Изобретение относится к обработке металлов давлением, в частности к устройствам для комбинированной вытяжки с одновременной пробивкой отверстий и обрезкой фланца изделий.
Цель изобретения - улучшение качества штампуемых изделий,
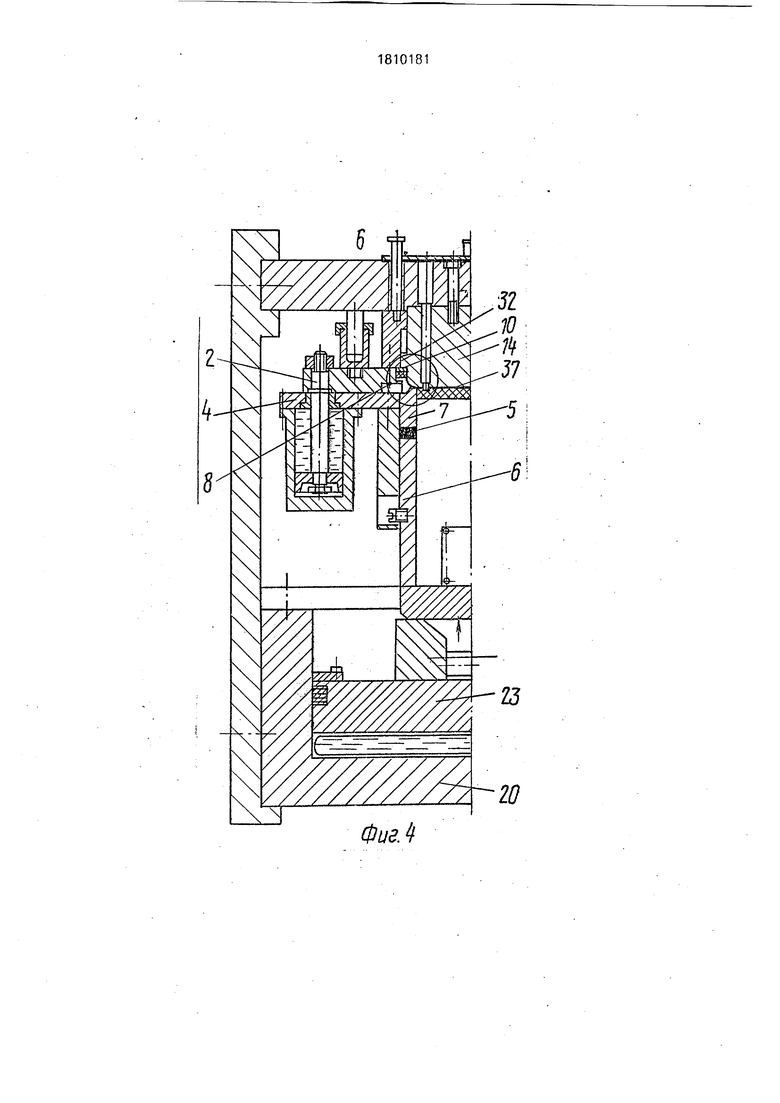
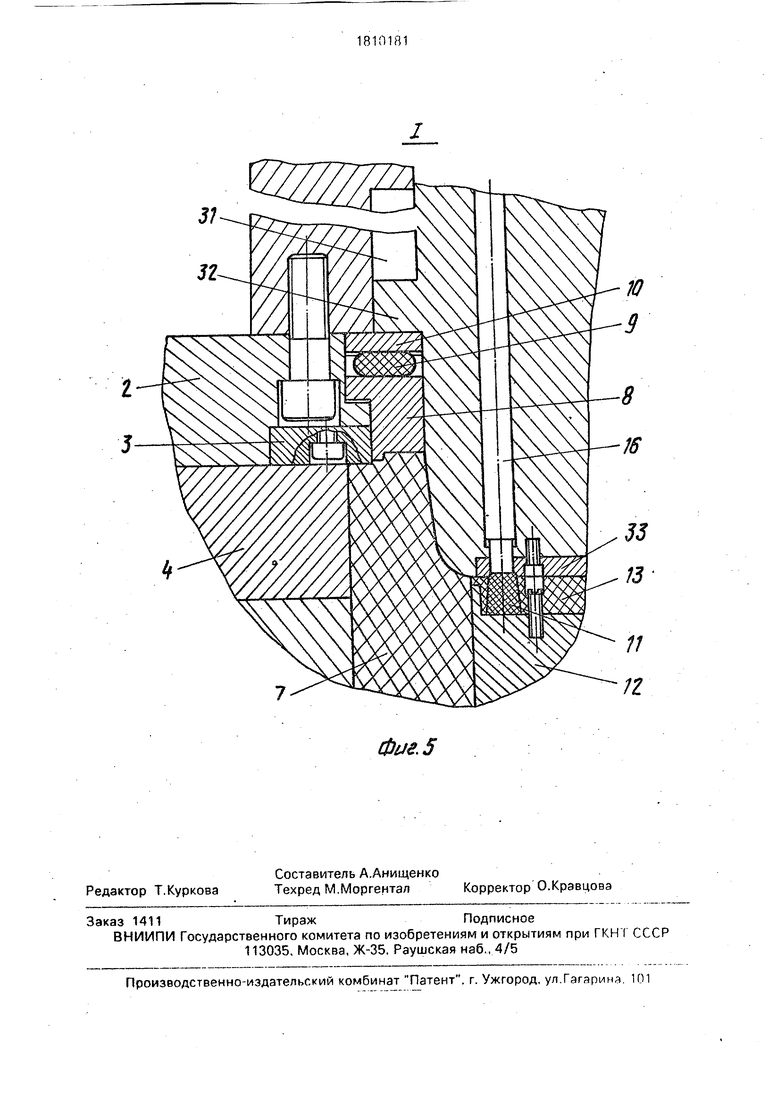
На фиг. 1 представлено устройство в момент укладки в него листовой заготовки; на фиг. 2 - устройство с заготовкой в сомкнутом состоянии; на фиг. 3 - устройство после прижима заготовки; на фиг. 4 и 5 - устройство после вытяжки, вырубки и пробивки.
На фиг. 1-5 обозначены; 1 - боковые стойки, 2 - верхний прижим, 3 - вырубная матрица, 4 - нижний прижим, 5 - эластичная прокладка, 6 - стакан, 7 - эластичная пуансон-матрица, 8 - пуансон для формовки, 9 - эластичный буфер, 10-прокладка, 11 -пробивные пуансоны, 12 - пуансонодержатель, 13 - эластичная вставка, 14 - вытяжной пуансон, 15 - крышка, 16 - выталкиватель, 17
- верхняя плита, 18 - корпус, 19 - нижняя плита, 20 - плунжер, 21 - уплотнения, 22 - горизонтальный шток, 23 - запорный сухарь, 24 - скос, 25 - гидроцилиндр, 26 - шток, 27 - гидроцилиндр, 28 - шток, 29 - обойма, 30 - штыри, 31 - кольцевой паз, 32
- кольцевой бурт, 33 - пробивная матрица, 34 - сквозной паз, 35 - упор, 36 - упругий элемент, 37 - листовая заготовка.
