1
Изобретение относится к обработке металлов резанием, в частности к устройствам для резки металлов путем скалывающего действия, и может быть использовано в ручных и стационарных устройствах для образования контура деталей из листового материала.
Известен ииструмеит для образования контура деталей из листового материала иутем последовательной иробивки, содержащий матрицу с подковообразной )с кущей кромкой, державку с выступом, помещенным в окно матрицы, и пуансон, размещенный на державке 1.
Недостатком этого инструмента является то, что пуансон, внедряясь в обрабатываемый материал иа всю его толщину, зарубает матрицу в результате действия горизонтальных отжимающих сил, при этом притупляются режущие кромки инструмента и образуются сколы. Особенно этот недостаток проявляется при резке нержавеющих сталей и титановых сплавов.
Целью изобретения является повышение стойкости инструмента путем внедрения иуансона на ненолную толщину обрабатываемого материала и иовыще1П1е качества поверхности среза.
Это достигается тем, что иа державке со стороиы, обращенной к режущей кромке
матрицы, выиолиена продольная виаднна, а на выступе выполнена режущая кромка с подковообразным профилем, при этом режущая кромка матрицы снабжена двумя лополнитсльными участками, параллельными ее оси симметрии. 1аспололсе1П ыми по касате,1Ы1Ь Г.: к кодковообразиоГ части кромки и имеющими величину, ио меньшей мере, равную yдвoeнцo y расстоянию между ве) выступа и дпом впадины державки.
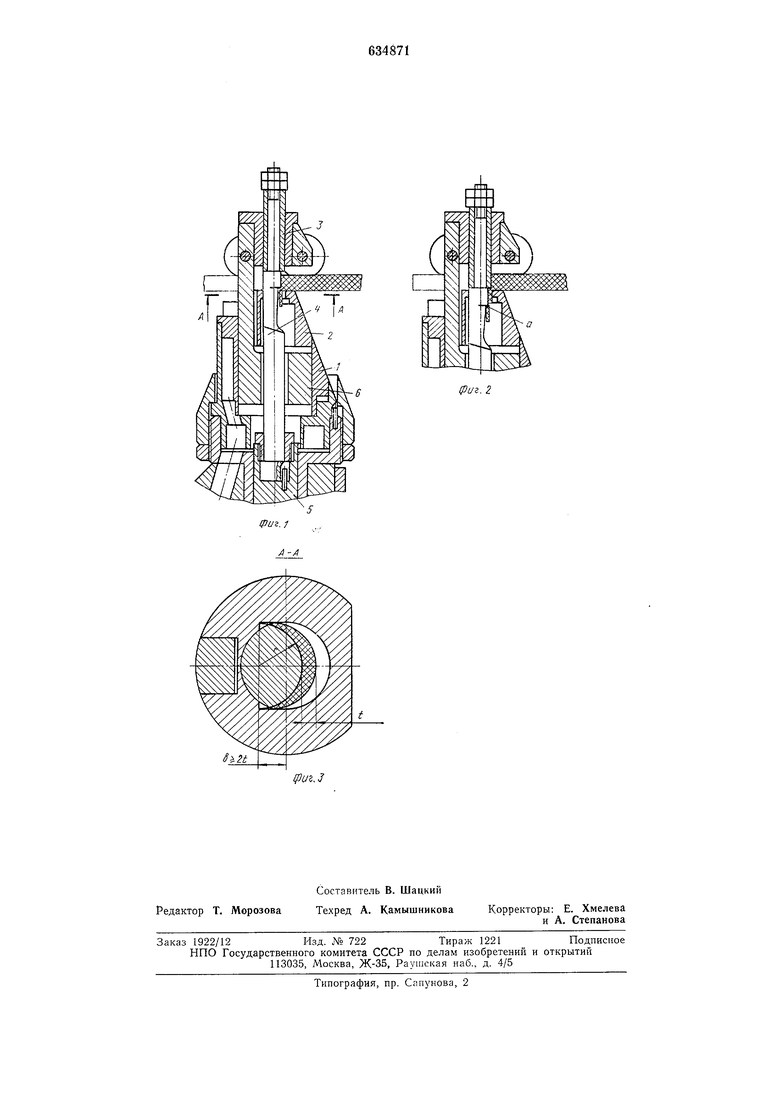
На фиг. 1 схематпческн изображен инструмент при верхнем положенпи пуапсона, продольный разрез; на фиг. 2 - го же, ири нижнем положенпи иуансона; на фнг. 3 - сеченне А-А на фнг. 1.
