Предлагаемое устройство для автоматического управления высокочастотной закалочной установкой дает возможность даже при применении индукционных закалочных станков ручного типа загружать питающий их высокочастотный генератор таким образом, чтобы он работал практически все время на нагрузку (без холостого хода).
В работе участвуют сразу несколько станков, которые поочередно приключаются к генератору, в периоды охлаждения деталей и загрузки - разгрузки других станков, при помощи коммутатора очередности включения, вращаемого электродвигателем и управляющего системой реле.
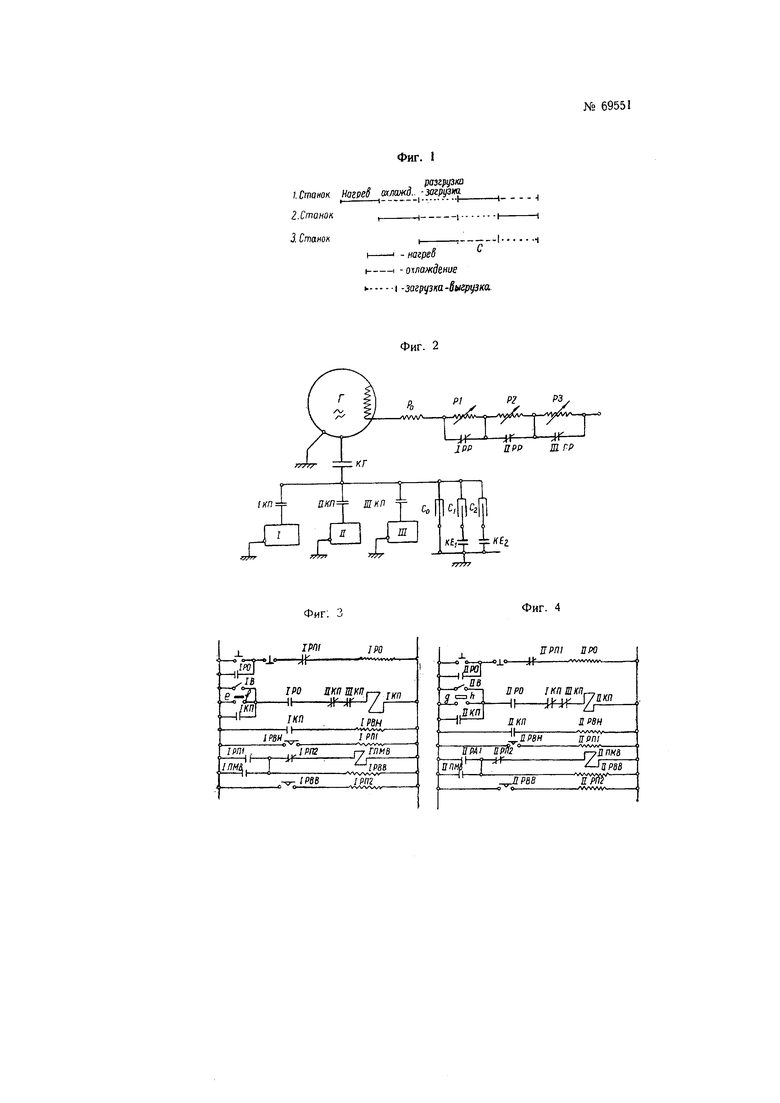
График по времени установки, состоящей из трех закалочных станков, для случая, когда время нагрева равно времени охлаждения и время разгрузки готовой детали и загрузки, новой в станок равно или меньше времени охлаждения детали, представлен на фиг. 1.
График показывает, что так как временем срабатывания контакторов можно пренебречь по сравнению с временем нагрева, предлагаемое устройство позволяет осуществить принципиально 100%-ное использование машинного времени генератора даже без станков-автоматов, у которых переход от закалки одной детали к закалке другой происходит автоматически и за малый промежуток времени.
Компоновка электрической схемы устройства, составляющая сущность изобретения, дает возможность: 1) благодаря наличию реле ожидания свести к минимуму (до десятых долей секунды) время, затрачиваемое на переход от нагрева одной детали на одном станке на нагрев другой детали на другом станке, 2) включать станки, приготовленные для начала цикла обработки, в определенной последовательности, соответствующей последовательности подготовки станков к работе, и 3) осуществлять настройку схемы так, чтобы средняя квадратичная нагрузка генератора за цикл работы закалочного станка была равна номинальной мощности генератора даже в том случае, если во время нагрева детали генератор нагружен выше номинала (последнее иногда требуется по технологическим соображениям).
