1
Изобретение относится к области техноло гии машиностроения и может быть использовано прн изготовлении крупньк стальньрс кованрсварных изделий, например роторов турбиИ. ,
Известен способ изготовления кованрсварных стальных изделий путем ковки отдельных полуфабрикатов и последующей их сварки между собой 1.
Недостатком известного способа является низкое качество изделий из высокоуглеро- . дистых легированных никелем сталей, например роторов турбин, поскольку полуфабрикаты ИЗ зтих сталей плохо свариваются между собой.
Целью изобретения является повьппейие качества изделий ИЗ высокоуглеродИстых легированных никелем сталей.
Поставленная цель достигается тем, что по предлагаемому способу каждый отдельный полуфабрикат под ковку получают электросваркой заготовки ИЗ высокоуглеродистой легированной никелем стали и технологической заготовки ИЗ сваривающейся низкоуглеродистой, менее легированной никелем сТали посредством плавления электрода нз стали с промежуточным содержанием углерода И никеля по сравнению со свариваемыми заготовками.
Сущность изобретения раскрьшается на примере изготовления ротора газовой турбины.
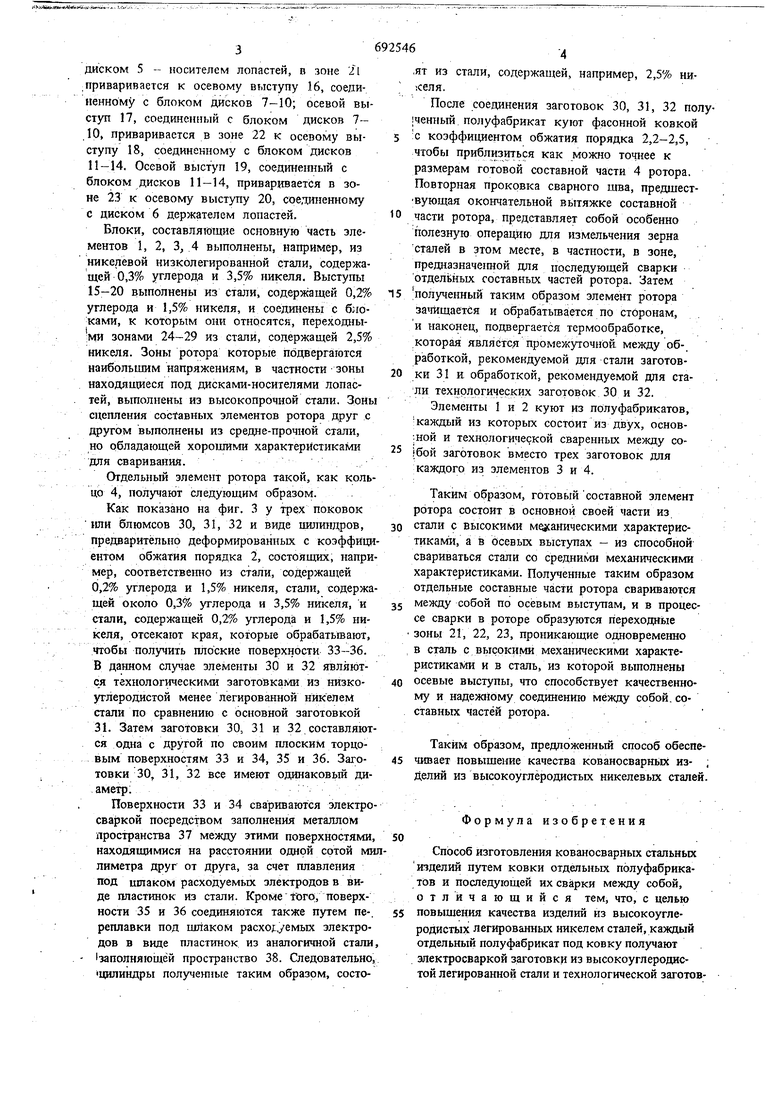
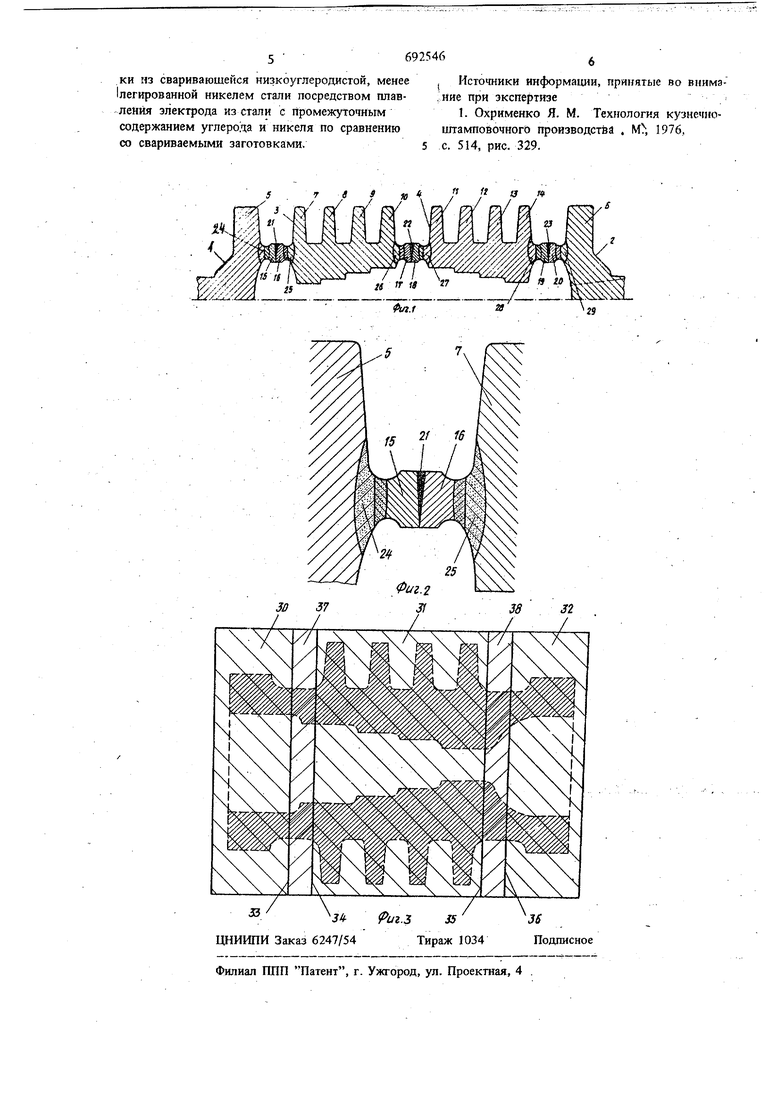
На фиг. 1 показан ротор, продольный разрез; на фиг. 2 - место сварки между двумя элементами ротора; на фиг. 3 - полу0 фабрикат, ИЗ которого затем куют один из составных злементов ротора, разрез.
Ротор образован из четьфех элементов, двух кованых торцовьрс частей 1 и 2 вала И двух кованых колец 3 и 4, сваренных
5 между собой И с этими т01Л1Овыми частями вала. Каждый из этих элементов представляет собой блок-держатель лопастей. В topuoвых частях I Й 2 вала носителями лонастей являются ДИСКИ 5, 6, а в каждом Из колец носителями лопастей являются диски 7-10 И ДИСКИ 11-14. Блоки-держатели лопастей снабжены осевыми кольцевыми выступами . Осевой выступ ,15, соединяющийся с диском 5 - носителем лопастей, в зоне 2 .