайнего переднего положения (фиг. 7г). Таким образом получилась одна простая петля из основы (см. фиг. 1а). В то же время собачка 39, под действием нити основы, наклоняется вперед, а деталь 41 с крючками направителями 42 поднимается в верхнее положение, причем передний крючок забирает одну правую нить, а задний две левые.
5. От крайнего переднего положения нитеводитель идет назад. Деталь 41 под действием собственного веса опускается и увлекает за собой забранные нити основы, причем задний крючок укладывает две свои нити в передний вырез 40 пластины 34, а передний крючок одну свою нить проводит правее пластины 34 (фиг. 7д). Нитеводитель, продолжая движение назад, проносит две нити левее пластины 34, а одну нить укладывает в вырез 40 пластины 34. В образовавшийся при этом зев а начинает входить заостренным передним концом челнок 37, проталкиваемый нитями предыдущих зевообразователей, так как там в это время зев сокращается (фиг. 7е).
При продолжающемся движении нитеводителя назад деталь 41 приходит в крайнее нижнее положение, а нити, ранее захваченные крючками 42, сходят с них и, таким образом, получается двойная петля (фиг. 1б и 7), в которую входит полностью челнок 37 (фиг. 4). Нитеводитель заходит до кольца 33, на мгновение останавливается, а затем, прежде чем челнок пролетит, снова идет вперед. В это время нить основы, пропущенная ранее на петлеобразование, начинает убираться обратно через нитеводитель (фиг. 7з). Продолжая движение вперед, нитеводитель проходит дальше переднего конца пластины 34. В то же время, вследствие убирания нити основы обратно через нитеводитель, петля сокращается и, задевая за зубья храповика 54, челнок 37 проталкивает его с помощью предшествующих петель вперед насколько позволяют следующие начинающие образовываться зевы основы. Челнок при своем полете оставляет за собой нить утка. При заходе нитеводителя за передний конец пластины 34 нити основы извлекаются из выреза 40. При этом получается одна простая петля из основы и такая же петля из утка (фиг. 7з и 1в). Нитеводитель снова идет назад, обходя пластину 34 справа. Дойдя до собачки 39, нитеводитель находит на нее выступом 27 и опрокидывает назад, причем втулка 25 поднимается с иглой 26 и нить основы, бывшая под иглой нитеводителя, освобождается. При дальнейшем движении нитеводителя назад происходит затягивание узла по основе и по утку. В последнем помогают и уравнивают ячею по утку пружины 46а, имеющиеся по обе стороны пластины 34. Дойдя до крайнего заднего положения, за крючок 35, нитеводитель сбрасывает образовавшуюся ячею и перебрасывает образованный узел через крючок 35 (фиг. 7и, 1г). На этом заканчивается цикл движений основных петлеобразующих органов за один оборот шкива 9.
На фиг. 3 схематически показаны пластины 34 и держатели 13 нитеводителей 22. Здесь можно видеть различные положения держателей относительно пластин в данный момент времени, из чего можно представить различные положения каждого держателя относительно своей пластины за один оборот шкива 9, а положением внешнего конца держателя относительно пластины определяется положение нитеводителя относительно пластины. На этой же фиг. 3 намечены положения держателей 13 относительно своих пластин 34, соответствующие вышеописанным моментам петлеобразования.
За один оборот вала стояка 7 кривошип 10 совершает также один оборот для обеспечения основой на петлеобразование каждого нитеводителя за первую часть оборота и забора избытка поданной основы к моменту заканчивания ячеи за вторую часть оборота. Осуществляется это следующим образом.
1. Исходному положению нитеводителя соответствует диаметрально-противоположное положение кривошипа 10.
2. Когда нитеводитель совершает движения последовательно от 1 до 4 кривошип 10 в это время идет к положению над нитеводителем и таким образом отдает нить основы, потребную нитеводителю. Когда нитеводитель приходит в крайнее переднее положение (фиг. 7г) кривошип еще несколько не доходит до положения над нитеводителем. Но, так как нитеводитель больше не требует нити при доходе кривошипа до положения над соответствующим нитеводителем получается провисание нити основы между соответствующими отверстиями диска 11 и направляющего кольца 47.