Устройство представляет собой рамную конструкцию, состоящую из двух боковых стоек 1, верхней 17 и нижней 19 плит, к которым крепятся рабочие детали устройства, а также четыре гидропривода.
Верхняя часть устройства содержит вытяжной пуансон 14, закрепленный на верхней плите 17. верхний прижим 2 с крепящейся к нему вырубной матрицей 3, обойму 29, охватывающую боковую поверхность вытяжного пуансона 14 и жестко соединенную с верхним прижимом 2, гидроцилиндр 27, закрепленный на прижи-. ме 2 со штоком 28, расположенным с возможностью взаимодействия с нижней плоскостью верхней плиты 17, крышку 15, размещенную поверх плиты 17 и связанную с обоймой 29 посредством штырей 30, расположенных с зазором в отверстиях плиты 17, пробивную матрицу 33. установленную на вытяжном пуансоне 14, выталкиватели 16, размещенные в сквозных отверстиях в вытяжном пуансоне 14, пробивной матрице 33 и верхней плите 17 с возможностью взаимодействия с нижней плоскостью крышки 15, пуансон для формовки 8 и установленный поверх него эластичный буфер 9, расположенные между вырубной матрицей 3, верхним прижимом 2 и вытяжным пуансоном 14, образующими кольцевую полость, с возможностью перемещения в упомянутой полости относительно матрицы 3 вдоль оси устройства. Для увеличения срока службы
эластичного буфера 9 в кольцевой полости поверх него установлена прокладка 10. Вытяжной пуансон 14 имеет кольцевой бурт 32 на наружной боковой поверхности, входящей в полость обоймы 29.