Инструмент содержит закрепленную в корпусе 1 матрицу 2 с подковообразной режущей кромкой и иуансон 3, размещенный па державке 4 и связанный с щтоком 5 привода. Кронштейн 6 смонтирован с возможностью вертикального иеремси;ония для настройки на толщину заготовки. Державка 4 имеет выстун для унора иуансона. Выступ помещен в окно матрицы. Ниже пуансона на державке со стороны, обращенной к режуще кромке матрицы, выполнена нродольная внаднна, а па выступе выполнена режущая кромка а с подковообразным профилем. Режущая кромка матрицы снабжена двумя дополнительными учаеткамн в, нараллельными ее оси симметрии, расположенными по касательным к подковообразной части кромки и имеюш,нм величину, по меньше мере равную удвоенному расстоянию между вершиной выстуна и дном впадины державки. Глубина продольной впадины на дерлсавке равна или больше величины шага / подачи и ее дно повторяет подковообразный профиль радиуса г вырубаемой части металла. Расстояние от нуансона до кромки а равно 0,8-0,9 толщины обрабатываемого материала нлюс 1,5-2 мм для обеспечения подачн заготовки при верхнем положении пуансона. Длина дополнительных участков в режуп;ей кромки матрицы составляет jaiOKc не менее двух пагов t подачи д.чя одновременного размен,ения в матрице двух стружек. Инструмент работает следующнм образом. От механического или пневматического привода шток 5 с державкой 4 и пуансоном 3 совершает возвратно-постунательное движение. В начальный момент внедрения нуансопа в металл образуется стружка, связанная со сплошным материалом перемычкой, равной величине недохода пуансона до матрицы (0,1-0,15 мм). Ограничением подачи заготовки в этом случае является выступ на державке. Во время холостого хода нуансона происходит подача заготовки на величину шага /. При этом нолученная ранее стружка располагается нод режущей кромкой а выстуна. При носледующем рабочем ходе нуансона нрежде всего пронсходнт срубанне ранее полученной стружки режущей кромкой а выстуна держаЕвкн, а затем внедренне нуансона в металл с образованием новой стружки, аналогичной первой, с недоходом нуансона до матрицы на указанную величину. Срезанная стружка поступает в полость матрицы, разворачивается нотоком сжатого воздуха на 90° и удаляется в стружкосборник через спецпальное окно в корпусе 1 (на чертеже не показано). Предлагаемый инструмент дает возможность применить твердый снлав для изготовления нуансона и матрицы, а это ведет к увеличению числа ходов нуансона за счет повышенной тенлостойкостн твердого сплава по сравнению с быстрорежущими сталями, что в конечном итоге приводит к повышению производительности на 20-30%. Формула изобретенпя Инструмент для образования контура деталей из листового материала нутем носледовательной пробивкн, содержащнй матрицу с подковообразной режущей кромкой, державку с выступом, помещенным в окно матрицы, и пуансон, размещенный на дерл ;авке, отличающийся тем, что, с целью повышения стойкости инструмента нутем внедрения пуансона на неполную толщину обрабатываемого материала и новыщения качества новерхности среза, на державке со стороны, обращенной к режущей кромке матрицы, вынолнена продольная впадина, а на выстуне выполнена режущая кромка с подковообразным нрофилем, ирн этом режущая кромка матрицы снабжена двумя дополнгггельными участками, параллельнымп ее оси симметрии, расположенными по касательным к нодковообразной части кромкн и имеющими величину, по меньшей мере, равную удвоенному расстоянию между вершнной выстуна и дном впадины державки. Источники ннформацин, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N° 271247, кл. В 23 D 29/00, 06.03.69.
Ipuz. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для образования контура деталей из листового материала | 1977 |
|
SU694300A1 |
| Усторйство для шаговой вырезки | 1975 |
|
SU605700A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕКЛОРЕЗНЫХ НОЖЕЙ | 1996 |
|
RU2096120C1 |
| Штамп для реверсивной пробивки-вырубки деталей | 1985 |
|
SU1286321A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ С ЧЕРЕДУЮЩИМИСЯ ВЫСТУПАМИ И ВПАДИНАМИ (ВАРИАНТЫ) И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2044606C1 |
| ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1973 |
|
SU395333A1 |
| Способ вырубки деталей из листового материала | 1989 |
|
SU1706755A1 |
| ШТАМП ДЛЯ ВЫРУБКИ | 2005 |
|
RU2297296C1 |
| ШТАМП ДЛЯ ЧИСТОВОЙ ВЫРУБКИ | 1970 |
|
SU281395A1 |
| Штамп для изготовления гофрированной ленты | 1978 |
|
SU751469A2 |