3. Когда нитеводитель совершает движения от 4 до 7, кривошип идет дальше от положения над нитеводителем по кругу и натягивает ранее провисную нить основы. Провисание нити основы необходимо было для того, чтобы не тормозить падение детали 41 и не препятствовать снятию основы с крючков 42, а также для того, чтобы в нужное время усилить рывок основы для сообщения движения челноку.
4. При движении нитеводителя от положения 7 до положения 9 кривошип идет по кругу к своему исходному положению в противоположную сторону от соответствующего нитеводителя и забирает нить основы обратно, тем самым сокращая петлю и этим усилием двигая челнок, а затем затягивает узел на основе.
Величина основы, пропускаемой на петлеобразование, может быть отрегулирована по потребности посредством перемещения оси диска 11 по кривошипу 10 (ближе к валу 7 или дальше от него).
Пропуск основы специально на образование ячеи осуществляется устройством на кривошипе двух эксцентрично расположенных друг относительно друга дисков 11 и 11а. Когда кривошип находится в исходном положении для пропуска основы на петлеобразование, т.е. в противоположной стороне от навоя 50, соответствующего данной нити основы, длина ее от навоя до соответствующего отверстия диска 11 будет меньше, чем, когда кривошип повернется на  оборота и диски окажутся под этим навоем, точно на размер ячеи. Поэтому за эту половину оборота кривошипа недостающая часть нити заберется с навоя. За следующую половину оборота кривошипа, когда он идет к исходному положению, этот избыток нити будет передан нитеводителю в момент противостояния отверстий дисков 11 и 11а, через которые проходит данная нить. Этот момент регулируется установкой дисков друг относительно друга. Размер пропуска основы только на образование ячеи регулируется: 1) пробиранием основы при заправке в соответствующие ряды отверстий дисков, 2) изменением длины втулки 46, 3) изменением расстояния между собачкой 39 и крючком 35 посредством вилки 38 и кольца 45.
оборота и диски окажутся под этим навоем, точно на размер ячеи. Поэтому за эту половину оборота кривошипа недостающая часть нити заберется с навоя. За следующую половину оборота кривошипа, когда он идет к исходному положению, этот избыток нити будет передан нитеводителю в момент противостояния отверстий дисков 11 и 11а, через которые проходит данная нить. Этот момент регулируется установкой дисков друг относительно друга. Размер пропуска основы только на образование ячеи регулируется: 1) пробиранием основы при заправке в соответствующие ряды отверстий дисков, 2) изменением длины втулки 46, 3) изменением расстояния между собачкой 39 и крючком 35 посредством вилки 38 и кольца 45.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования узла для вязки сети и сетевязального станка | 1933 |
|
SU39309A1 |
| АВТОМАТИЧЕСКИЙ КРУГЛЫЙ ТКАЦКИЙ СТАНОК | 1938 |
|
SU65254A1 |
| Сетевязальный станок | 1932 |
|
SU28613A1 |
| Кругловязальная машина для изготовления кулирного трикотажа с основными и уточными нитями | 1979 |
|
SU947237A1 |
| АВТОМАТИЧЕСКИЙ КРУГЛО-ТКАЦКИЙ СТАНОК | 1946 |
|
SU71477A1 |
| Способ изготовления ворсового трикотажа и основовязальная машина для осуществления способа | 1979 |
|
SU1291629A1 |
| Бесчелночный ткацкий станок | 1937 |
|
SU58890A1 |
| Ткацкий станок | 1936 |
|
SU53946A1 |
| Сновально-ткацкий станок для тканья бесконечных приводных ремней | 1935 |
|
SU50111A1 |
| Кругловязальная машина | 1976 |
|
SU831886A1 |



1. Способ вязания сетей крестообразным узлом, отличающийся тем, что из основной нити образуют сначала простую петлю, которую затем перегибают в двойную петлю, через которую пропускают уточную нить, после чего двойную основную петлю опять превращают в простую петлю, чем одновременно образуют простую петлю из уточной нити, после чего основную и уточную петли затягивают в надлежащем месте, соответственно размеру ячеи, в нераспускающийся крестообразный узел.