Нижняя часть устройства содержит нижний прижим 4 с осевой полостью, стакан 6, расположенный в полости прижима 4, закрепленную на верхнем торцестаканабэла- стичную прокладку 5, пуансон-матрицу 7
для вырубки и вытяжки, выполненную из эластичного материала и установленную на эластичную прокладку 5, гидроцилиндр 25, прикрепленный снизу к нижнему прижиму 4, со штоком 26, связанным с верхним прижимом 2, корпус 18, жестко присоединенный снизу к нижней плите 19, плунжер 20, расположенный в полости корпуса 18 и имеющий уплотнения 21, предотвращающие течи при подаче давления под плунжер 20,
запорный сухарь 23, соединенный с горизонтальным штоком 22, размещенный в корпусе 18 на поверхности плунжера 20 и имеющий в верхней части скос 24, обращенный в сторону штока 22.
Нижний прижим 4 имеет сквозной паз 34, на уровне которого в боковой поверхности стакана 6 выполнен упор 35, ограничивающий перемещение стакана 6 относительно нижнего прижима 4 величиной, равной разности габаритных размеров паза 34 и упора 35, измеряемых вдоль оси устройства по вертикали. Донная часть стакана 6 размещена в корпусе 18 в фиксированном положении, определяемом упором
35, нижним прижимом 4 и нижней плитой 19, и имеет возможность взаимодействия с верхней поверхностью запорного сухаря 23.
Для обеспечения качественной пробив- ки отверстий в штампуемой детали устройство дополнительно снабжено упругим элементом 36, расположненным в полости стакана 6, и вставкой 13 из эластичного материала, закрепленной на пуансонодержа- теле 12, пузнсонодержатель 12 установлен в стакане 6 на упругом элементе 36, пробивные пуансоны 11 выполнены из эластичного материала с модулем упругости, превышающим модуль упругости эластичной вставки 13, и размещены в отверстиях во вставке 13. Исходное положение устройства представлено на фиг. 1. Запорный сухарь 23 выведен из-под стакана 6, плунжер 20 находится в крайнем нижнем положении, прижимы 2 и 4 находятся в крайнем нижнем
положении, жидкость в гидроцилиндрах 25 и 27 давит снизу на штоки 26 и 28.
Устройство работает следующим образом.
На эластичную вставку 13 укладывают листовую заготовку 37 и затем подают давление жидкости в верхнюю часть гидроцилиндра 25, которое воздействует на поршень штока 26 и нижний прижим 4. Нижний прижим 4 перемещается вверх и, воздействуя на упор 35 через прижим 3, поднимает за собой детали устройства 5-7, 11-13, 36 и заготовку 37 до смыкания верхней и нижней частей устройства.
Силовым воздействием от насоса или аккумулятора перемещают шток 22 и сухарь
23 вправо. Сухарь 23 своим верхним скосом
24 взаимодействует с дном стакана 6. В результате этого стакан 6 перемещается вверх относительно нижнего прижима 4 и обеспечивает дополнительный подпор заготовки 37 пуансон-матрицей 6 и пробивочными пуансонами 11 со вставкой 13. При этом усилие, передаваемое на заготовку 37, частично компенсируется упругой деформацией элемента 36 в полости между.ртаканом 6 и пуансонодержателем 12. Кроме того, сухарь 23 играет роль клина для распора верхней плиты 17 и плунжера 20.
Подают давление жидкости под плунжер 20, Плунжер 20, перемещаясь вверх, воздействует на заготовку 37 через сухарь 23, стакан 6, эластичную прокладку 5, пуансон-матрицу 7 и узел пробивки. Одновременно идет слив жидкости из полости гидроцилиндра 27. В результате пуансон- матрица 7 производит вытяжку стенки детали коробчатого типа. По мере увеличения высоты стенки детали синхронно поднимаются прижимы 2 и 4, поскольку пуансон- матрица 7 давит также на вырубную матрицу 3 и верхний прижим 2, а общее усилие, развиваемое плунжером 20, достаточно для формоизменения заготовки 37 и преодоления сопротивления, оказываемого при сливе жидкости штоком 28, упирающимся в верхнюю плиту 17. В момент контакта прокладки 10 с буртом 32 заканчиваются вытяжка стенок изделия (движение прижимов 2 и 4 вверх прекращается). При этом фланец изделия остается плоским.