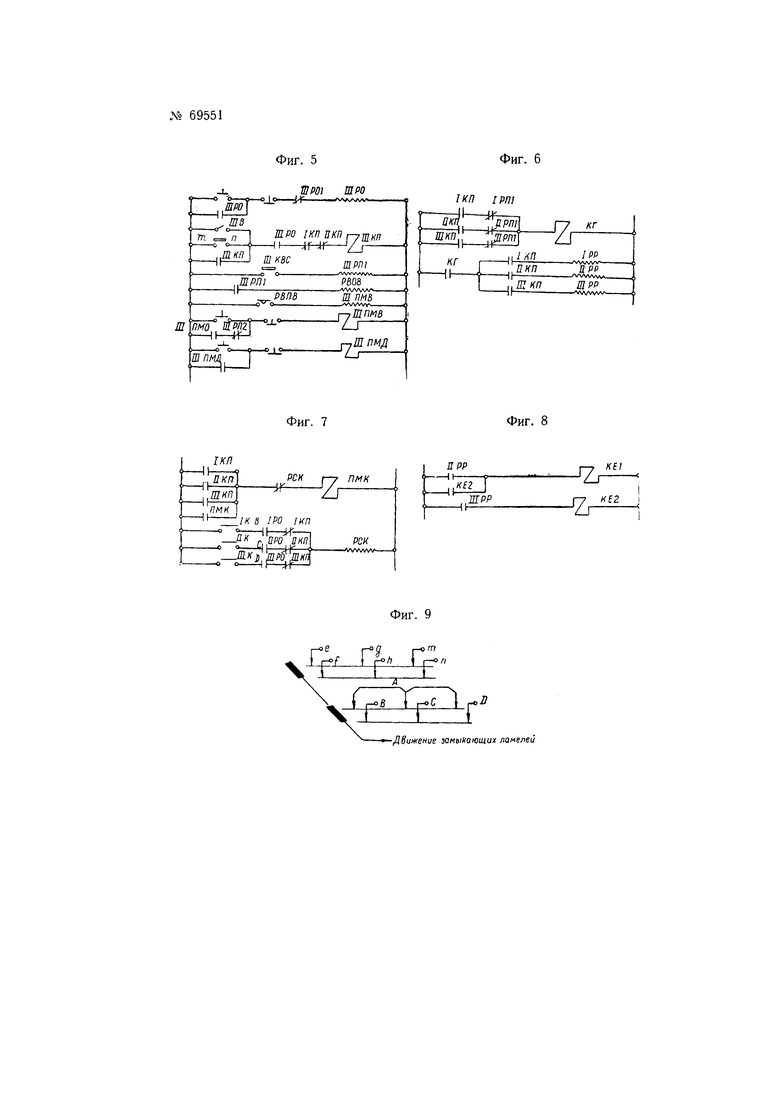
Сущность изобретения поясняется дальнейшим описанием и фиг. 2-9. Фиг. 2 изображает скелетную схему высокочастотной установки, фиг. 3-5 - схемы управления соответствующими закалочными станками I, II, III, фиг. 6 - схему управления главным контактором КГ и реле режимов станков, фиг. 7 - схему управления коммутатором очередности включения станков, фиг. 8 - схему управления подстройкой емкости генератора, фиг. 9 - схему коммутатора очередности включения станков.
Как видно из фиг. 2, генератор Г питает через главный контактор КГ распределительные шины и предварительные контакторы IКП, IIКП, IIIКП закалочные станки I, II, III. В данном случае для примера приведена схема на три станка, количество же их может быть значительно более (до 10-12) и принципиально схемой не ограничивается.
Мгновенные переключения мощности с одного станка на другой осуществляются посредством контактора КГ и ряда контакторов (их столько, сколько станков) КП. Главный контактор КГ включает и выключает ток, а контакторы КП подготавливают включение одного заданного станка из всех имеющихся, т.е. они включают и выключают цепь при включенном контакторе КГ.
Устройство работает следующим образом. Если, например, нагрев детали начинается на станке I, то включаются контакторы IКП и КГ; если до окончания нагрева детали на станке I будет произведена подготовка к закалке детали на станке II, то рабочий, закончивший операцию подготовки, нажимает кнопку «пуск», и станок II становится «ждущим». Это значит, что как только окончится нагрев на станке I, он немедленно начнется на «ждущем» станке II. Если к моменту окончания нагрева на станке II станок III будет готов к началу нагрева под закалку и на нем будет нажата кнопка «пуск», т.- е. он станет «ждущим», то немедленно после окончания нагрева на станке II начнется нагрев на станке III и т.д.
Отдельные узлы схемы работают следующим образом.
Как видно из фиг. 3-5, на которых изображены схемы управления первым, вторым и третьим станками, в схеме управления каждым станком имеется свое реле ожидания РО (IPO, IIРО, IIIPO), снабженное демпфером.
