(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля линейных размеров движущихся изделий | 1982 |
|
SU1146550A1 |
| Устройство для воспроизведения ВРЕМЕННыХ METOK | 1979 |
|
SU800955A1 |
| Устройство для контроля ферритовых сердечников запоминающих матриц | 1984 |
|
SU1280460A1 |
| Устройство для считывания графической информации | 1988 |
|
SU1606980A1 |
| Устройство для измерения отклонения скорости перемещения магнитного носителя от номинального значения | 1988 |
|
SU1737509A1 |
| УСТРОЙСТВО для РАСЧЕТА СЕТЕВЫХ ГРАФИКОВ И МОДЕЛИРОВАНИЯ СЕТЕЙ МАССОВОГО ОБСЛУЖИВАНИЯ | 1970 |
|
SU284435A1 |
| Устройство для регистрации результатов контроля | 1985 |
|
SU1406596A1 |
| Устройство для воспроизведения цифровой магнитной записи в стартстопном режиме | 1985 |
|
SU1283834A1 |
| Система для контроля и управления | 1985 |
|
SU1273932A1 |
| Логический анализатор | 1988 |
|
SU1587511A1 |
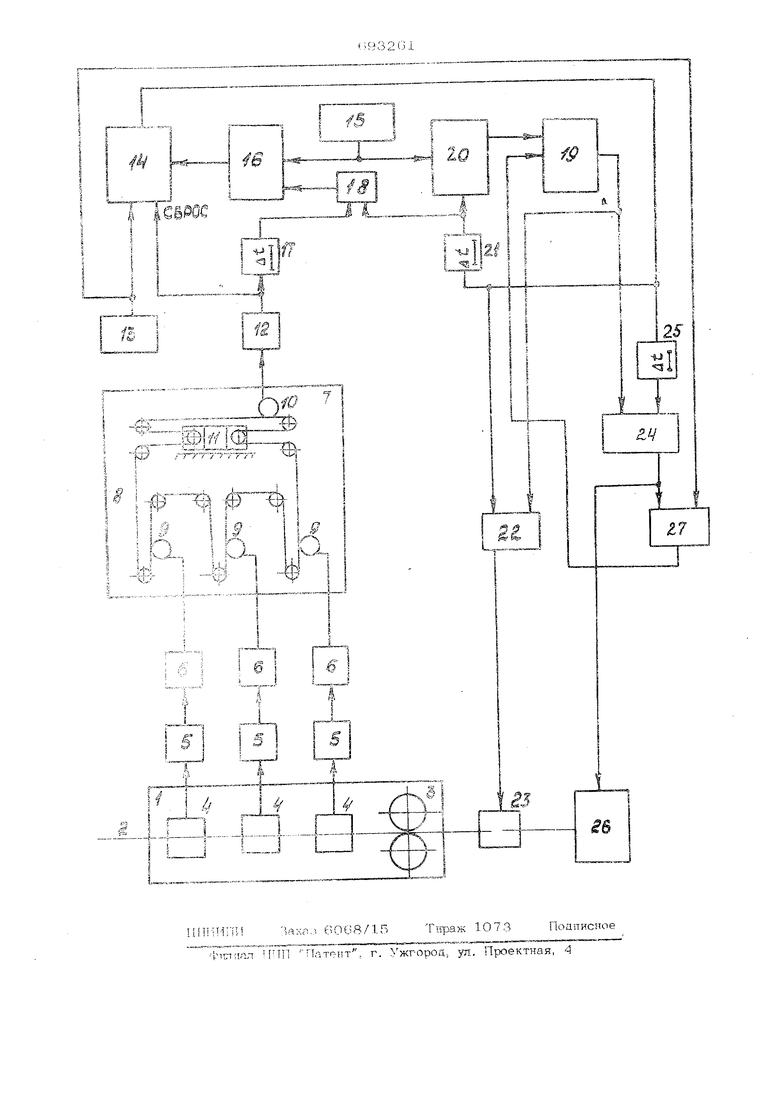
/. Данное изобретение относится К облас ти автоматизации контроля качества протяженных изделий, например, цилиндрических магнитных пленок, получаемых в непрерывном технологическом процессе. Известно устройство для автом атичес- кого.контроля протяженных изделий, содержащее вмонтированные в технологичес кую линию датчики контролируемых параметров изделия, подключеннгзте к измерительному прибору l.. . Наиболее близким к описываемому изобретению по технической сущности является устройство, содержащее вмонтированные в технологическую ли1шю датчики контролируемых параметров изделия, соединенные со схемами сравнетшя контр лируемых параметров с задант:.1ми значениями, выходы которых подключены к формирователям электрических сигналов брака 2. Однако его использоватше сопряжено с большой трудоемкостью получения годных изделий и дает низкий выход годных изделий, Целью настоящего изобретения является снижение трудоемкости и повьгшение в|з1хода годных изделий. Указанная цель достигается тем, что в состав устройства введен магнитофйн с замкнутым магнитным носителем и механизмом для измёнёймя длины магнитного носителя между даписывайщими и счкть1вающей головками, связанными соответственно с выходами формирователей сигналов брака к входом усилителя-формирователя сигналов, выход последнего соединен с.ишной сброса первого счетчика, счетнь1Й вход которого подключен к генератору тактовых, импульсов, и через первую линию задержки с первым входом первого элемента ИЛИ, выход которого подключен к;управляющей щине первой группы элет 1ентов И, входы которых связаны с тумблерным регистром, а выходы с информационными входами первого счетчика, выход первого счетчика через вторую линто задержки соединен со вторым входом первого элемента ИЛИ и г. управляюшей шинрй второй группы элементов И, входы которых связаны с тумблерным pierncTpoM, а выходы с информационными входами второго счетчика, выходы . первого и второго счетчиков подключены ко входам второго элемента ИЛИ, выход которого связан с управл1пощим входом узла реЗки, и ко входам статического триггера, причем выход первого счетчика подключен через третью линию задержки, выход триггера соединен с управляющим входом узла раскладки и с первым входом элементва И, второй вход которого соединен с. выходом генератора тактовых импульсов,, а выход - со счётньгм входом второго Счетчика, На чертеже представлена структурная схема устройства, В технологической линии 1, содержащей контролируемое протяженное изделие 2 и движущийся мсхагшзм 3 для его перемещения, вдоль пути движения изделия вмонтированы