При дальнейшем ходе плунжера 20 пуансон-матрица 7 осуществляет обратную вытяжку заготовки 37, оформляя буртик на изделии. Затем вследствие упругой деформации эластичного буфера 9, значительно превышающей упругую деформацию прокладки 5, происходит перемещение вверх пуансона для формовки 8 относительно вырубной матрицы 3, т.е. пырубка изделия по контуру с подпором со стороны пуансона 8 и буфера 9, а также калибровка фланцевого буртика. Одновременно стаканом 6 полно- 5 стью выбирается зазор между его дном и торцом пуансонодержателя 12. Дальнейший ход плунжера 20 в корпусе 18 сопровождается упругой деформацией прокладки 5, перемещением вверх пуансонодержателя
0 12 на величину, определяемую упругой деформацией эластичной вставки 13, меньше деформации прокладки 5. Поскольку модуль упругости материала пробивных пуансонов 11 меньше, чему материала вставки 13, про5 исходит пробивка отверстий в детали с подпором облоя со стороны выталкивателя 16. Для извлечения изделия из устройства и удаления облоя сбрасывают давление жидкости из корпуса 18, возвращая плун0 жер 20 в крайнее нижнее положение, перемещают запорный сухарь 23 в крайнее левое положение, Стакан 6 под действием сжатых прокладки 5 и элемента 36 опускается вниз. Одновременно подают давление
5 жидкости под поршень гидроцилиндра 25 и в гидроцилиндр 27, При этом шток 26 перемещается в гидроцилиндре 25 вверх, опуская тем самым вниз нижний прижим 4 с остатками металла после пробивки. Шток
0 28, упираясь в плиту 17, опускает верхний прижим 2, при этом пуансон 8 снимает изделие с вытяжного пуансона 14. В крайнем нижнем положении верхнего прижима 4 штыри 30 своими головками подпирают
5 крышку 15. Крышка 15 воздействует на закрепленный на ней выталкиватель 16, который удаляет из сквозного отверстия в вытяжном пуансоне 14облой после пробивки отверстий.
0
Устройство обеспечивает высокое качество поверхности изделия, т.к. операции деформирования заготовки осуществляются с торцовым подпором. Обратная вытяжка
5 пуансон-матрицей 7 и пуансоном 8 с подпором эластичным буфером 9 и прокладкой 5 позволяют снизить радиусы сопряжения фланцевого буртика со стенками изделия. В устройстве была изготовлена партия
0 противней из стали 10Х13П8Д. Размеры противней - 530x325x65 мм, исходных заготовок - 680x470x0,8 мм, Противни характеризовались .отсутствием рисок на поверхности, заусенцев в зонах вырубки и
5 пробивки, перпендикулярностью поверхностей среза к плоскости заготовки. При этом на треть был уменьшен брак при пробивке и увеличена производительность на 18% за счет совмещения операций в одном устройстве.
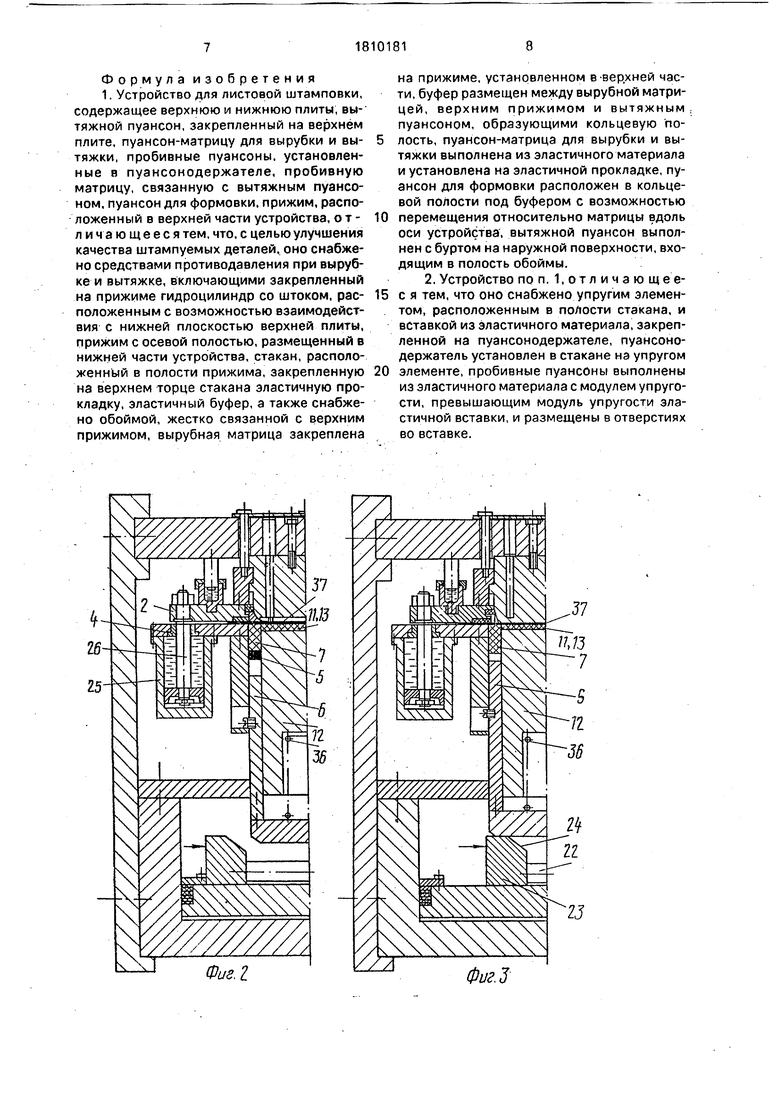