приваривается к осевому выступу 16, соединенному с блоком дисков 7-10; осевой выступ 17, соединенный с блоком дисков 710, приваривается в зоне 22 к осевому выступу 18, соединенному с блоком дисков 11-14. Осевой выступ 19, соединенный с блоком дисков 11-14, приваривается в зоне 23 к осевому выступу 20, соединенному с диском 6 держателем лопастей. Блоки, составляющие основную часть элементов 1, 2, 3, 4 выполнены, например, из никелевой низколегированной стали, содержащей 0,3% углерода и 3,5% никеля. Выступы 15-20 выполнены из стали, содержащей 0,2% углерода и 1,5% никеля, и соединены с бло;ка га, к KotopbtM они относятся, переходными зонами 24-29 из стали, содержащей 2,5% никеля. Зоны ротора которые подвергаются наибольщим напряжениям, в частности зоны находящиеся под дисками-носителями лопастей, выполнены из высокопрочной стали. Зоны сцепления составных элементов ротора друг с другом выполнены из средне-прочной стали, но обладающей хороитми характеристиками для сваривания. Отдельный элемент ротора такой, как кольцо 4, получают следующим образом. Как показано на фиг. 3 у трех поковок tmH блюмсов 30, 31, 32 и виде шишндров, предварительно деформированных с коэффици ентом обжатия порядка 2, состоящих, напри мер, соответствешто из стали, содержащей 0,2% углерода и 1,5% никеля, стали, содержа щей около 0,3% углерода и 3,5% никеля, и стали, содержащей 0,2% углерода и 1,5% никеля, отсекают края, которые обрабатьюают, чтобы получить плоские поверхности 33-36. В данном случае элементы 30 и 32 являЮтся технологическими заготовками из низкоуглеродистой менее легированной никелем стали по сравнению с основной заготовкой 31. Затем заготовки 30, 31 и 32 составляют ся одна с другой по своим плоским торцовым поверхностям 33 и 34, 35 и 36. Заготовки 30, 31, 32 все имеют одинаковьш диаметр;Поверхности 33 и 34 свариваются электро