2. Автоматический круглый сететкацкий станок, состоящий из станины с верхним строением для установки навоев основы с числом нитей соответствующим количеству ячей в круглом полотне, приспособлений для проборки нитей основы соответственно круглой форме вырабатываемого сетевого полотна, трубчатых нитеводителей по числу нитей основы, батанного механизма с держателями нитеводителей и одного челнока, совершающего круговое движение под влиянием последовательного сокращения зева основы по кругу, отличающийся тем, что для образования ячей сети основные и уточные нити в результате совокупных согласованных действий рабочих органов связываются крестообразным узлом согласно п. 1.
3. Форма выполнения станка по п. 2, отличающаяся тем, что приспособление для проборки основных нитей выполнено в виде установленных поперек оси станка диска 11, монтированного на кривошипе 10, стояка 7, и диска 11а, эксцентрично посаженного на диск 11, снабженного, как и диск 11, системой разноудаленных от их центров отверстий для пропуска основных нитей к нитеводителям 22 через отверстия охватывающего оба диска кольца 47.
4. Форма выполнения станка по п. 2, отличающаяся тем, что для сообщения петлеобразующих движений нитеводителям 22 применен шкив 9, посаженный на стояк 7 и снабженный роликами 12, различно удаленными от центра шкива, взаимодействующими с держателями 13 нитеводителей 21.
5. Форма выполнения станка по п. 3, отличающаяся тем, что каждый из нитеводителей 22 выполнен в виде трубки 21 с жестко посаженным на ее конце фасонным сапожком с отверстием для пропуска основной нити и трубки 25, надетой на трубку 21 таким образом, что последняя может перемещаться в ней в продольном направлении, но не может вращаться, и посаженной на трубке 25 иглы 26, входящей при нижнем положении трубки 25 в углубление сапожка для защемления нити подъемной пластиной 27.
6. Форма выполнения станка по п. 2, отличающаяся тем, что батанный механизм выполнен в виде системы пластинок-батанчиков 15, шарнирно подвешенных концами 16 и несущих на нижних концах держатели 13 с нитеводителями 22, кольца 17 с радиальными направляющими щелями для сообщения батанчикам ограниченного радиального качания и резинового ремня 14, взаимодействующего с батанчиками для сообщения им поворота в горизонтальной плоскости в соответствии с требованиями петлеобразования.
7. Форма выполнения станка по п. 6, отличающаяся тем, что каждый, примерно, двенадцатый батанчик, снабжен жестко сидящим на нем кронштейном 18, служащим для удержания круглого бесконечного резинового ремня 19.
8. Форма выполнения станка по п. 4, отличающаяся тем, что держатели 13 нитеводителей 22 посажены на бесконечном резиновом ремне 14, обеспечивающем нитеводителям перпендикулярное относительно осевой линии ремня положение.
9. Форма выполнения станка по п. 2, отличающаяся тем, что для выполнения нитеобразования применена система из неподвижных пластинок 34, по числу основных нитей, радиально сидящих на кольцах 32 и 33, укрепленных на стойках 31, установленных на кольце 30 и имеющих внизу консольной части вырезы 36, составляющие в совокупности направляющую и опорную круговую систему для унитарного челнока 37, и выреза 40 для удержания нитей основы при зевообразовании.
10. Форма выполнения станка по п. 9, отличающаяся тем, что внутренние части пластинок 34 снабжены крючком 35 и собачкой 39, шарнирно соединенной с вилкой 38, свободно сидящей на пластинке 34 и удерживаемой от перемещения вдоль пластинки 34 кольцом 45, переставным с помощью болтов 44, одновременно определяющим положение собачки 39 относительно крючка 35 в соответствии с размерами вырабатываемых ячей.
11. Форма выполнения станка по п. 9, отличающаяся применением уравнивающей ячеи и затягивающей узел по утку пружины 46а, укрепленной в кольце 30 и опирающейся на кольцо 45, а также шарнирно присоединенной к пластине 34 детали 41, несущей на другом своем конце два крючка-направителя 42 основной нити и шнуром 49, связанном с резиновым ремнем 19, обеспечивающим подъем ее в верхнее положение в нужный момент.
12. Форма выполнения станка по п. 1, отличающаяся тем, что челнок 37 для шпули с утком выполнен в виде дугообразной коробки с заостренной передней частью и снабжен в верхней части роликами 51, подпружиненной планкой 52 с роликами 52а, а на задней части укрепленным к ней храповиком 54, взаимодействующим с основными нитями, толкающими его вперед по кругу при затягивании петли.