Формула изобретения 1. Устройство для листовой штамповки, содержащее верхнюю и нижнюю плиты, вытяжной пуансон, закрепленный на верхнем плите, пуансон-матрицу для вырубки и вытяжки, пробивные пуансоны, установленные в пуансонодержателе, пробивную матрицу, связанную с вытяжным пуансоном, пуансон для формовки, прижим, расположенный в верхней части устройства, отличающееся тем, что, с целью улучшения качества штампуемых деталей, оно снабжено средствами противодавления при вырубке и вытяжке, включающими закрепленный на прижиме гидроцилиндр со штоком, расположенным с возможностью взаимодействия с нижней плоскостью верхней плиты, прижим с осевой полостью, размещенный в нижней части устройства, стакан, расположенный в полости прижима, закрепленную на верхнем торце стакана эластичную прокладку, эластичный буфер, а также снабжено обоймой, жестко связанной с верхним прижимом, вырубная матрица закреплена
на прижиме, установленном в-верхней части, буфер размещен между вырубной матрицей, верхним прижимом и вытяжным пуансоном, образующими кольцевую полость, пуансон-матрица для вырубки и вытяжки выполнена из эластичного материала и установлена на эластичной прокладке, пуансон для формовки расположен в кольцевой полости под буфером с возможностью
перемещения относительно матрицы вдоль оси устройства, вытяжной пуансон выполнен с буртом на наружной поверхности, входящим в полость обоймы.
2. Устройство по п. 1, о т л и ч а ю щ еес я тем, что оно снабжено упругим элементом, расположенным в полости стакана, и вставкой из эластичного материала, закрепленной на пуансонодержателе, пуансоно- держатель установлен в стакане на упругом
элементе, пробивные пуансоны выполнены из эластичного материала с модулем упругости, превышающим модуль упругости эластичной вставки, и размещены в отверстиях во вставке.
Фаг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп совмещенного действия | 1980 |
|
SU927379A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Штамп комбинированный | 1985 |
|
SU1292877A1 |
| Штамп совмещенного действия | 1986 |
|
SU1342564A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
Использование: при обработке давлением листового материала. Сущность изобретения; в устройстве с вытяжным пуансоном 14, пуансон-матрицей 7, пробивными пуансонами, пробивной матрицей, пуансоном для пробивки и верхним прижимом 2 имеются средства противодавления при вырубке и вытяжке. Средства противодавления 7 включают гидроцилиндр 27 со штоком 28, прижим 4, расположенный в полости прижима 4 стакан 6, эластичную прокладку 5, эластичный буфер. Вырубная матрица 3 закреплена на прижиме 2. Буфер размещен между вырубной матрицей 3, прижимом 2 и вытяжным пуансоном 14, Пуансон-матрица 7 выполнена из эластичного материала и установлена на эластичной прокладке 5. В начале рабочего цикла прижим 4 поджимается. Смыкаются верхняя и нижняя части устройства. Стакан поднимается относительно прижима 4 и обеспечивает дополнительный подпор. Производится слив жидкости из полости гидроцилиндра 27, Пуансон-матрица 7 и пуансон 14 формуют заготовку. Синхронно поднимаются прижимы 2 и 4. Производится окончательная вытяжка, вырубка и пробивка отверстий с подпором, 1 з.п. ф-лы. 5 ил. 30 15 16 ел с
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