датчики 4 контролируемых параметров, соединенные со схемами 5 дли сравнения контрблируемьтз параметров с заданными значениями. Вызозды схем 5 сравнения подключе1аы к формирователям 6 сигналов брака. В состав устройства введен магнитофон 7 с з1амкну- тым магнитньш носителем 8, у которого записывающие головки 9 подключены к Выходам формирователей 6.. Для изменения длины магнитного носителя между записывающими головками 9 и считывающей головкой 10 в Магнитофоне 7 смонтирован механизм 11. Выход усилителя-формирователя 12 сигналов, связанного со считывающей головкой 10 магнитофона 7, и выход генерато ра 13 тактовых импульсов подключены соответственно к шине сброса к счетному входу первого счетчика 14, К информаци ОННБ1М входам счетчика 14 подключен тумблерный регистр 15 через первую группу элементов И 16, управляющая ши на которых связана с выходом усилителя-формирователя 12 через первую линию задержки 17 и первый элемент ИЛИ 18. Тумблерный регистр 15 подключен также К информационньтм входам второго счетчика 19 через вторую группу элементов И 2О, общая управляющая шина которых объединена со вторым входом первого элемента ИЛИ 18 на выходе второй лиНИИ задержки-21, вход которой соединён с выходом первого счетчика 14. Выходы 6 . обоих счетчиков через второй элрймент ИЛИ 22 подключены к управляющему входу узла резки 23 и к соответствующим входам статического триггера 24, причем выход первого счетчика подключен через третью линию задержки 25, а второго непосредственно. Выход триггера 24 соединен с управляющим входом узла рас- . кладки 26 и элементом И 27, второй : вход которого соединен с выходом генераторй 13 тактовых импульсов; а выход со счетным входом второго счетчика 19, Устройство функционирует следующим образом. В технологической линии 1 перемещается изделие 2, например, цилиндрическая магнитная пленка, под действием движуЩёгО механизма 3. Изделие 2 проходит через систему датчиков 4, с которых данные о различных параметрах изделия поступают на схемы, 5 сравнения. Если результаты измерения выходят за допустимые пределы, то сигналы брака поступают на фор1 1ироЬатели 6, откуда они в виде электрических импульсов подаются в записьшающие головки 9 магнитофона 7, Носитель 8 информации магнитофона 7 движется синхронно с перемещением изделия 2 в технологической линии 1, а записывающие Головки 9 расп ;ложены на таких расстояниях друг от друга вдоль пути носителя 8 .информации, которые ро.ответствуют, с учетом отношения скоростей йсюителя и изделия, расстоянием между датчиками 4. Таким образом, независимо оттого, посредством какого датчика был отмечен брак на изделии, сигнал брака фиксируется считывающей головкой 10 магнитофона 7 в тот момент, когда бракованный участок подается в . одно и- то же место по отношению к технологической линии. Генератор 13 работает синхронно с движущим механизмом 3, т.е, независимо от скорости движения изделия промежуток между двумя соседними импульсами соответствует всегда одному и тому же перемещению изделий. Тактовые импульсы генератора 13 подсчитываются первым счетчиком 14, а сигналы брака, сформированньте усилителем-формирователем 12, сбрасывают счетчик 14 в нулевое состоягше, после лего в Счетчик 14 записывается код из тумблерного регистра 15, через первую группу элементов И 16. управляющему тем же сигналом с усилителя формирователя 12, прошедшим через первую линию задержки 17 н первый элемент ИЛИ 18, Запись в первый счетчик 14 кода тумблерного регистра 15 производится также после каждого перехода счетчика 14 в нулевое состояние, происходящего в результате его переполнения,причем в этих случаях управляющий сигнал, откры ваюший группу элементов И 16, поступает с выхода этого же счетчика 14 через вторую линию задержки 21 и первый элемент ИЛИ 18. Количество импульсов, необходимое для переполнения первого счетчика 14, начинающего счет от записанного с тумб лерного регистра 15 исходного кода, пр.