Когда соответствующий станок готов к работе, нажимают кнопку пуска, реле РО срабатывает, самоблокируется и своими контактами подготавливает включение соответствующего контактора КП. Контакторы КП всех станков сблокированы между собой так, что возможно одновременное включение только одного из них.
Поэтому если контактор КП одного из станков включен, то включение контактора КП другого станка, у которого нажата кнопка пуска, произойдет тотчас же после отпадания контактора КП первого станка при замкнутых контактах коммутатора очередности включения IК, IIК или IIIК (о его работе см. ниже).
Включение контактором КП любого станка влечет за собой включение главного контактора КГ. По окончании нагрева на данном станке, которое определяется срабатыванием реле времени нагрева РВH, срабатывает промежуточное реле выключения РП1. Оно выключает главный контактор КГ и цепь реле ожидания РО, снабженного демпфером и отпадающего не сразу, а по истечении установленной выдержки времени t0.
Поэтому время установки t0 этого реле будет являться временем «отдыха» для генератора, если он нагружен по току во время нагрева детали больше номинала.
Необходимое время «отдыха» для генератора определится по формуле:
t0=(K2-1)·t1,
где K - коэфициент перегрузки генератора по току 
I - ток нагрузки во время нагрева,
Iном - номинальный ток генератора,
t1 - время нагрева на данном станке.
После выключения цепи нагрева, осуществляемого посредством выключения главного контактора КГ контактами реле IРП1, включается подача закалочной воды. Это производится нормально открытыми контактами того же реле РП1, которые  пускатель ПМВ, открывающий водяной золотник, и реле времени воды РВВ. По истечении соответствующей выдержки времени
пускатель ПМВ, открывающий водяной золотник, и реле времени воды РВВ. По истечении соответствующей выдержки времени  реле РП2, которое прекращает подачу воды и тем приводит схему в исходное положение.
реле РП2, которое прекращает подачу воды и тем приводит схему в исходное положение.
Режимы настройки генератора для каждого закалочного станка могут быть различными. Поэтому при включении в работу данного станка должна осуществляться настройка генератора на необходимый режим.
Подстройке подлежат емкость конденсаторной батареи путем включения соответствующего реле режима Р, включающего своими контактами через контактор КЕ (фиг. 8)  добавочную емкость С, и
добавочную емкость С, и  возбуждения генератора путем ведения в цепь возбуждения генератора соответствующего реостата Р1, P2 или Р3 (фиг. 2).
возбуждения генератора путем ведения в цепь возбуждения генератора соответствующего реостата Р1, P2 или Р3 (фиг. 2).
Для осуществления определенной закономерности в очередности включения «ждущих» закалочных станков имеется узел, состоящий из коммутатора барабанного типа, приводимого во вращение асинхронным двигателем через пускатель ПМК (пускатель магнитный коммутатора).
Стоп-реле РСК коммутатора (фиг. 7) при своем включении выключает катушку магнитного пускателя ПМК тем останавливает коммутатор.
Коммутатор (фиг. 9) имеет два ряда щеток которые замыкаются вращающимися замыкающими контактами. Один ряд имеет щетки e-ƒ, g-h,  -n, второй ряд - щетки А-В, A-С, А-D. Щетки первого ряда ведены в цепи включения предварительных контакторов соответствующих станков (eƒ-I, gh-II, mn-III). Щетки второго ряда включены в цепь стоп-реле коммутатора. Схема работает следующим образом.
-n, второй ряд - щетки А-В, A-С, А-D. Щетки первого ряда ведены в цепи включения предварительных контакторов соответствующих станков (eƒ-I, gh-II, mn-III). Щетки второго ряда включены в цепь стоп-реле коммутатора. Схема работает следующим образом.
Если все станки находятся в нерабочем состоянии (ни на одном из них нет нагрева), диск коммутатора вращается с небольшой скоростью (5-15 об/мин), поочередно перекрывая своими замыкающими контактами щетки коммутатора.
Если затем подготовить станок к работе, т.е. заложить деталь и нажать кнопку «пуск», то реле ожидания РО срабатывает и самоблокируется. Своими контактами это реле подготовляет замыкание цепи катушки предварительного контактора IКП.
Через некоторое время замыкающие контакты коммутатора, вращаясь, замыкают щетки e-ƒ и А-В, что влечет за собой срабатывание предварительного контактора IКП и начало цикла обработки детали на станке I.
Стоп-реле РСК коммутатора, хотя и получает в первый момент питание через цепь IК, IРО, IКП, но нормально замкнутые контакты контактора IКП сейчас же размыкаются, обесточивая катушку реле РСК, и диск коммутатора будет продолжать вращаться, так как через нормально-замкнутые блок-контакты контактора IКП будет подаваться питание на катушку пускателя коммутатора ПМК.
