(54) ВАЛОК ДЛЯ ПРОКАТКИ ЗУБ-тТЫХ ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1986 |
|
SU1405910A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| Способ продольной прокатки | 1989 |
|
SU1667955A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061564C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| Рабочий валок для холодной прокатки труб | 1976 |
|
SU715155A1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| Планетарный прокатный стан | 1982 |
|
SU1068186A1 |
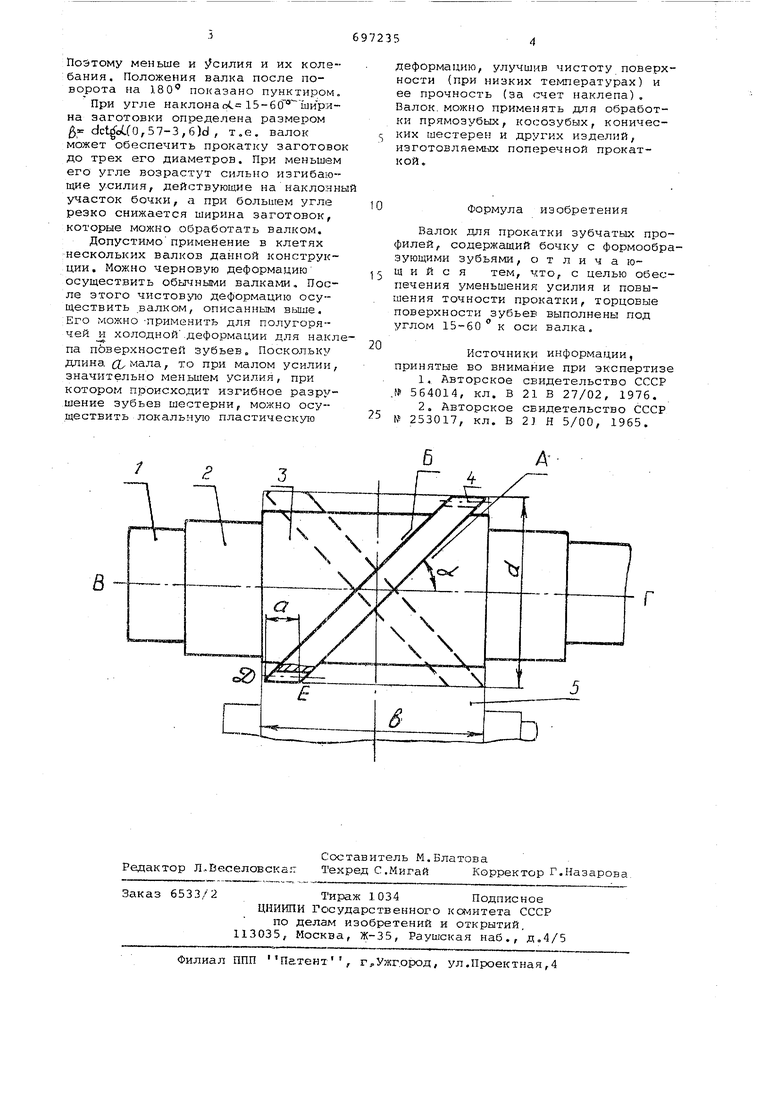
Предлагаемое изобретение относи ся к черной и цветной металлургии, более конкретно к рабочем валкам прокатных станов, преимущественно для поперечной прокатки. Известен валок, включающий ось, промежуточные втулки и бандажи, об разующие валок в форме коаксиальных цили адров различных диаметров Недостатком такой конструкции являются высокие усилия на валке при прокатке изделий большой ширины поскольку в известной конструкции ширина бочки валка не может быть меньше ширины иаделия. При по перечной прокатке, например длинных шестерен, величина усилия, даже пр малой подаче валка, -значительна,,, колебания усилия приводят к переменным упругим деформаци клети и,снижают точность прокатки. Известен так же инструмент длл накатывания зубчатых, профилей, выполненный в виде круглой рейки с кольцевыми формообразукхдими зубьями 2 . Цель изобретения - обеспечить уменьшение усилия и повышение точности прокатки. Поставленная цель достигается за счет того, что торцовые поверхности зубьев выполненыпод углом к оси валка 15-60° „ 3fTO позволяет выполнить бочку валка малой ширины и у1 1еньшить в 5-10 раз усилия по сравнению с обычной конструкцией (при равных величинах подачи). На чертеже схематически изображено устройство, общий вид. Участки валка имеют бочки 1, 2, 3, выполненные в форме коаксиальных цилиндров или конусов. В частном случае их оси совпадают, а при эксцентричных валках они параллельны. На бочке 3 нарезаны зубья 4, которые контактируют с заготовкой 5. Торцовые поверхности зубьев А и Б наклонены к оси валка под углом оС . При вращении бочек валка 1,2, 3 вокруг оси ВГ участок - ДЕ контакта валка с заготовкой 5 перемещается периодически по щирине заготовки, Поскольку ширина этого участка равла Q. значительно меньше ширины заготовки 5 т О то размер СЦ-можло выполнить очень малым, он не зависит теперь от размера б . Этот y iacток обеспечивает пластическую деформацию в зоне малой ширины и. сс ,
Поэтому меньше и ьсилия и их колебания. Положения валка после поворота на 180 по(азано пунктиром.
При угле наклонаоС 15-60 ширина заготовки определена размером .(0,57-3,6)d , т.е. валок может обеспечить прокатку заготово до трех его диаметров. При меньшем его угле возрастут сильно изгибающие усилия, действующие на наклонн участок бочки, а при большем угле резко снижается ширина заготовок, которые можно обработать валком.
Допустимоприменение в клетях нескольких валков данной конструкции. Можно черновую деформацию осуществить обычными валками. После этого чистовую деформацию осуществить валком, описанным вьиие. Его можно -применить для полугоря-чей и холодной .деформации для наклпа поверхностей зубьев. Поскольку длина (2 мала, то при малом усилии, значительно меньшем усилия, при котором происходит изгибное разрушение зубьев шестерни, можно осуществить локальную пластическую
деформацию, улучшив чистоту поверхности (при низких температурах) и ее прочность (за счет наклепа) , Валок, можно применять для обработки прямозубых, косозубых, конических шестерен и других изделий, из готовя яемь-лх поперечной прокаткой.
Формула изобретения
Валок для прокатки зубчатых профилей, содержащий бочку с формообразующими зубьями, отличающийся тем, что, с целью обеспечения уменьшения усилия и повышения точности прокатки, торцовые поверхности зубьев выполнены под углом 15-60 к оси валка.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР .№ 564014, кл. В 21 В 27/02, 1976.
