1
Изобретение относится к обработке металлов резанием, в частности к устройствам для резки металлов путем скалывающего действия, и может быть исиользовано в ручных и стационарных устройствах для образования контура деталей из листового .материала.
Известно устройство для образования контура деталей из листового материала путем последовательной пробивки, содержащее матрицу, установленную в корпусе, и пуансон, установленный на державке, связанной со штоком ползуна 1.
Недостатком этого устройства является то, что пуансон, внедряясь в обрабатываемый материал на всю его толщину, зарубает матрицу в результате действия горизонтальных отжимающих сил, при этом притупляются режущие кромки инструмента и образуются сколы. Особенно этот недостаток проявляется при резке нержавеющих сталей и титановых сплавов.
Целью изобретения является повышение стойкости инструмента иутем внедрения пуансона на неполную толщину обрабатыБаемого материала, а также повышение качества поверхности среза.
Для этого в предлагаемом устройстве для образования контура деталей из листового материала по оси державки установлена
втулка с буртиком, подпружиненная к пуансону и снабженная механизмом перемещения вдоль оси державки со скоростью, превышающей скорость движения дерлсавки.
Механизм перемещения может быть выполнен в виде втулки с окном, размещенной па штоке плунжера, и рычага, укрепленного одним концом на корпусе, а другим - на втулке с буртиком.
Кроме того, для обеспечения последовательной пробивки тонколистового материала в пуансоне выполнено углубление под
6 РТИК ВТ)ЛКП.
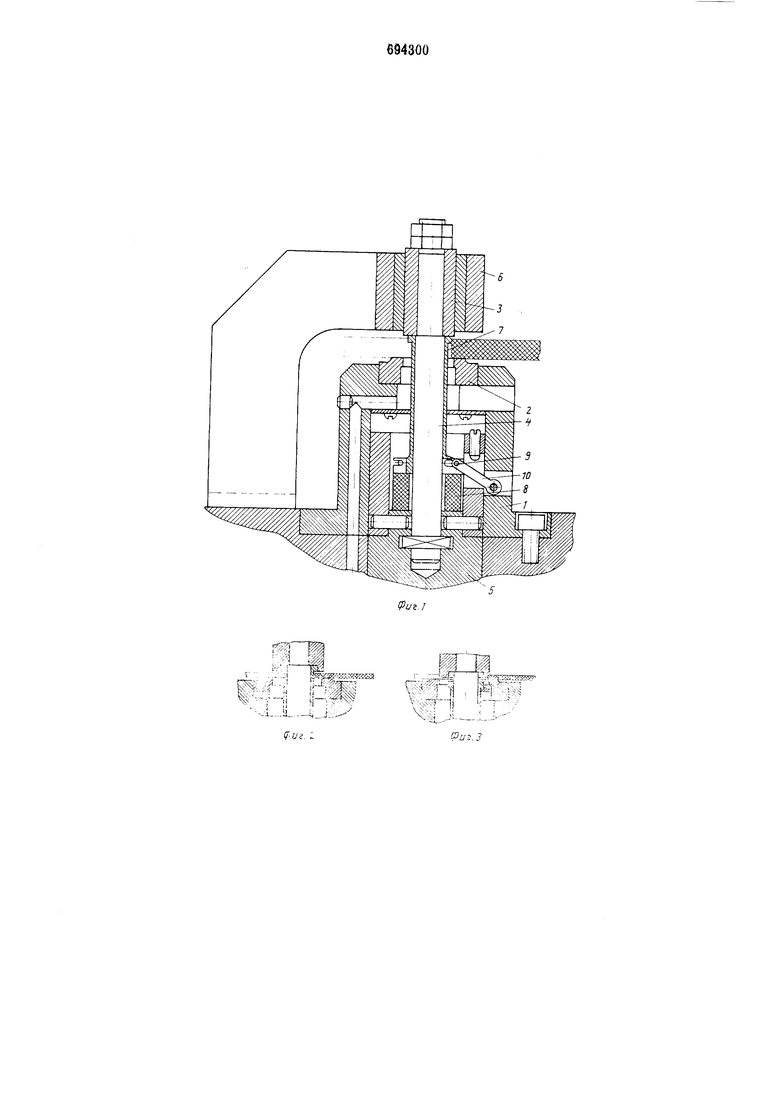
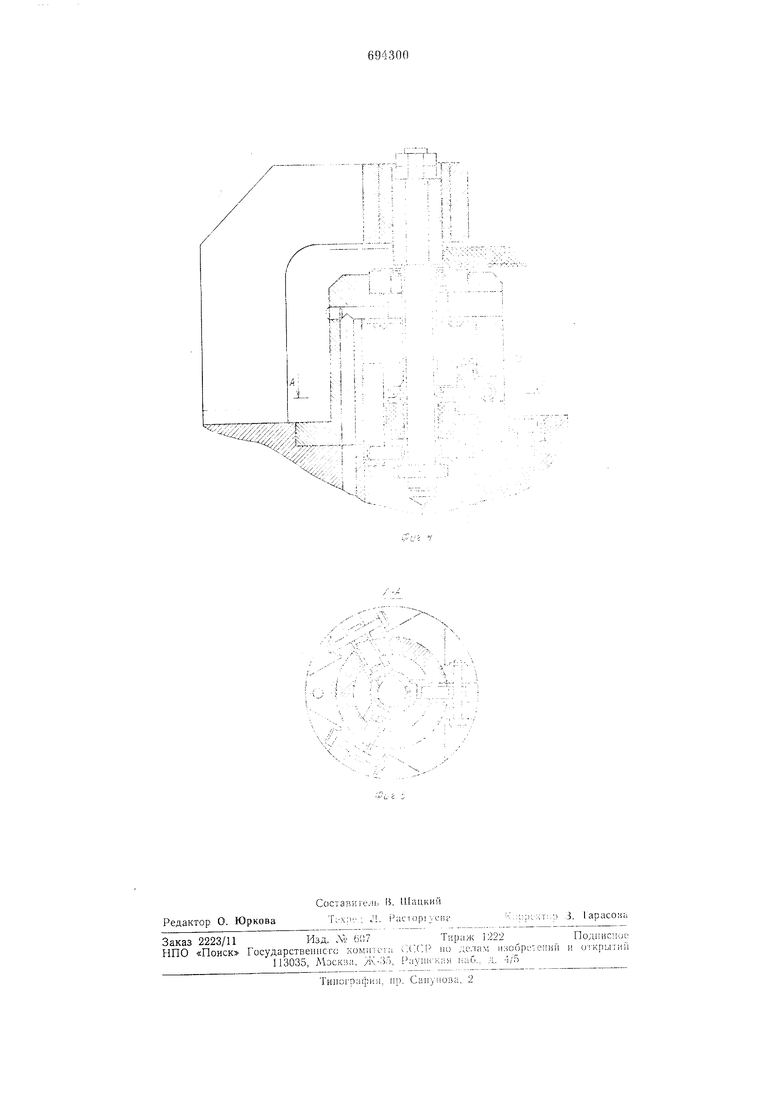
На фиг. 1 изображено предлагаемое устройство при верхнем положении пуансона, продольный разрез; на фиг. 2 и 3 - режущая часть ПАамсона п матрицы в верхнем и нижнем положении п)апсона при пробивке тонколистового материала; на фиг. 4 - устройство при нижнем иоложении пуансона, продольный разрез; на фиг. 5 - сечение Л-А на фиг. 4.