Далее возможны два случая.
Если к моменту окончания нагрева на станке I ни один из станков не успел стать «ждущим», то диск коммутатора продолжает вращаться до тех пор, пока какой-то из станков не будет подготовлен к закалке. Тогда снова повторится только что описанный цикл работы коммутатора, т.е. он включит в работу и этот станок, не останавливаясь на его контакте.
Второй возможный случай заключается в том, что вслед за началом нагрева на станке I (во всяком случае раньше окончания нагрева на нем) становится «ждущим» другой станок, например станок II. Диск коммутатора после пуска в работу станка I продолжает вращаться и, дойдя до щеток станка II, замкнет его щетки g-h и А-С и остановится.
Таким образом будет полностью подготовлена к включению цепь катушки контактора ПКП станка II, который и включится немедленно после отключения контактора IКП станка I. Этим начнется цикл обработки детали на станке II. После этого диск коммутатора двинется дальше и, если к этому времени станок III станет «ждущим», то диск снова остановится на щетках станка III и будет стоять до окончания нагрева на станке II и начала работы на станке III, после чего двинется дальше, и т.д.
Из рассмотрения схемы следует, что по вышеописанной схеме можно включать не только станки ручного действия (реле РО включается от ручной кнопки), но и станки-автоматы. В этом случае функцию включения реле ожидания РО должен выполнять какой-то автоматический аппарат.
Схема, изображенная на фиг. 2, выполнена с применением машинного генератора высокой частоты; с неменьшим успехом эта схема может быть выполнена с применением лампового генератора.
1. Устройство для автоматического управления высокочастотной закалочной установкой, состоящей из высокочастотного генератора и нескольких закалочных станков, обеспечивающее поочередное приключение каждого из станков к генератору в периоды охлаждения деталей и загрузки-разгрузки других станков при помощи коммутатора очередности включения, вращаемого электродвигателем и управляющего системой реле, отличающееся тем, что эта система реле, служащая для управления контакторами КП, осуществляющими подготовку соответствующего станка, главным контактором КГ, осуществляющим включение и выключение станков, и контактором  электродвигателя коммутатора, содержит в узлах управления станками, во-первых, самоблокирующиеся реле ожидания РО,
электродвигателя коммутатора, содержит в узлах управления станками, во-первых, самоблокирующиеся реле ожидания РО,  пусковыми кнопками и осуществляющие совместно с контактами коммутатора подготовку
пусковыми кнопками и осуществляющие совместно с контактами коммутатора подготовку  контактора КП к включению блок контактами контактора КП ранее работавшего станка, и, во-вторых,
контактора КП к включению блок контактами контактора КП ранее работавшего станка, и, во-вторых,  времени нагрева РВН,
времени нагрева РВН,  блок-контактами
блок-контактами  контактора КП и управляющие
контактора КП и управляющие  выключения нагрева РП, осуществляющие выключение контактора
выключения нагрева РП, осуществляющие выключение контактора  и реле РО и через него - отключение станка, а в узле
и реле РО и через него - отключение станка, а в узле  контактором ПМК - стоп-реле
контактором ПМК - стоп-реле  которое подготовляется к
которое подготовляется к  контактами реле РО, включается контактами коммутатора, а
контактами реле РО, включается контактами коммутатора, а  блок-контактами контакторов КП, служит для включения контактор ПМК, включаемого также блок-контактами контакторов ПК.
блок-контактами контакторов КП, служит для включения контактор ПМК, включаемого также блок-контактами контакторов ПК.
2. Форма выполнения устройств по п. 1, отличающаяся тем, что в узлах управления станками предусмотрены магнитные  ПМВ электроприводов кранов, подающих закалочную жидкость, включаемые контактами реле РП и выключаемые контактами реле времени
ПМВ электроприводов кранов, подающих закалочную жидкость, включаемые контактами реле РП и выключаемые контактами реле времени  подачи воды.
подачи воды.
3. Форма выполнения устройств по п. 1, отличающаяся применением системы реле РР,  подготовляются к включению блок контактами контакторов КП, включаются блок-контактом контактора КГ и служат для управления контакторами КЕ, включающими регулировочные конденсаторы с целью изменения режима работы станка.
подготовляются к включению блок контактами контакторов КП, включаются блок-контактом контактора КГ и служат для управления контакторами КЕ, включающими регулировочные конденсаторы с целью изменения режима работы станка.
4. Форма выполнения устройства по п. 1, отличающаяся тем что реле ожидания РО выполнены с регулируемой выдержкой времени при отпадании с целью создания перерывов в работе генератора в случае работы его на данный станок с перегрузкой.
