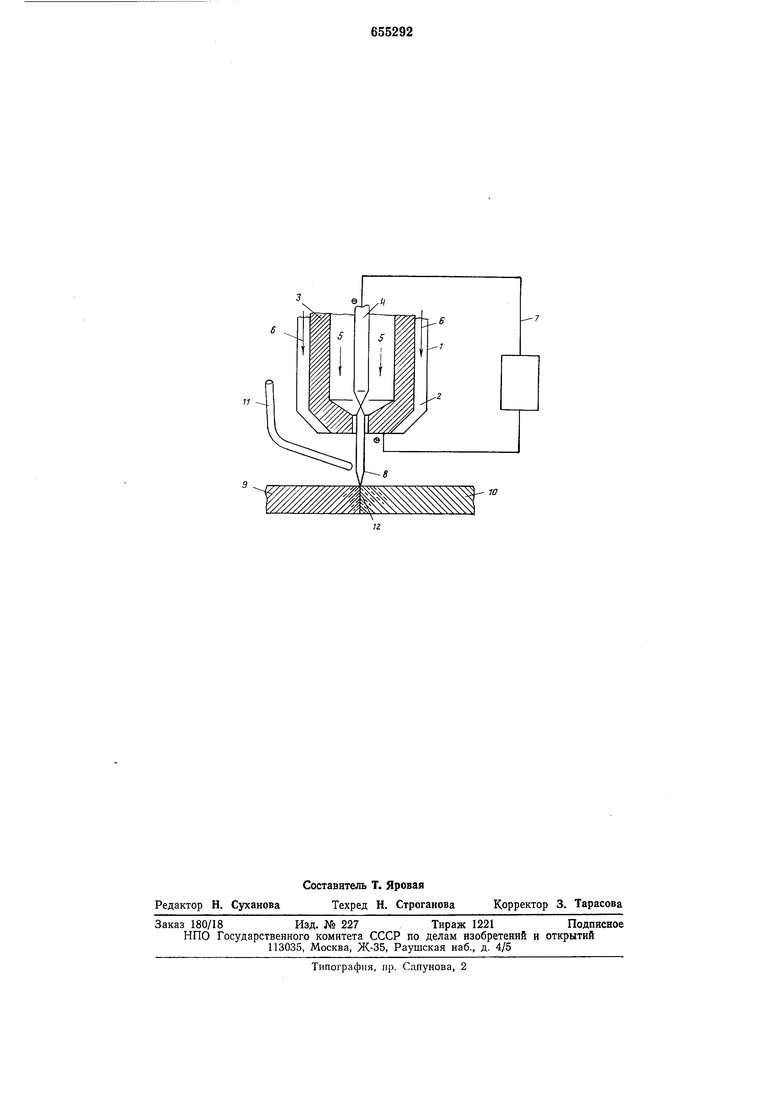
диняющей анод 3 с катодом 4, горелка выбрасывает вдоль своей оси концентрированный поток газов 8, направленный на линию соединения свариваемых деталей 9 и 10. В этот поток вводят присадку предложенного состава в виде проволоки 11, расположенной вне горелки. Возможен и такой вариант, когда присадка вводится внутрь горелки в кольцеобразный промежуток между анодом и катодом, либо присадка подается в тот же кольцеобразный промежуток в виде порошка. Поток газов 8 обеспечивает расплавление деталей 9 и 10 в зоне 12, расположенной в районе их стыка, он пронизывает их насквозь, образуя вокруг себя кольцо из жидкого металла. Горелка перемещается вдоль контактной линии с нужной скоростью таким образом, что металл, получающийся в результате смешивания расплавленного металла заготовок и расплавленного присадочного металла, затвердевает за жидким кольцом, образуя, таким образом, сварной шов.
Пример 1. Осуществляется стыковая сварка сжатой дугой за один проход двух труб диаметром 250 мм и толщиной 6 мм из ферритного чугуна с шаровидным графитом. Условия сварки следующие: 120 А, 28-30 В, скорость 22 см/мин, плазменный газ 12 л/мин (аргон), защитный газ (смесь аргона с 5% водорода) 12 л/мин, без подогрева. В сварочной ванне обеспечивается расплавление проволоки диаметром 0,8 мм из чистого никеля в такой пропорции, чтобы содержание никеля в сварочном шве составляло 18%- от его веса. В необработанном виде или после отжига в течение 30 мин при 950°С и медленного охлаждения шов имеет аустенитную структуру и твердость по Викерсу 200-230, в то время как основной металл 140-150.
Предлол енный состав и описанный способ могут быть применены для сварки изделий из чугуна с другой структурой, например легированного ферритного чугуна с шаровидным графитом или чугуна с шаровидным графитом, но с матрицей из перлита.
Пример 2. Свариваемые детали толщиной 15 мм готовятся таким образом, чтобы получить пяту с краем без скоса кромки толщиной 7 мм. Основной металл этих деталей имеет следующий состав, %: Углерод3,61
Кремний2,75
Марганец0,15
Сера0,008
Фосфор0,070
Магний0,025
ЖелезоОстальное
Осуществляют предварительный нагрев этих деталей до 400°С, затем приступают к сварке с помощью Дуговой плазменной горелки, расход плазменного газа (аргон) 6 л/мин, расход защитного газа (смесь аргона и 10% водорода) 23 л/мин, скорость сварки 17 см/мин.
Присадочная проволока диаметром 1,2 мм изготовлена из железоникелевого сплава содержанием 95% никеля, остальное железо и неизбежные примеси.
Пропорция, к которой добавляют этот присадочный продукт, такова, что в сварном шве получают содержание никеля 27,8%, углерода 2,33% и примесей 1,8%.
После этого на сваренных таким образом деталях без промежуточной обработки и непосредственно на проваре сварного шва осушествляют заварку. Наплавка металла осуществляется по классическим способам заварки (электрод, проволока).
С целью получения сварного шва из ферритного чугуна с шаровидным графитом присадка содержит 36% никеля и 64% железа или 95% никеля и 5% железа.
Формула изобретения
Состав присадки преимущественно для сварки сжатой дугой чугуна, содержащий никель и железо, отличающийся тем, что, с целью обеспечения в наплавке чугуна с шаровидным графитом, состав взят в следующем соотношении, вес. %:
Никель36-96
Железо4-64
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ ИЗ АЛИТИРОВАННОЙ СТАЛИ С ПРОВОЛОКОЙ, СОДЕРЖАЩЕЙ ОБРАЗУЮЩИЕ ГАММУ-ФАЗУ ЭЛЕМЕНТЫ, И ГАЗОМ, СОДЕРЖАЩИМ МЕНЕЕ 10% АЗОТА ИЛИ КИСЛОРОДА | 2011 |
|
RU2588978C2 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1995 |
|
RU2098247C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ | 1994 |
|
RU2131483C1 |
| Состав сварочной проволоки | 1980 |
|
SU941110A1 |
| Состав сварочного прутка | 1979 |
|
SU823041A1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2000 |
|
RU2177861C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ непрерывного изготовления трубных заготовок из чугуна и установка для его осуществления | 1986 |
|
SU1450729A3 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1996 |
|
RU2105646C1 |
| Состав присадочной проволоки | 1989 |
|
SU1676774A1 |