Предлагаемое }стройство показано на при.мере высечных ножниц с нижним приВОДОЛ1 п содержит закреиленную в корпусе 1 матрицу 2 и пуансон 3, установленный на державке 4, связанной с ползуном 5 привода, имеюпапй направление в кронштейне 6. с буртиком 7 для огранпчения перемеп1,ения заготовкн охватывает держаику 4 и упирается одилм -unuovi ь сои 3. Другой конец втулки с бур1лком упирается в иолиуретаповьп a aOpтизaiЧ)p 8 и имеет три радиальных выступа, в которых с иомоииио штифтов 9 устаиовлеиы калаю- л илиеся рычати 10. Штифт 9 имеет ис):;мо/1 ноеть перемеи1еиия ио иазу, выколлслиюм;, в выступе втулки с буртиком, обссиелииая качание рыча1-а 10, друго11 колеи которою с помощью оси закреилен ; . i :: Втулка е окном 11 закреи.тена на 1Л)л;плА5 с иомои ыо пгги(|)ТОВ 12, ее окиа лрелпаз пачены иод pi)i4arn 10. Во втултке с: ; 1члом устаиовлепы Три vnopiiBix iMiirra Ix В елхчае вв1еечкп тоико.тиетчлмго мел.лла о} лтлк втулки входит в хллублеине ()л: 3, а ограиичеи1:е: 1 пе1)ел:еиилл1И за1)оз;л: елужит цилиидрпческая иозерхлос -л в/улки е буртиком. раеколо ке Л1ая 1К)д бурги ком с размерами 0,5-1.0 мм ( з:ли1С :МО- ::i СТЛ1 от толпипп) обраба 1Л)1ваел игл маге иаУстролстлн) работаег следу1оил1м пбраОт меха :ическог() или иl;e:i лn л ; ир1;вода шток гюлзупа 5 е дер ;-:а 5киГ1 I и телвиое движеипе. i началыи) гсолклг: виедреиия иуаисоиа и ьл--блгпчлся стружка, связанная ее. С:1лоилл,м л::и-олалом неремв1чкой, jKiBiioii вели-е 1лу1:) иуаисона до матрнив (0,05 0,15 л Npi. И этч)м иоложсиии л ли1соиа ynojiBbiii aini: 13 касается рычагов 10, которв1с, воздллегву;: на втулку с буртиком 7, иерслтени1: ч ел ло скоростью н 2 - 3 раза бол,пкти чем с:-чллллдв1 жеипя нуаисона (п : ав1:елмоечи о: оношеиия рассгояиии точки ири.юлчелi4-i уси лня уиорным вигггом 13 и местч):;: ;лл ллеПИЯ рвпага 10 Н тиф1Ч}м 0), 1у :)е;учы: :, yT4)i4j происходят отрви5 в:у;л :: с i: 7 ОТ пуансона и сжатис Оиережл1ЮП1ее дв1 жсиие втулки с ;л 7 позволяет иротолки} т1 стружку ду до окопчаиия рабочСЧ) хода Стружка, ио.