сваркой посредством заполнения металлом пространства 37 между этими поверхностями находящимися на расстоянии одной сотой ми лиметра друг от друга, за счет плавления под щлаком расходуемых электродов в виде пластинок из стали. КромеТого, поверхности 35 и 36 соединяются также путем переплавки под щлаком расходуемых электродов в виде пластинок из аналогичной стали -заполняющей пространство 38. Следовательно цилиндры полученные таким образом, состо692546
4 ,ят из стали, содержащей, например, 2,5% никеля. После соединения заготовок 30, 31, 32 полученный полуфабрикат куют фасонной ковкой с коэффициентом обжатия порядка 2,2-2,5, чтобы приблизиться как можно точнее к размерам готовой составной части 4 ротора. Повторная проковка сварного щва, прещпествующая окончательной вьгтяжке составной части ротора, представляет собой особенно полезную операщю для измельчения зерна сталей в этом месте, в частности, в зоне, предназначегшой для последующей сварки отдельных составньк частей ротора. Затем полученный таким образом элемент ротора зачищается и обрабатьгеается по сторонам, и наконец, подвергается термообработке, которая является промежуточной между об-, работкой, рекомендуемой для стали заготовки 31 к обработкой, рекомендуемой для стали технрЛогических заготовок 30 и 32. Элементы 1 и 2 куют из полуфабрикатов, каждый из которых состоит из двух, основ:ной и технологической сваренных между со|бой заготовок вместо трех заготовок для каждого из элементов 3 и 4. Таким образом, готовыйсоставной элемент ротора состоит в основной своей части из стали с высокими механическими характеристиками, а в осевых выступах - из способной свариваться стали со средними механическими характеристиками. Полу11енные таким образом отдельные составньге части ротора свариваются между собой по осевым выступам, и в процессе сварки в роторе образуются переходнь1е зоны 21, 22, 23, проникающие одновременно в сталь с высокими механическими характеристиками и в сталь, из которой выполнены осевые выступы, что способствует качественному и надежному соединению между собой, составных частей ротора. Таким образом, предложенный способ обеспечивает повыщение качества кованосварных из- ; делий из высокоуглёродистых никелевых сталей. Формула изобретения Способ изготовления кованосварных стальных изделий путем ковки отдельных полуфабрикат1эв и последующей их свирки между собой, отличающийся тем, что, с целью повышения качества изделий из высокоуглеродистых легированных никелем сталей, каждый отдельный полуфабрикат под ковку получают электросваркой заготовки из высокоуглеродистой легированной стали и технологической заготов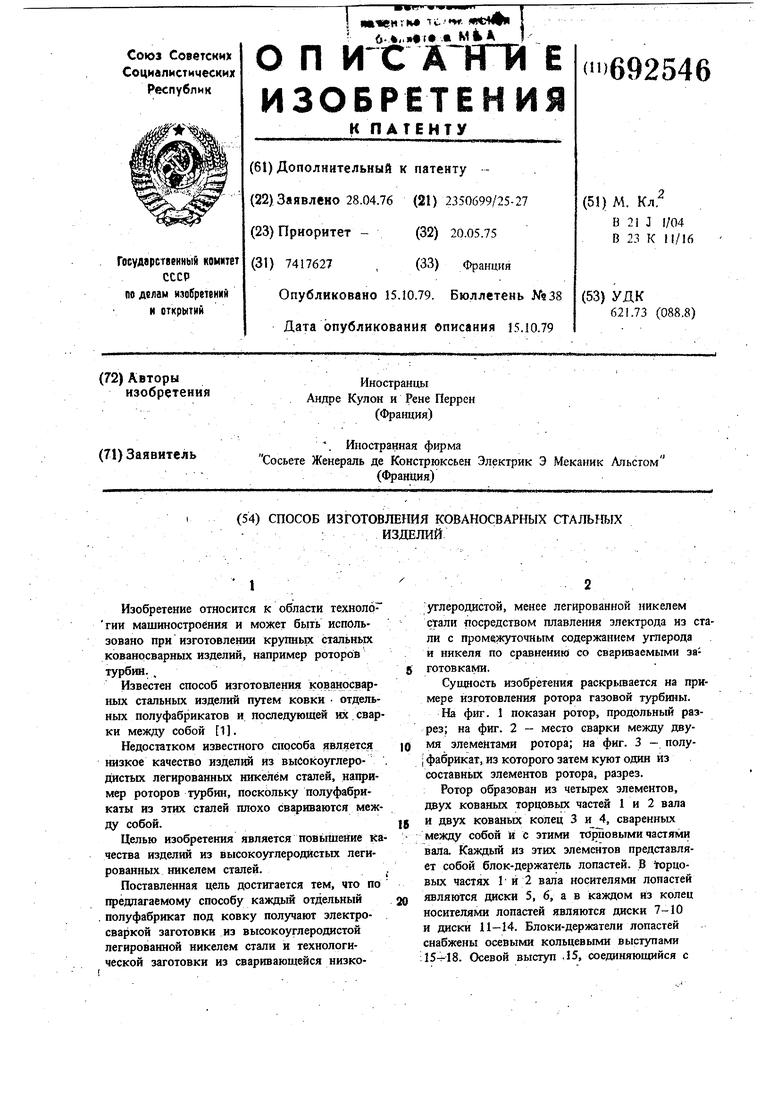
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварной ротор турбомашины | 1975 |
|
SU712039A3 |
| Ротор турбомашины | 1974 |
|
SU583774A3 |
| Способ изготовления ленточного электрода топливного элемента | 1980 |
|
SU1114357A3 |
| Способ обезуглероживания электролита топливного метанольно-воздушного элемента | 1977 |
|
SU686642A3 |
| Вращающаяся электрическая машина с криогенным охлаждением | 1975 |
|
SU588937A3 |
| Состав присадки | 1975 |
|
SU655292A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2007 |
|
RU2351476C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ЗАГОТОВОК ТИПА "ДИСК-ДИСК" И "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ ТИТАНОВЫХ И НИКЕЛЕВЫХ СПЛАВОВ | 2015 |
|
RU2610658C2 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ ИЗ АЛИТИРОВАННОЙ СТАЛИ С ПРОВОЛОКОЙ, СОДЕРЖАЩЕЙ ОБРАЗУЮЩИЕ ГАММУ-ФАЗУ ЭЛЕМЕНТЫ, И ГАЗОМ, СОДЕРЖАЩИМ МЕНЕЕ 10% АЗОТА ИЛИ КИСЛОРОДА | 2011 |
|
RU2588978C2 |
| СПОСОБ ФОРМИРОВАНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ФАСОННОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ ПЕРЛИТНОГО КЛАССА | 2021 |
|
RU2760352C1 |