ямо пропоршюнально требуемой длине изделийо Таким образом, переполнение счетчика 14 свидетельствует о том, что к выходу технологической линии 1 прошел полностью годный участок изделия 2 требуемой длины. Сигнал, переполнения через второй элемент ИЛИ 22 поступает на управляющий вход узла резки 23, которое в этот момент обреза ет начальный конец годного изделия. Кроме того, сигнал переполнения пер вого счетчика 14 через вторую линию задержки 21 поступает на управляющую шину второй группы элементов И 20, разрещая запись кода с тумблерного регистра 15 во второй счетчик 19, и чере третью линию задержки 25 поступает на вход статического триггера 24, устанав ливая его в единичное состояние. Сигнал с выхода триггера 24 поступает на управляющий вход узла раскладки 26, устанавливая его заслонку так, чтобы направить изделие в бункер годной продукции, и .ра элемент И 27, разрешая прохождение через него тактовым импульсам генератора 13 на счетный вход второго счетчика 19, который при этом начинает счет от исходного кода, записанного с тумблерного регистра 15. Поскольку исходный код в обоих счетчиках один и ТОТ же, то количество тактовых импульс необходимое для переполнения второго счетчика 19 такое же, как и для первого счетчика 14. Следовательно, сигнал переполнения с выхода второго счетчика 19 поступает в тот момент, когда конец годного участка изделия заданной длины проходит под ножом узла резки 23. По этому сигналу, прошедшему через второй элек1ент ИЛИ 22, обрезается конец годного участка изделия в узле розки 23. Кроме того, сигнал перетюлттения вто рого счетчика 19 устанавливает триггер 24.в нулевое состояние, в результате чего запрещается прохождение тактовых импульсов с гейератора 13 на вход второго счетчика 19 и происходит смешение заслонки Узла раскладки 26 в такое положение, при котором изделие направляется в бункер брака. Однако, есл1т за время работы счетчика 19 со считывающей головки 1О не поступил ни один сигнал брака и, следовательно, не произошел сброс счтечика 14, то переполнение обеих счетчиков происходит одновременно и сигнал переполнения первого счетчика 14 с задержкой,/определяемой линией задержки 21, разрешит передачу исходных кодов с. тумблерного регистра 15 в оба счетчика и с задержкой, определяемой линией задержки 25, установит триггер 24 в единичное состояние, что свидетельствует о том, что и следующий участок заданной длины полностью годный.. Управляемая с выхода триггера 24 заслонка узла раскладки 26 останется в положении, при котором изделие попадает в бункер годной продукции. Чем больший код будет передан с тумблерного регистра 15 на счетчики 14 и 19, .тем меньше число импульсов потребуется для переполнения счетчиков и тем меньшей длины будут вырезаться годные участки изделия 2. При уменыЬешщ длины вырезаемых изделий необходи- МО с помощью механизма 11 магнитофо- : на 7 увеличить длину магнитного носителя 8 между последней записывающей 9 и считывающей 10 головками. Дискретность регулировки длины изделия, достигаемая е помощью предлагаемого устройства, равна расстоянию, на которое перемещается изделие за промежу- ток времени между двумя соседними тактовыми импульсами. Нормальная работа устройства обеспечивается при выполнении определенных соотношений между расположением узлов устройства в технологической линии, расположением магнитных головок в магнитофоне и начальным кодом счетчиков 14 и 19 ГТусть о( - расстояние от i -го датчика 4 до ножа узла резки, Ъ - расстояние от -1 -го датчика 4 до точки начала отсчета, С - расстояние от точки начала отсчета до узла резки (длина вырезае 1ых изделий), V - скорость изделия в технологической линии, Vg скорость носителя магнитофона, - расстояние от 1-4) и записывающей голо)вкй (соответствует i -ому датчику 4) до считывающей головки, П - информационная емкость счетчиков, Пр - начальное зна ение кода в счетч.иках, d - перемещение изделия в Технологической лин за время, равное периоду следования так товых импульсов. Тогда должны вьтолнй:ться следующие соотношения: «1 Ь С-(П-По( При условии, что варьируемая длина изделия отсчитывается от максимально вoзf oжнoг6 размера С , т.б. дС, то необходимое начальное значение кода и приращение д Е расстояния между записывающими и считывающей головкагли оп ределяется из формулы: , AE cJiv где, квадратные скобки означают округл ние результата деления до ближайшего иелогт числа. Преимущество данного устройства пе рёД прототипом состоит в том, что JOHO автоматкческй определяет для каждого .бездефектного участка, имеет ли он длину больщую или равную заданной длине Годного изделия и в случае положительн го решения вьфезает максимальна возможное число годных изделий, : Форму Л .а изобретения - Устройство для автоматического роли протяженных изделий, содержащее вмойтированные в технологическую линию датчики контролируемых параметров изделий, соединенные со схемами сравнения контролируемых параметров с заданными значениями, выходы которых под1ключены к формирователям сигналов брака, отличающееся тем, что, с целью повышения выхода годных изделий, в его состав введен мапштофон, с замкнутым магнитным носителем и механизмом для изменения длины магнитного носителя между записывающими и считьтающей .головками, связанными соответственно с; выходами формирователей сигналов брака и входом yqJIЛитeля-фopмирователя сигналов, выход усилителя- формирователя соединен с шиной сброса первого счетчика, счетный вход которого подключен к генератору тактовых импульсов и через. пёрву й линию задержки с первым входом первого элемента ИЛИ, 1зыход которого подключен к управляющей шине первой группы элементов И, входы которых соединены с тумблерным регистром, а выходы - с информационными входами первого счетчика, выход первого счетчика через вторую линию задержки соединен со вторьтм входом первого элемента ИЛИ и с управляющей шиной вто-. рой группы элементов И, входы которых, соедннены с тумблерным регистром, а . выходы - с информационными входами второго счетчика, выходы первого и второго счетчиков подключены ко входам второго элемента ИЛИ, выход которого соединен с управляющим входом узла резки, и ко входам статического триггера, причем выход первого счетчика подключек через третью. линию задержки, выход триггера соединен с управляющим входом узла раскладки и с первым входом элемейта .И, второй вход которого соединен с выходом генератора тактовых импульсов, а выход - со счетным входом второгр счетчика. . Источники информации, принятые во внимание при экспертизе 1. Патент США fc 3522523, кл. 324-34, опублик. 1968. 2. Проспект фирмы Е-Н Resecairctn JiaS., США, Modet 8305 v/iVe memof-v eEement test system