тучаемая зч,: лр:; конце рабочс1о хода 1:уаиеоиа, Koei иолоетв и лоючом сжатог, ха даляеття li стружкосо(1)лн;л ilr стом ходе пуанслла ввилч a:,i:}ivi4 возврапшет ;иулку е oxprai-aiv: : л ...{ i :..:.,, ди .йс-чри:,,. 1.м;. i-;;ijj lib. .ivi p,(u i)- i. i;;i:i ; дер/1С;. с, мест;: ьр;;:;:;м::;;-1 к ;л), 5 то yiio;Ki ь пуансон 1 случа пеоолоди;.;:;. и pei ул 1д)ова1П1Я р;|бпч ч) ,а луаисс-ла :;альсл;.л)с; л от :илл1Л и,1 иблай; ,1: :л-лл.лч ии/к11:}:;л,ла1 лг/,:i ;е:р;..л110 д;.т .л.; ii.cvu пя; с илллл: .л:л:.1 .тля ii3ioro;iл ;л;;1 ; уале1,и:, л л л :-;;Л: Л)1, а лтл, в -ч/пел;;, ед; i , ; л 1лл;; л:сла (1дов .. (,i:i л;: i--: i :.., ,лл; ли(л: 1лкол i. .лл-л: 1л: лл ; .-,.. ил т1Л:;; бл(л:роИ л i , -л: .лл.ллЛ. ; : i, ко1;чТ1м ллнл л;ил, ус ; аил л, Л1:у ;л ; i-;: рлус( и чуаисои, ;лI-;;H.;.U,:лi.: ;;;. л.ллК:лллл свя,;лл1о:1 со л::()С1;-: лол.л:л л: л : а К) |ц е с с я гем. mi. х .цм,м .; ;:,:,i,:n; .; .: ..i,.:l.l.ч. 1 i; плструлглта :л1лд:лллл1 .:ллллл; .:л 1;елол лю ;лл11ллу . лллл ллlлллл ллo ;,;а :ериала, ;л: ос:: дсрлхаз:-. ; ,л ;л :: 1Лела 1лу:ка с оурлл-:ос, :1ол:уу,/мл г. :1я . i:ya,ico:iy и снао/к. :ллл1 л хал:л::. : ср: :-;сЛ1 ::: и оси лелжл1 : л с.) скч-ллмо. лч л,л1:::: идел ско1 чл , л1Л1л ел1--: лел:лалк::. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для образования контура деталей из листового материала | 1977 |
|
SU634871A1 |
| Устройство для пробивки отверстий | 1981 |
|
SU1031581A1 |
| Штамп для пробивки-вырубки | 1985 |
|
SU1269888A1 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО ФИГУРНОГО РАСКРОЯ листового МАТЕРИАЛА | 1971 |
|
SU315490A1 |
| Магнитофугальный погружной поршневой пресс | 1941 |
|
SU62516A2 |
| Устройство для магнитно-импульсной штамповки листовых материалов | 2016 |
|
RU2660505C2 |
| Штамп для пробивки | 1986 |
|
SU1409380A1 |
| Штамп для пробивки отверстий | 1990 |
|
SU1761348A1 |
| Бетонная плотина и способ ее возведения | 1988 |
|
SU1528843A1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |